

SOLIDWORKS钣金折弯参数设置技巧
电子说
描述
折弯系数早期是没有计算方法的,工厂都是根据实际经验确定下来的经验公式。
记录下来一个经验数据表或简单的经验公式。后来才出现的中性层概念,即既不伸长也不压缩的那一层为中性层。可以用来计算展开长度。SOLIDWORKS钣金折弯参数也是整合了所有的计算方法,用于软件内部的计算。但是没有解决根本问题,找出更简单的折弯计算公式。
K因子是SOLIDWORKS钣金折弯参数中好用的,90度折弯和非90度折弯都可以用。可是实际使用中我们并不知道K因子数值应该设置为多少。前面我说过K因子设置时,和折弯半径有关,但是这个关系我们并不知道是什么。今天我研究出来一个新方法,将K因子设置为一个定值,不管厚度为多少,都可以很方便的计算出折弯系数,展开长度也很准确。可以算是折弯系数更简单的使用方法了。
下面来演示一下具体怎么操作:
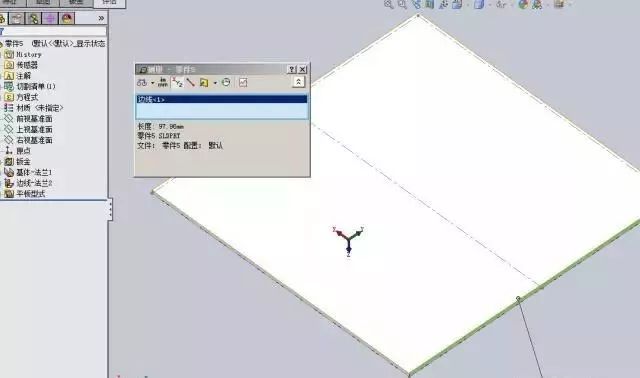
打开SOLIDWORKS软件画钣金件,长度为100,宽度为50的钣金件。做一个边线法兰高度为50的折弯。如下图:
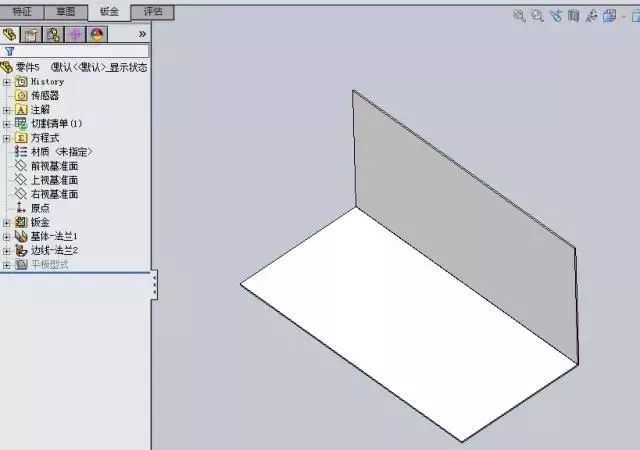
SolidWorks钣金折弯
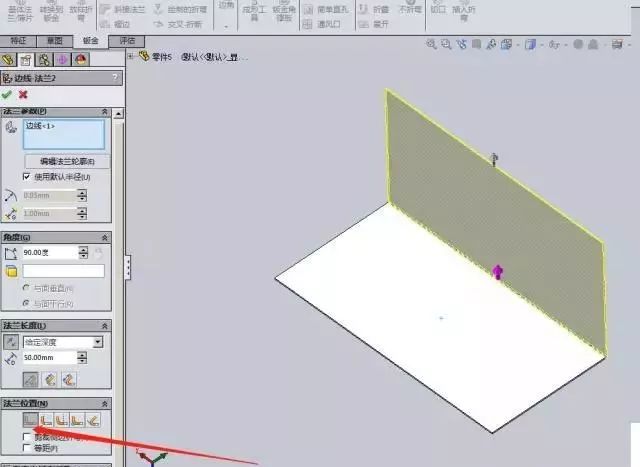
边线法兰注意事项
注意:做边线法兰时,法兰位置选择材料在内,这样保证折弯尺寸不管是厚度多大,半径多大,永远是设定的数值。这里为了验证方便,实际使用中各种位置都可以使用。
开始设置钣金参数:点选钣金,右键编辑特征,钣金厚度设置为0.5,折弯半径设置有个技巧,要设置为:输入“=”号,全局变量,厚度0.5mm,出现=“厚度”时,在/10,如下图:

折弯半径设置

折弯半径设置
设置原理:折弯半径设置为厚度的1/10,这样画钣金件时,不会因为折弯半径太大而出现缝隙很大的情况。其中K因子为一个定值,我们测算钣金件展开长度。
厚度为0.5的钣金件,折弯尺寸都为50,展开长度为99.15mm。
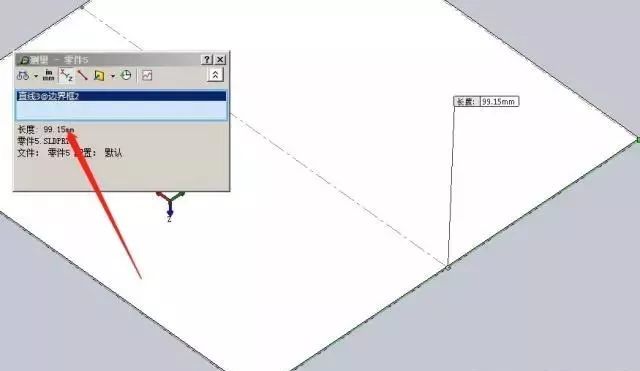
0.5厚度展开长度
厚度为1.0的钣金件,折弯尺寸都为50,展开长度为98.3mm。
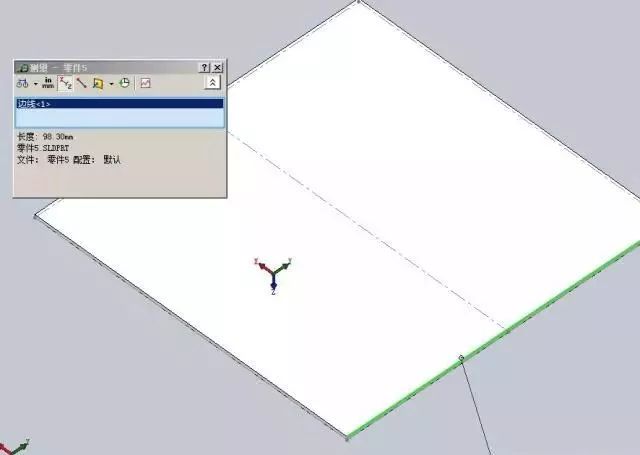
1.0厚度展开长度
厚度为1.2的钣金件,折弯尺寸都为50,展开长度为97.96mm。
1.2厚度展开长度
后面的厚度测算我就不一一发图了。测试数据全部真实,总结表格出来后,惊人的发现。所有数据都符合我讲的的折弯扣除等于材料厚度的1.7倍的规律。下面表格就是我测试的数据:
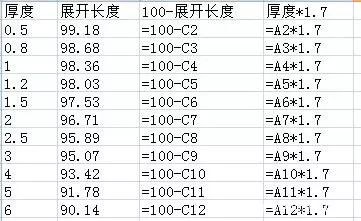
折弯系数验证公式

折弯系数
这样是不是很方便,只需要设置K因子,折弯半径为厚度的1/10,就可以计算出准确的展开长度了。
审核编辑 黄宇
- 相关推荐
- 热点推荐
- solidworks
-
Solidworks钣金与焊件教程免费下载-【制造云视频】2016-05-26 6687
-
钣金折弯成型技术的12大问题和解决方法2018-11-13 3220
-
Solidworks钣金设计教程2010-11-10 1457
-
PMAC_参数设置2016-04-26 1286
-
总结钣金折弯成型技术的12大问题2021-04-27 3450
-
变频器功能参数设置2023-01-31 13671
-
钣金折弯自动化方案,为批量化生产保驾护航2023-02-21 1483
-
变频器参数设置2023-04-07 1967
-
SOLIDWORKS钣金设计需要考虑的折弯问题2023-04-24 6198
-
Vivado布线和生成bit参数设置2023-05-16 6605
-
钣金折弯参数大全2023-06-05 8576
全部0条评论

快来发表一下你的评论吧 !
