

VASS滚床输送控制FB453
描述
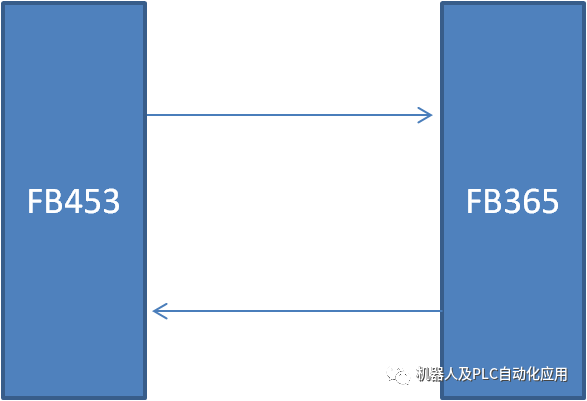
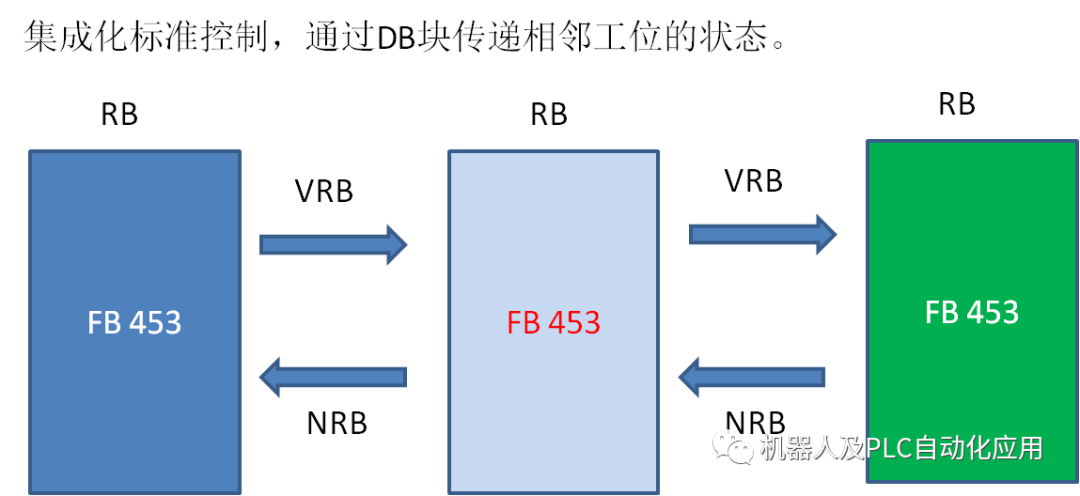
平移辊床使用的功能块有FB 453 FB_Elefant_AMX, FB 365 FB_SEW_AMX_RB_a,FB 453负责处理进出车逻辑以及工位完成逻辑等;FB 365负责接收和传送与变频器交互的信号,控制电机的运动。
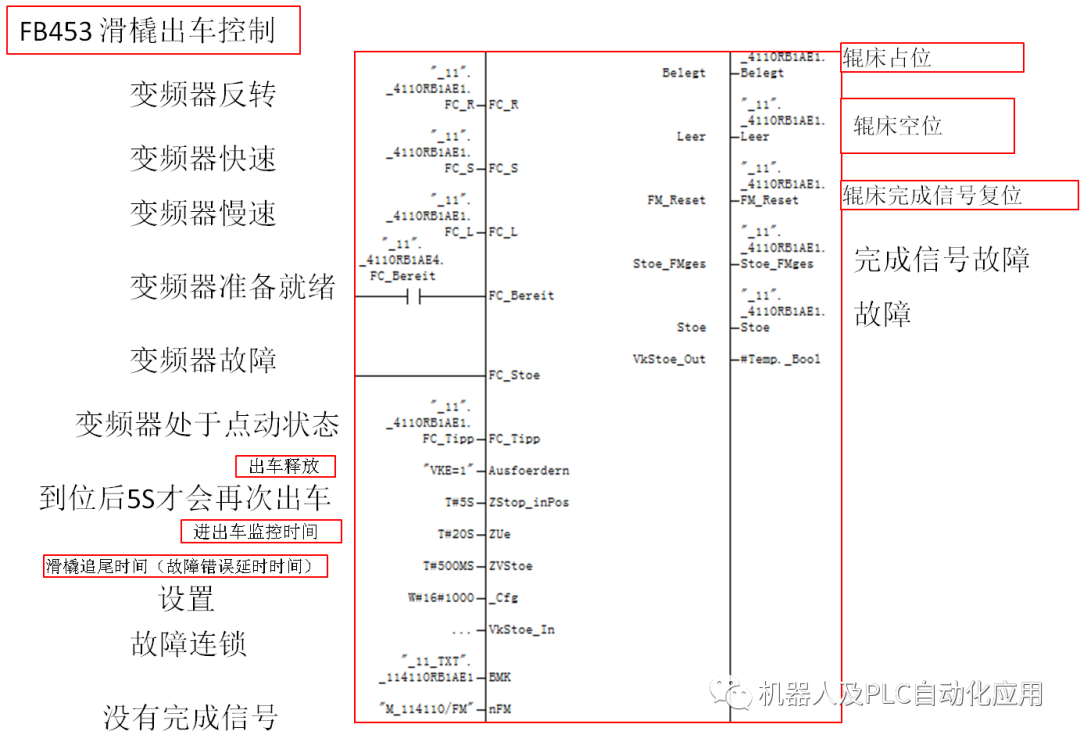
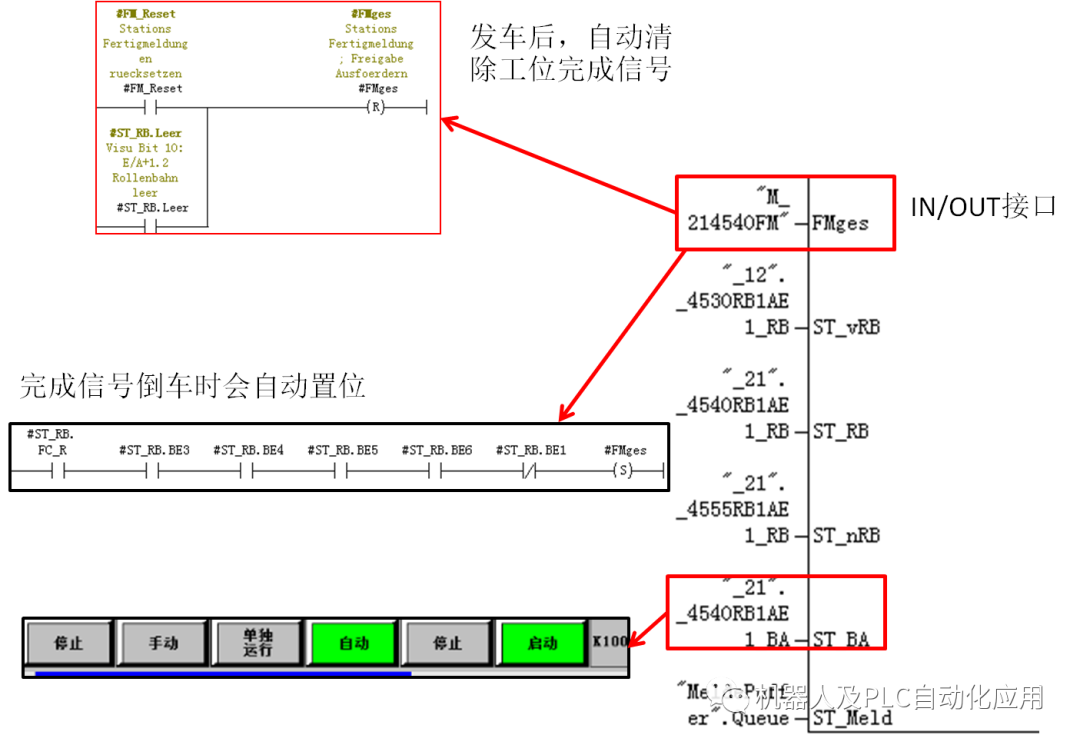
PLC程序控制:FB453 滑橇出车控制
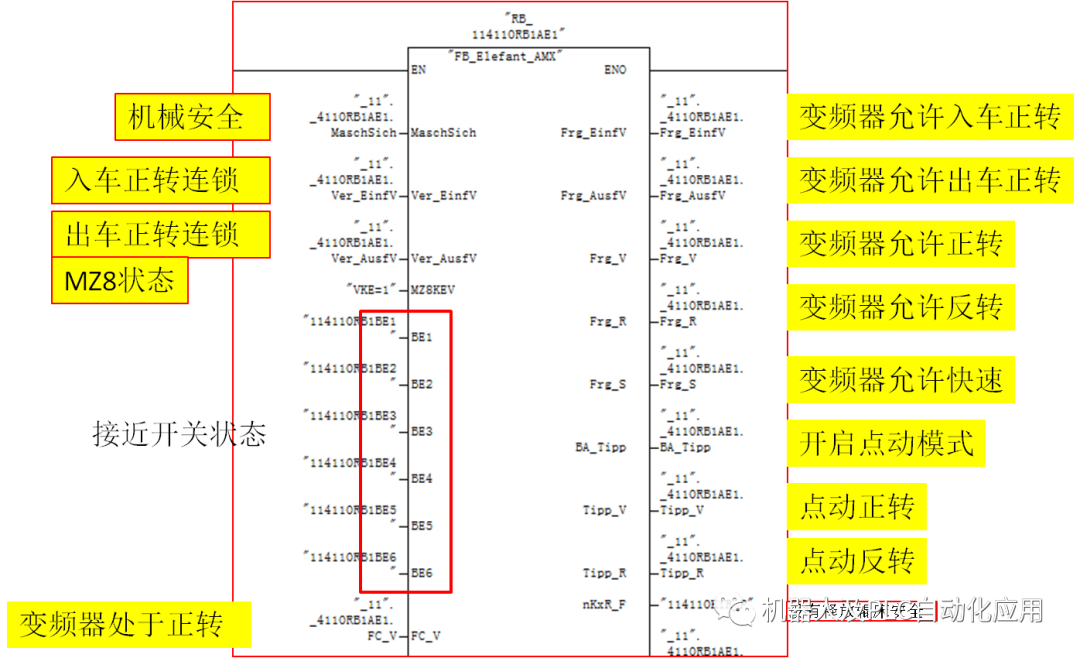
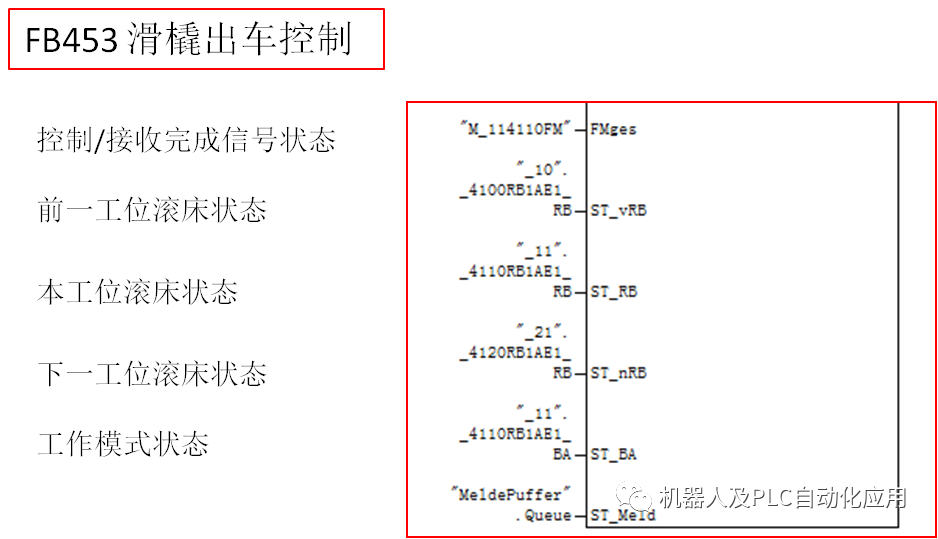
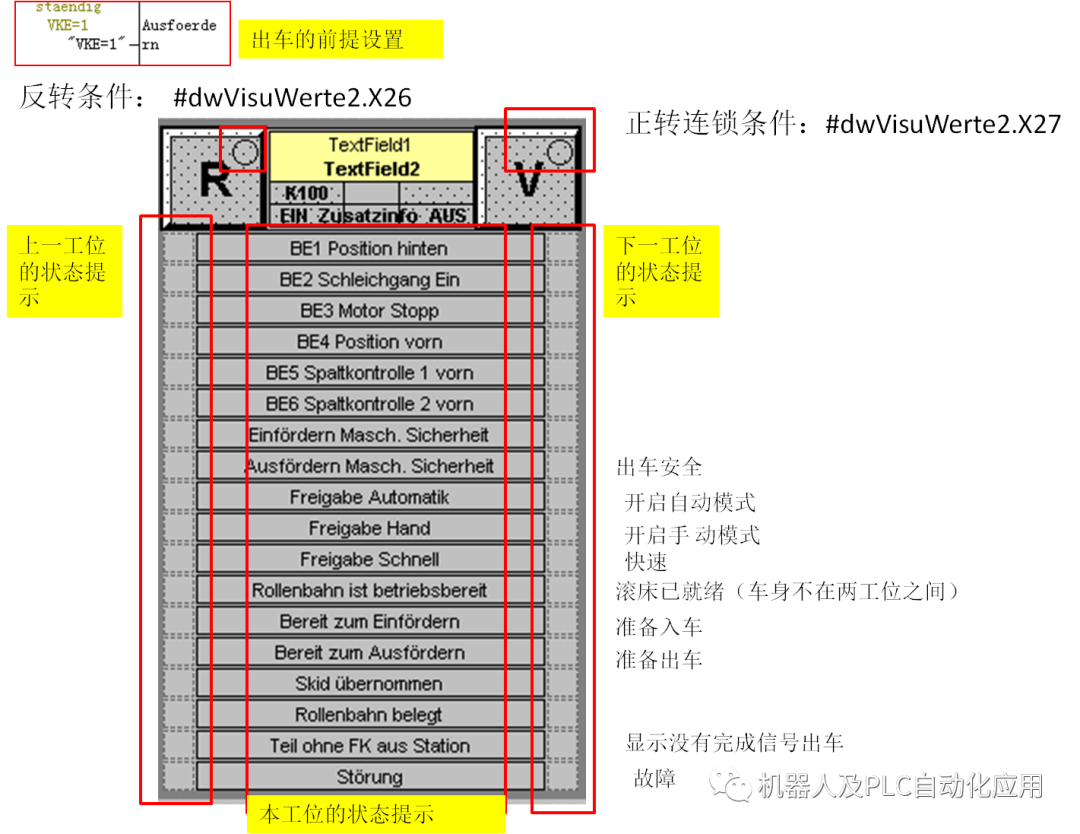
1 .打开下拉菜单查看各信息的状态

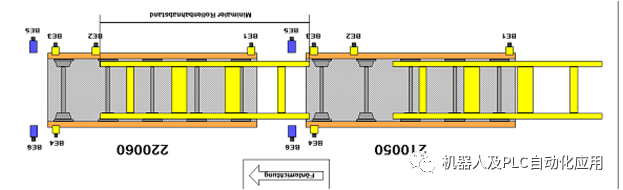
距离:
下游滚筒输送机(nRB) 的 BE3/4 (RB) 和 BE2 之间的距离必须至少为滑道长度 + 300 mm.
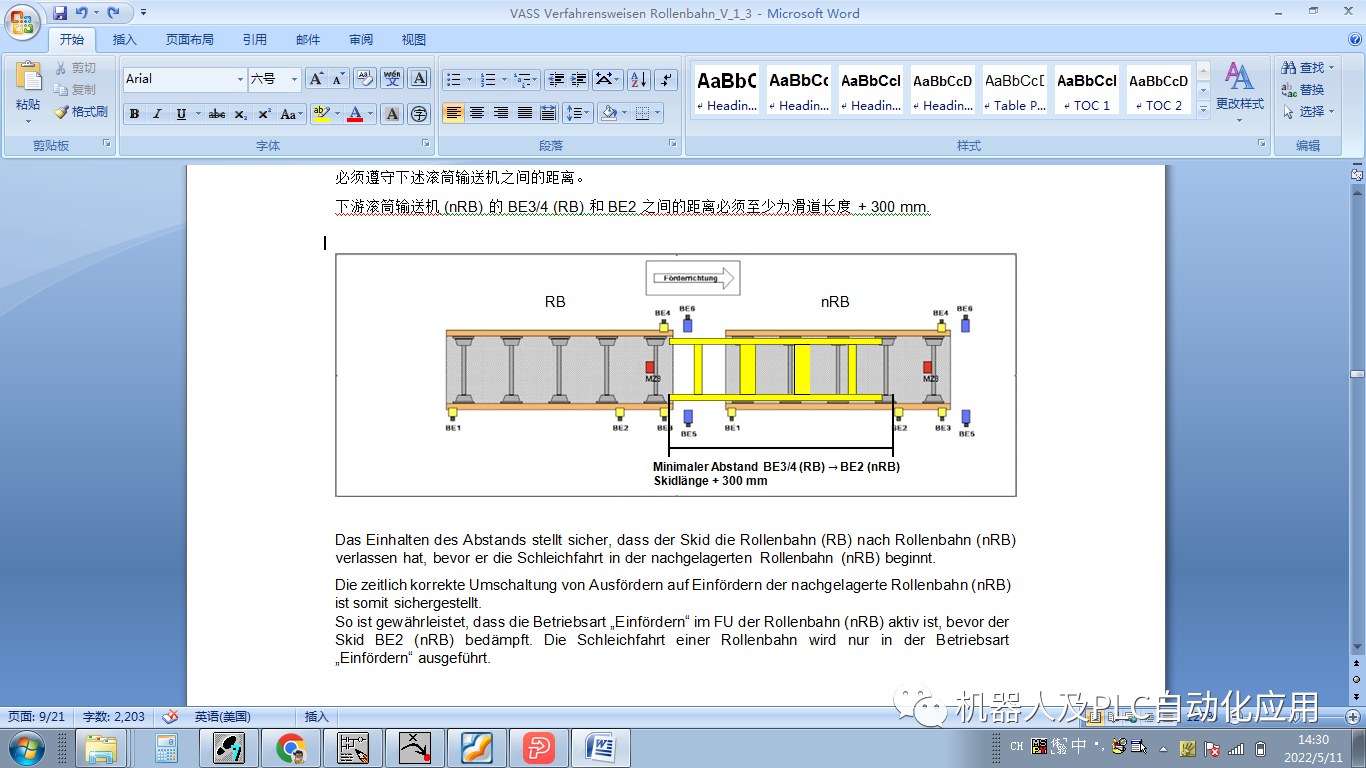
保持该距离可确保滑橇在滚筒输送机 (nRB) 之后离开滚筒输送机 (RB),然后开始在下游滚筒输送机 (nRB) 上爬行。
这可确保下游滚筒输送机 (nRB) 在正确的时间从出料切换到进料。
这可确保在滑道阻尼 BE2 (nRB) 之前,在滚筒输送机 (nRB) 的 FU 中激活“输送”操作模式。滚筒输送机的爬行速度仅在“输送”操作模式下执行
两台滚筒输送机均采用自动
滑板的位置:
两个滑道都在相应的滚筒输送机上
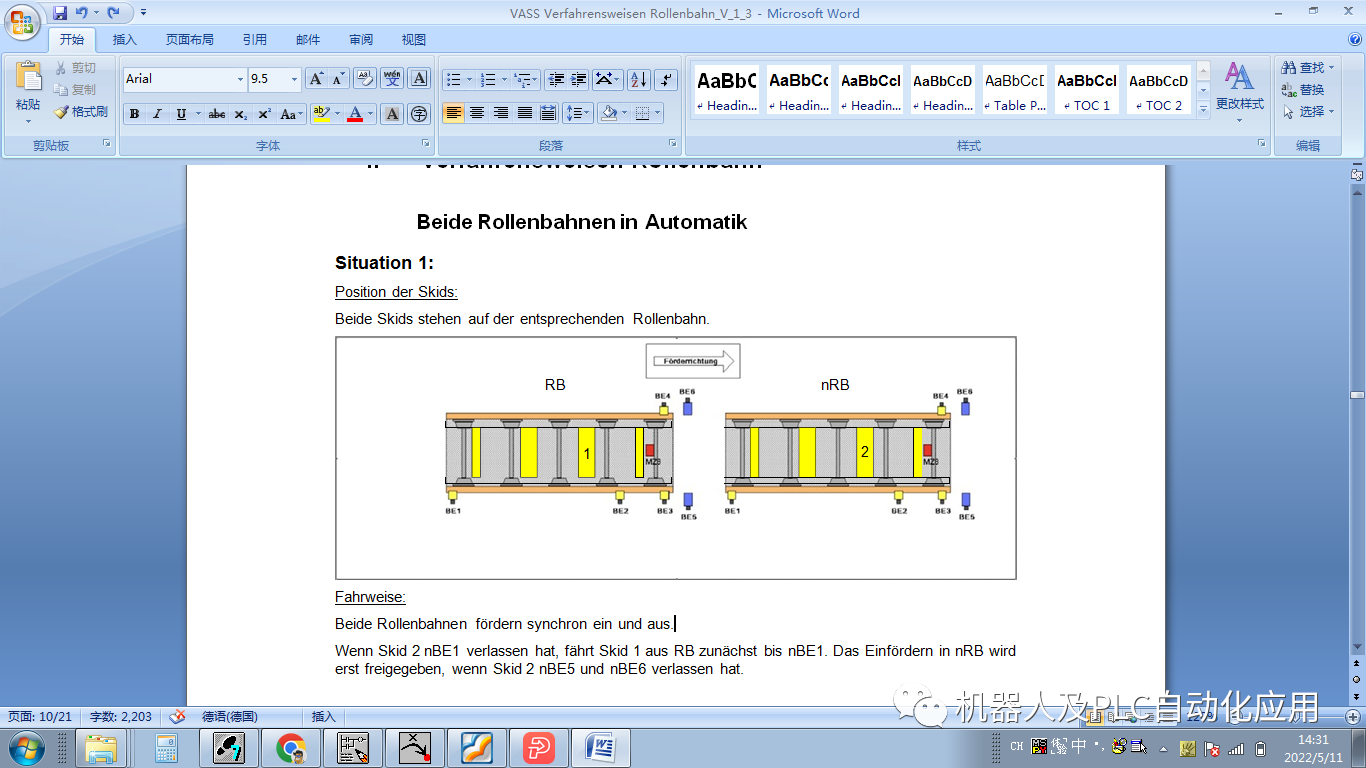
两个滚筒输送机同步进出。
当滑道 2 离开 nBE1 时,滑道 1 先从 RB 行进到 nBE1。仅当滑道 2 离开 nBE5 和 nBE6 时才释放进给 nRB。
两个撬块都在 BE1 或 nBE1 上。
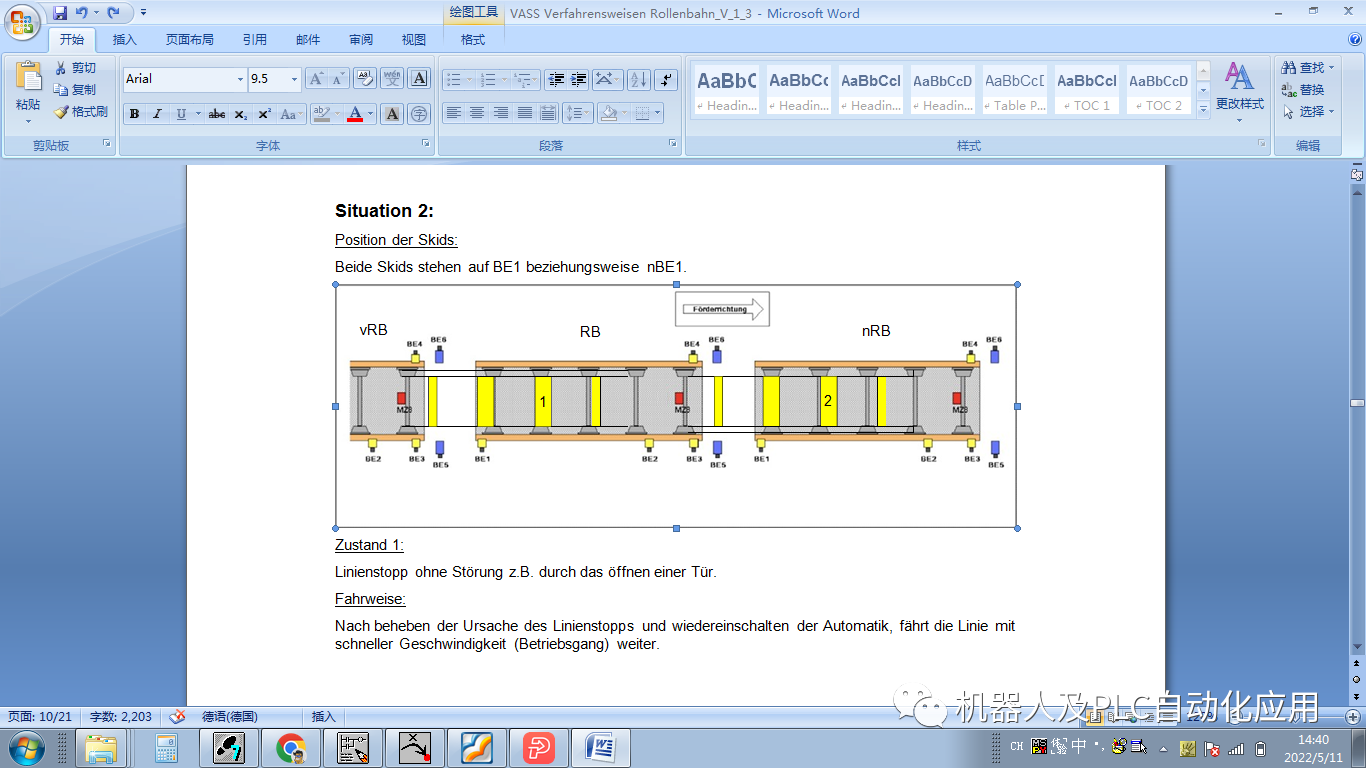
状态 1:
不间断地停止线路,例如通过打开一扇门。
排除停线原因并重新开启自动系统后,生产线继续高速运行(运行速度)。
在排除故障并重新打开自动系统后,故障辊道输送机继续以低速(爬行速度)移动,直到滑道就位。
所有上游滚筒输送机 (vRB) 以最高 vBE5 / vBE6 的爬行速度自由运行。之后,上游辊道再次快速运行(操作通道)。
下游滚筒输送机继续快速运行(运行中)
vRB自动/RB在手动
滑板的位置:
Skid 1 在 vBE1 上。
Skid 2 在 vBE3/4 和 BE1 上。
vBE2、vBE3、vBE4 绝不会同时被 2 个滑道占用。
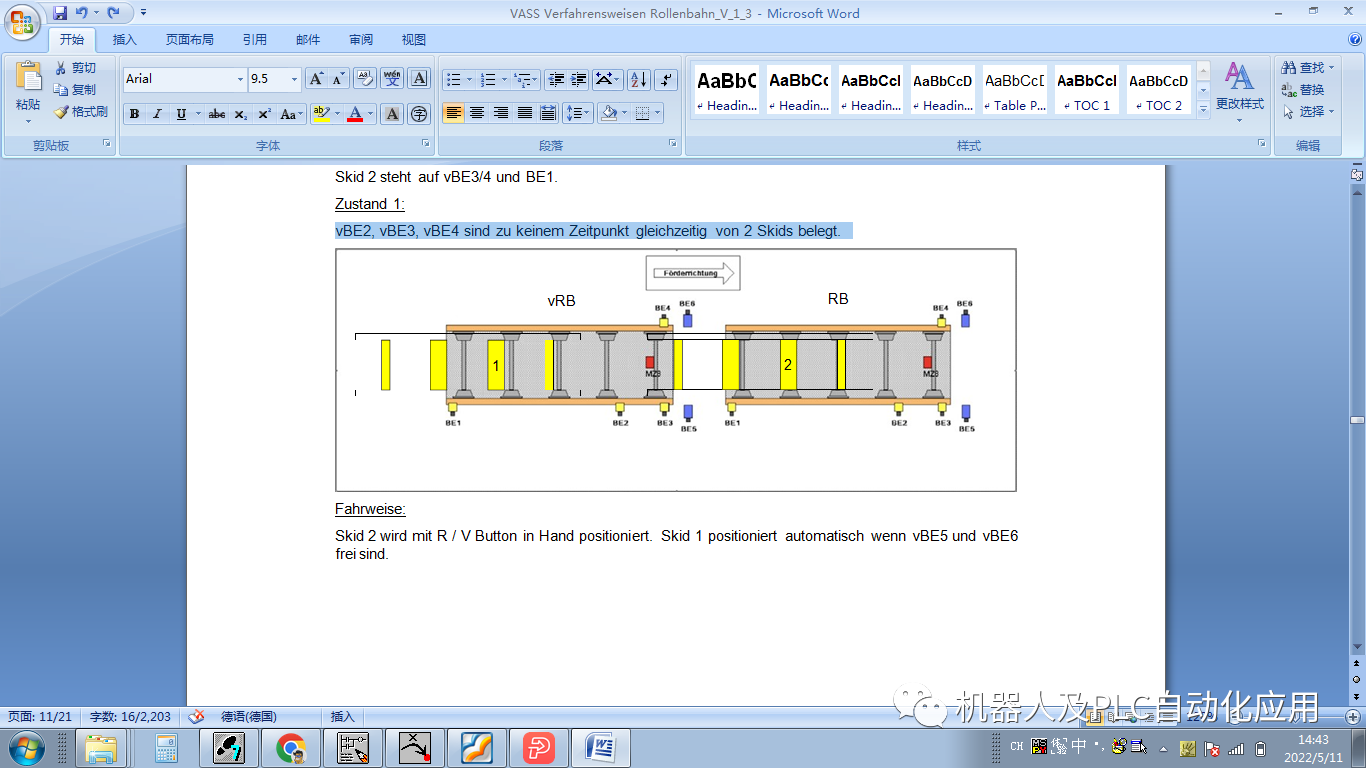
Skid 2 定位时手持 R/V 按钮。当 vBE5 和 vBE6 空闲时,自动滑行 1 个位置。
Skid 1 在 vBE1 和 vBE2 上。
Skid 2 在 vBE3/4 和 BE1 上。
BE2 被skid 1 占用,而vBE3 和vBE4 仍被skid 2 占用。
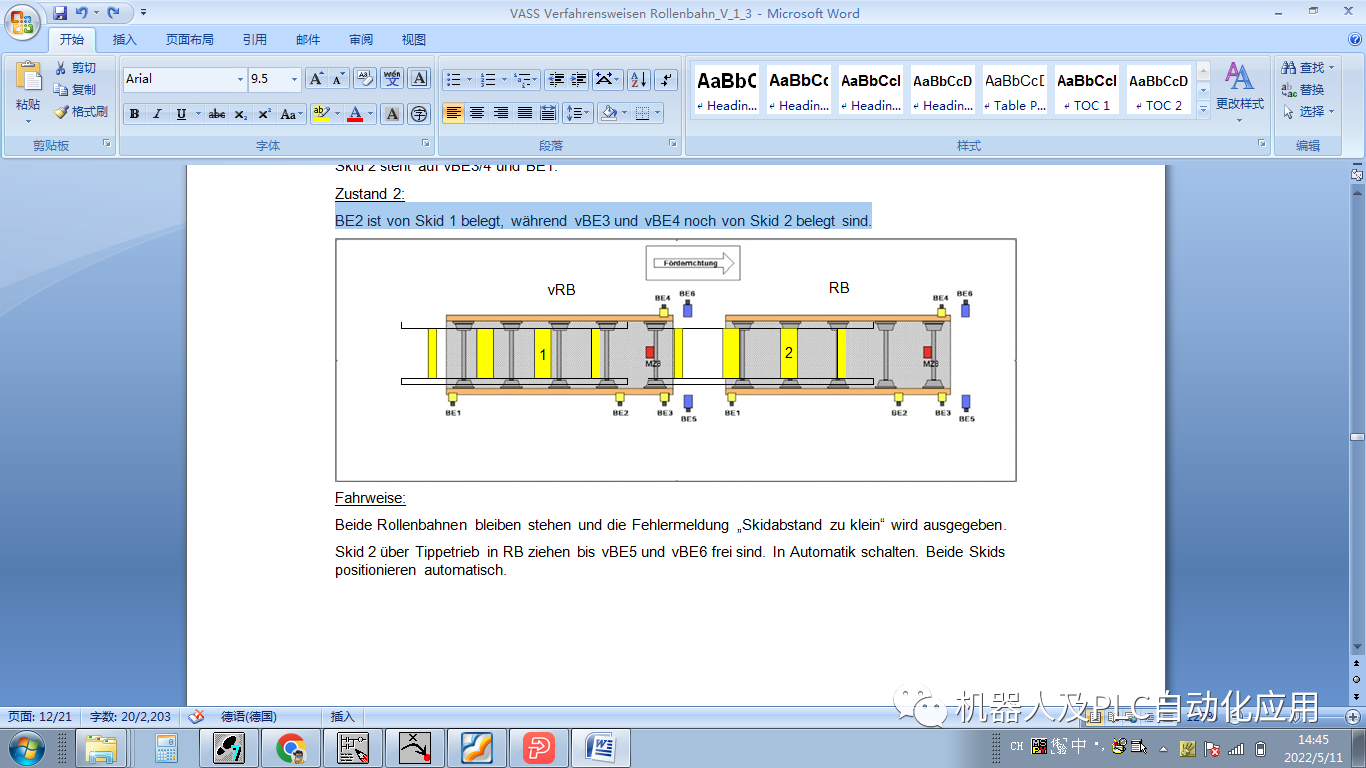
两个滚筒输送机都停止并发出错误消息“滑动距离太小”。
通过点动操作将撬块 2 拉入 RB,直到 vBE5 和 vBE6 空闲。切换到自动。两个撬块都自动定位。
反向滚筒输送机(在手)
vRB 是免费的。Skid 1 在 RB 上。就绪通知 RB 集。
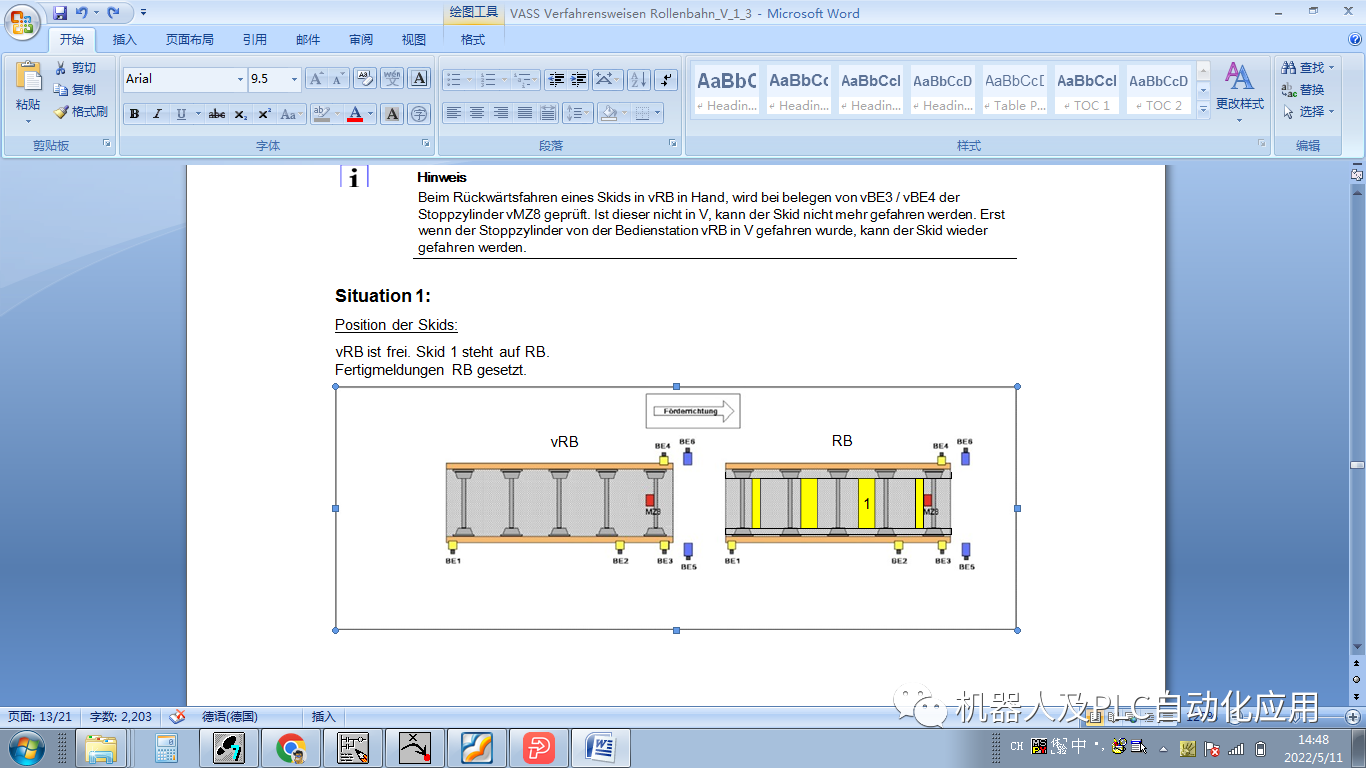
使用 R 按钮在 vRB 中向后移动滑道。
退出 BE3/4 时,会检查 vRB 机器安全性。仅当确定时 消息可以运行到 vBE5/6。之后,您只能使用 KWE7 继续驾驶。
vRB 的就绪消息在向后行驶到 vRB 时设置。
vRB 是免费的。Skid 1 在 RB 上。就绪消息 RB 未设置。
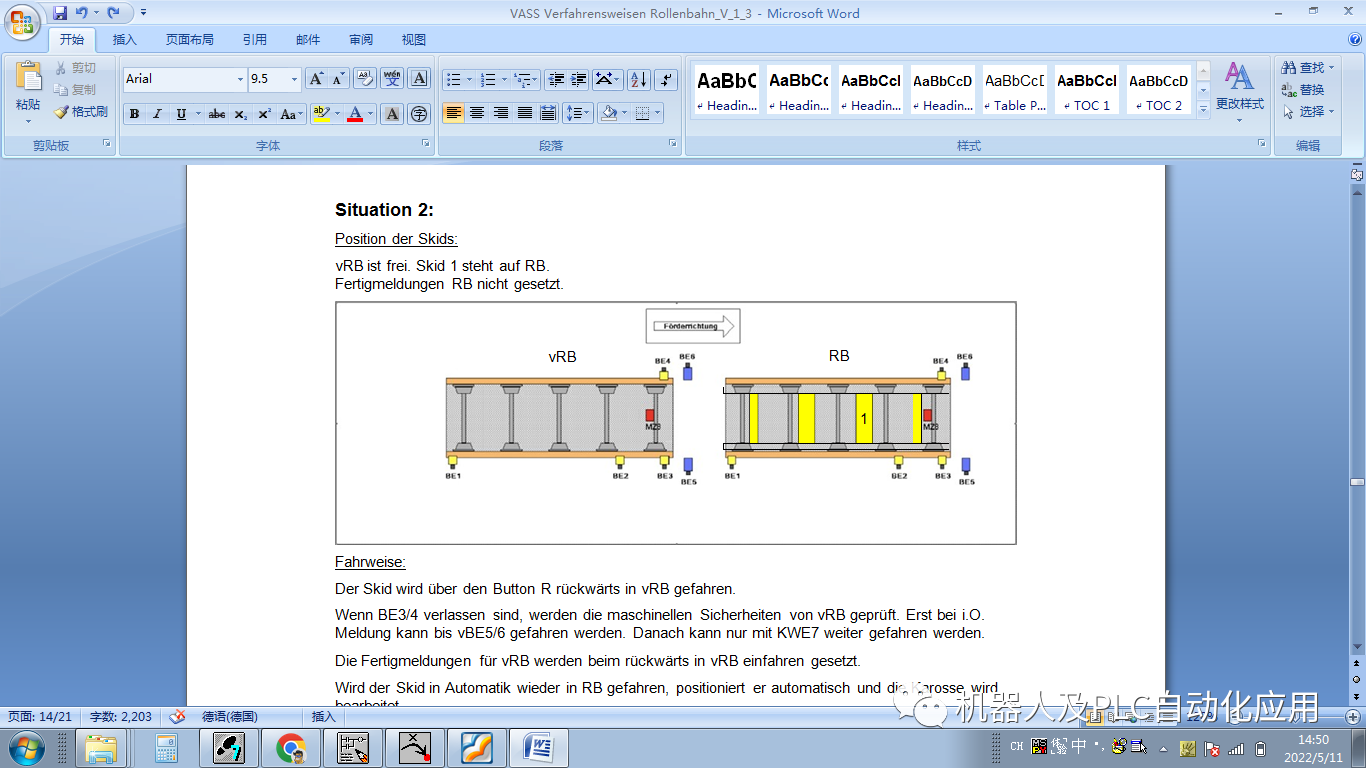
使用 R 按钮在 vRB 中向后移动滑道。
退出 BE3/4 时,会检查 vRB 机器安全性。仅当确定时 消息可以运行到 vBE5/6。之后,您只能使用 KWE7 继续驾驶。
vRB 的就绪消息在向后行驶到 vRB 时设置。
如果在自动模式下将撬块移回 RB,它会自动定位并处理车身。
Skid 1 位于 vRB 上(vBE3 和 vBE4 被占用)。Skid 2 在 RB 上。
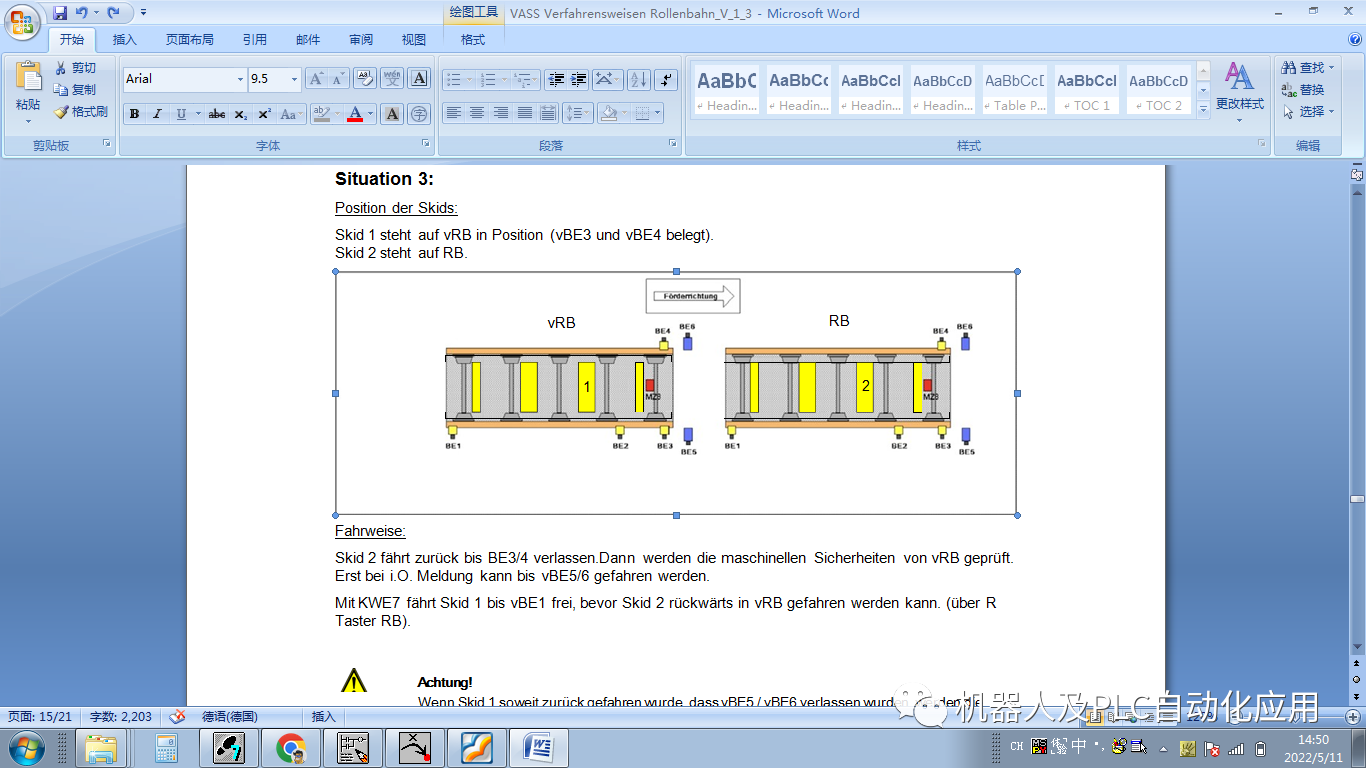
Skid 2 驱动返回到 BE3/4。然后通过 vRB 检查机器安全性。仅当确定时 消息可以运行到 vBE5/6。
使用 KWE7,skid 1 清除到 vBE1,然后skid 2 可以反转到 vRB。(通过 R 按钮 RB)。
打滑已经走得太远(BE1 空闲,BE5 / BE6 尚未到达)。出现错误消息“BE1 后传感器检查”。
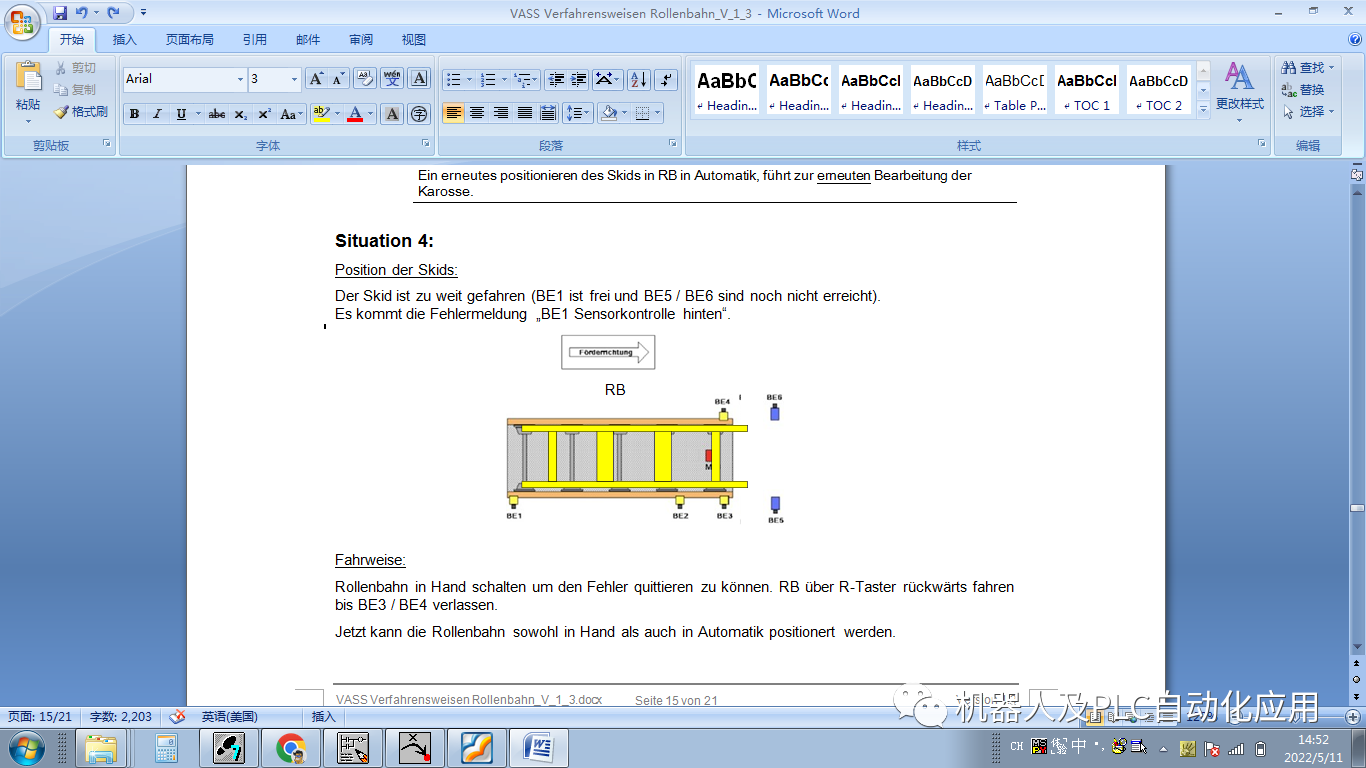
将滚筒输送机切换到手动模式,以便能够确认错误。使用 R 按钮向后驱动 RB,直到您离开 BE3 / BE4。
现在滚筒输送机可以手动和自动定位。
Skid 1 移动得太远(BE1 空闲,BE5 / BE6 被占用)。滑轨 2 位于 nRB 上(nBE1 到 nBE4 被占用)。
未设置就绪报告 nRB。机器人还没有离开。出现错误消息“BE1 后传感器检查”。
翻译结使用 R 按钮在 vRB 中向后移动滑道。退出 BE3/4 时,会检查 vRB 机器安全性。 仅当确定时 消息可以运行到 vBE5/6。 之后,您只能使用 KWE7 继续驾驶。vRB 的就绪消息在向后行驶到 vRB 时设置。
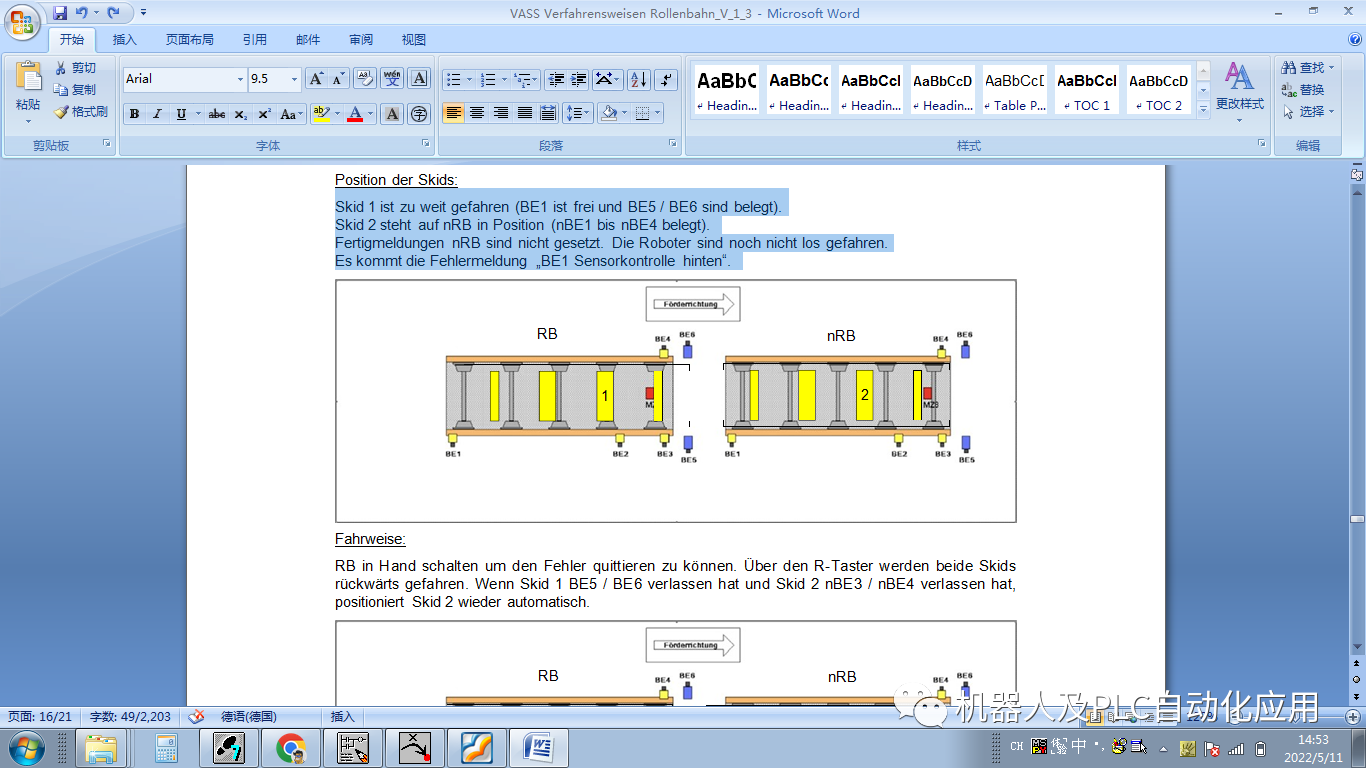
将 RB 切换到手动,以便能够确认错误。通过 R 按钮将两个滑道向后移动。当撬块 1 离开 BE5/BE6 并且撬块 2 离开 nBE3/nBE4 时,撬块 2 自动重新定位。
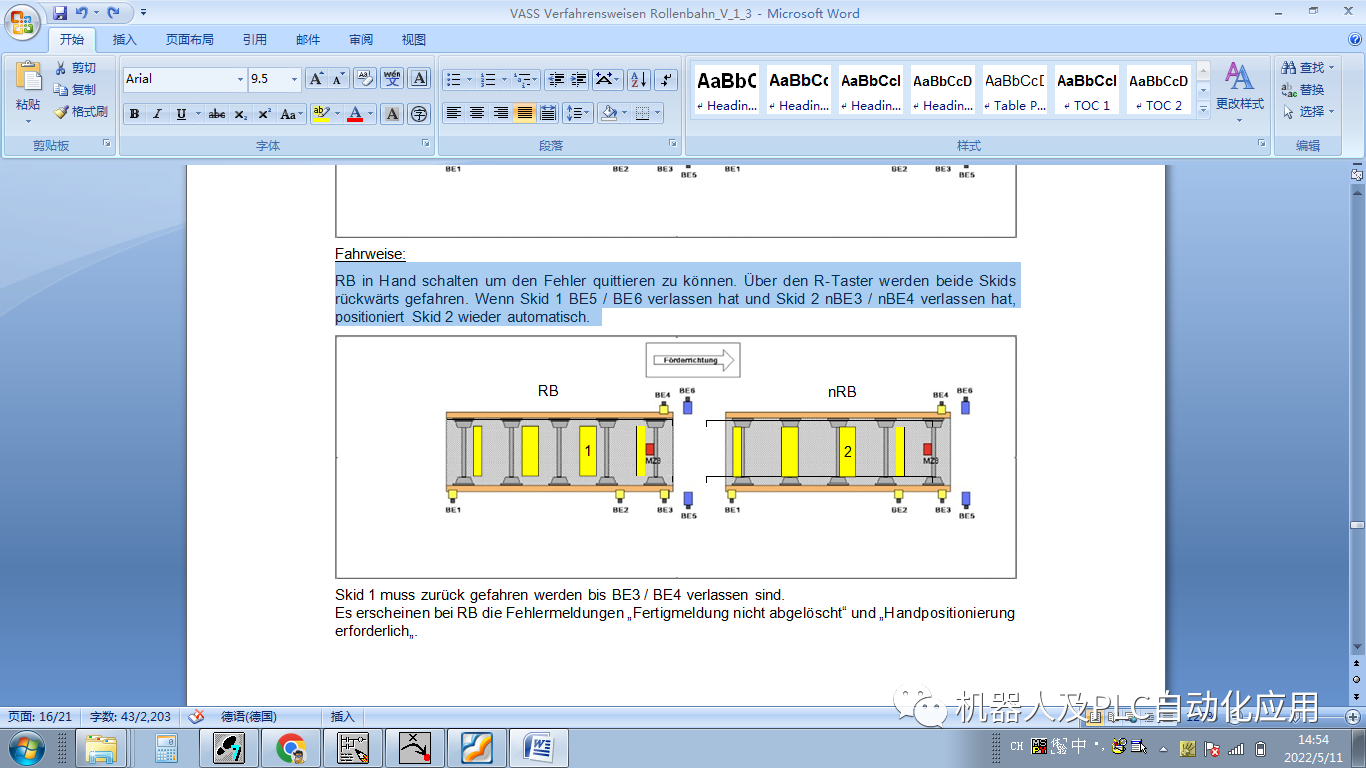
滑道 1 必须被驱回,直到 BE3 / BE4 离开。
错误消息“已完成消息未删除”和“需要手动定位”出现在 RB。
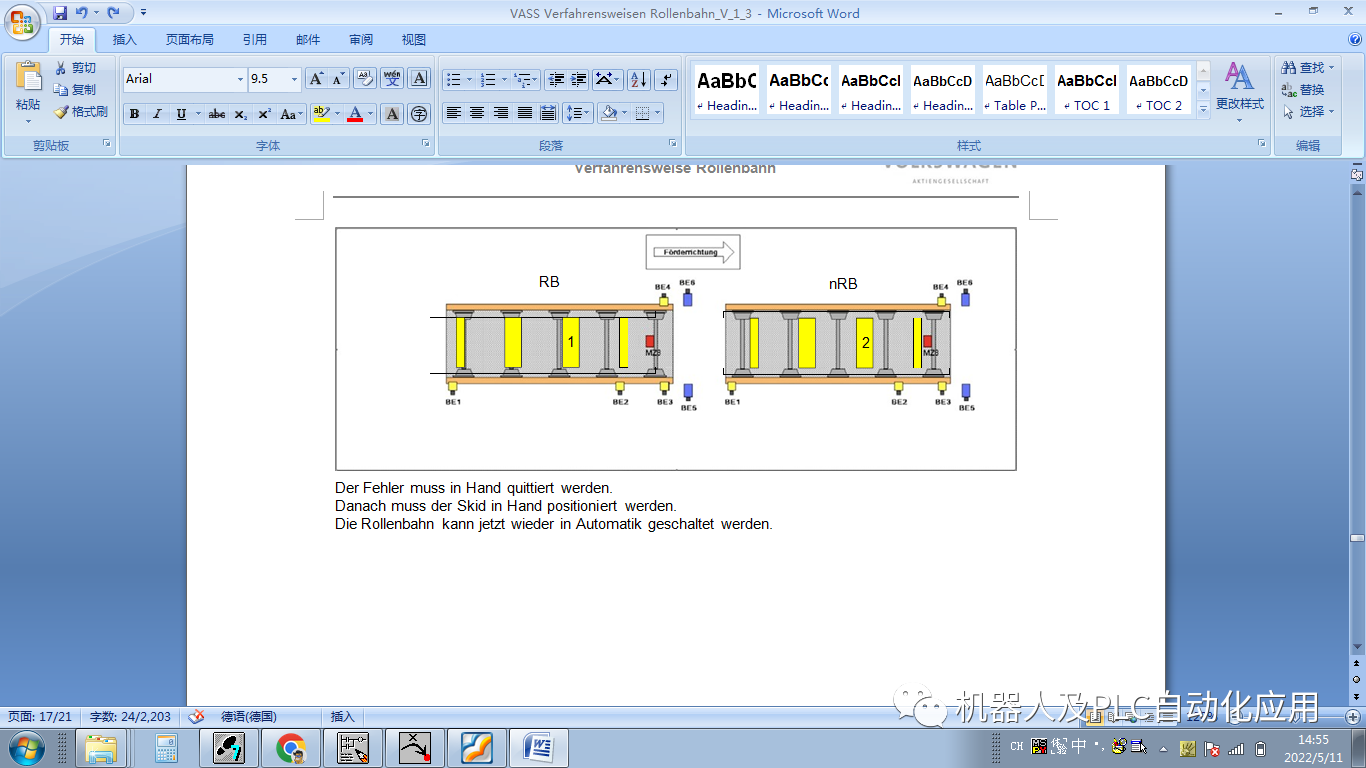
必须手动确认错误。
然后必须用手定位滑道。
滚筒输送机现在可以切换回自动。
开车穿过报废零件(在手)
RB在手,nRB在自动。废料部分在 RB 中。
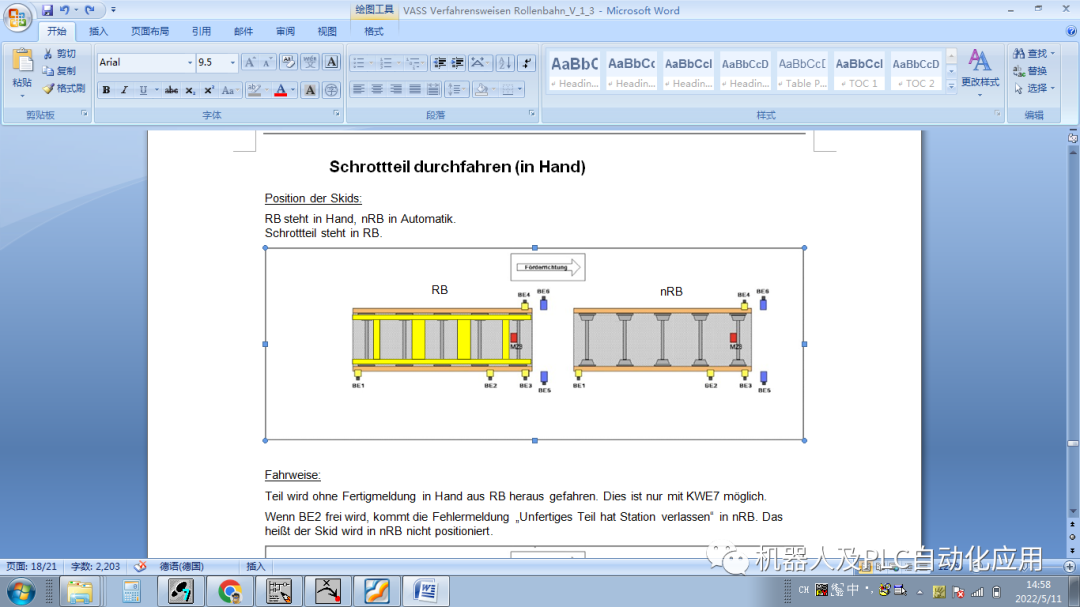
在没有就绪消息的情况下,将部件从手中的 RB 中驱出。这仅适用于 KWE7。
如果 BE2 空闲,错误消息“未完成的部分离开车站”会出现在 nRB 中。这意味着撬块没有定位在 nRB 中。
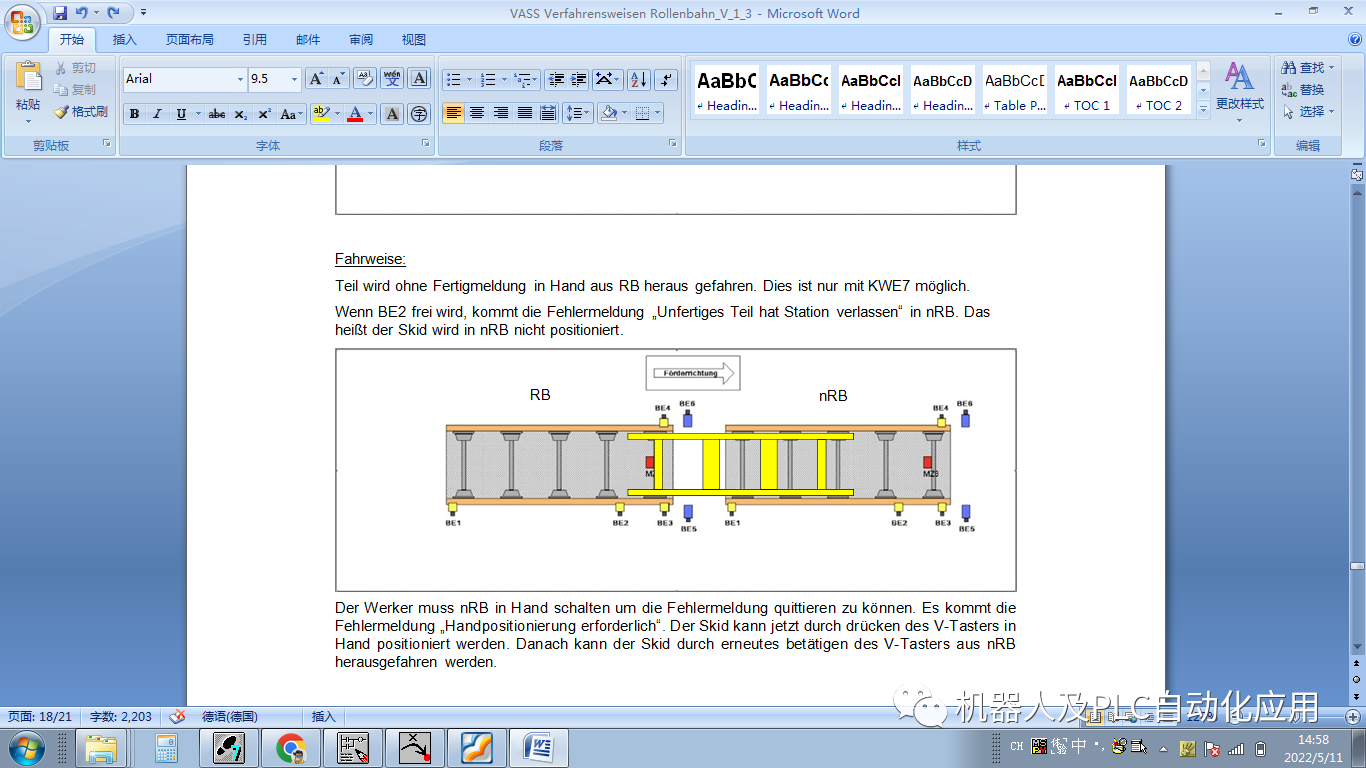
工作人员必须将 nRB 切换到手动才能确认错误消息。出现错误消息“需要手动定位”。现在可以通过按下 V 按钮手动定位滑轨。然后可以通过再次按下 V 按钮将撬块移出 nRB。
发生错误时的行为
错误时钟控制 BE1-BE1
滚筒输送机向前输送。Skid 1 占用 vBE5 / vBE6 和 BE1。Skid 2 占用 BE3 / BE4,nBE1 空闲。
进出撬之间的撬距太小。
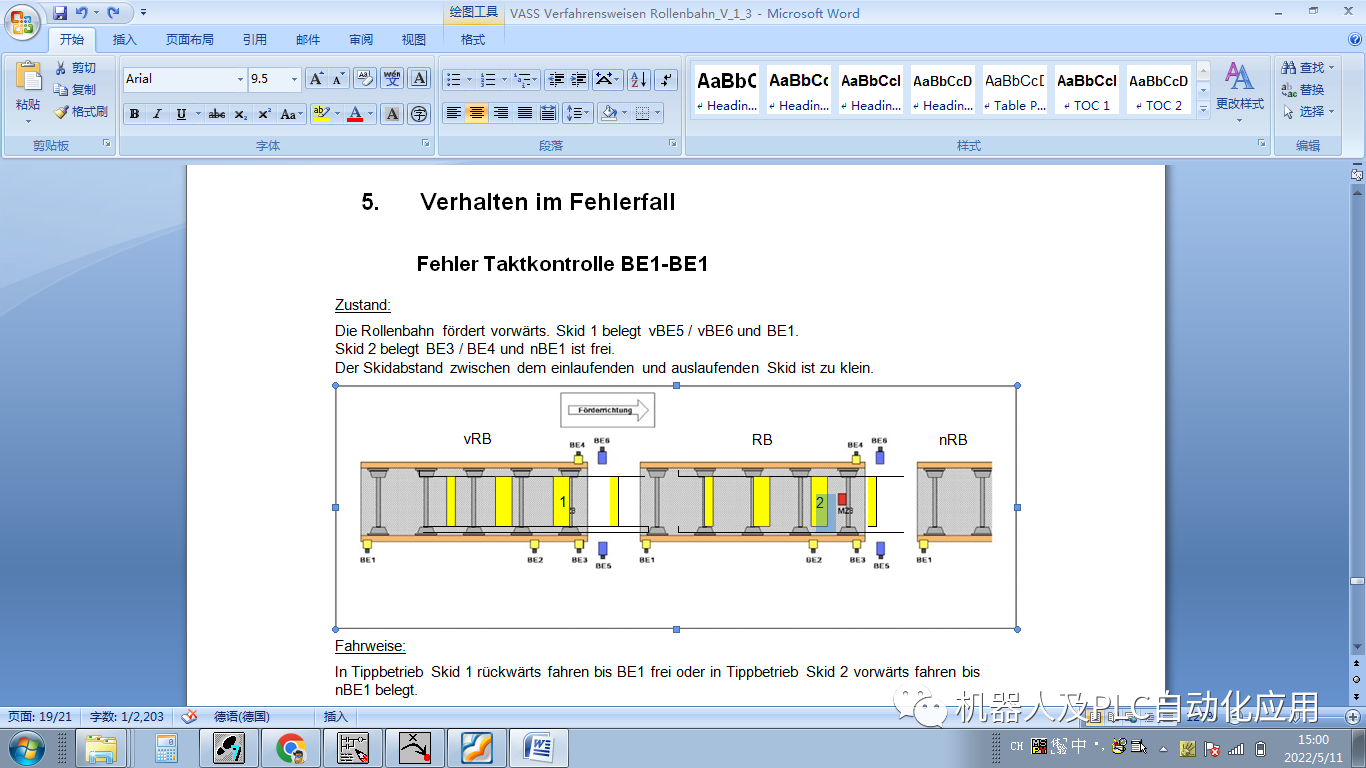
在点动模式下向后移动滑板 1 直到 BE1 空闲或在点动模式下向前移动滑板 2 直到 nBE1 被占用。
审核编辑 :李倩
-
西门子博途:SCL中FB模块的结构2024-01-18 3001
-
滚床控制SEW变频器MOVIfit的PLC控制/S11安全控制设置V5.102023-05-11 5191
-
滚床控制SEW变频器MOVIfit的PLC控制/S11安全控制设置2023-01-17 5138
-
大众VASS06报警信息提示功能2023-01-05 2815
-
对VASS标准PLC中信号控制漏洞的理解2022-12-27 1362
-
VASS 标准中的预期功能范围2022-07-15 3316
-
DC453B-设计文件2021-06-06 702
-
S7安全门的控制与接线-VASS的控制2021-03-18 6831
-
探究VASS的PLC顺序控制程序到底该如何使用2021-03-10 3079
-
FB412- 在VASS 标准中对大气缸的控制解析2021-02-15 3165
-
PLC完成信号后如何控制漏洞2020-09-27 2294
-
滚床控制SEW变频器的PLC控制2020-06-12 5766
-
基于运动控制器的数控滚齿系统2011-07-06 1094
-
74HC453/74HCT453各引脚功能及管脚电压2008-10-10 4364
全部0条评论

快来发表一下你的评论吧 !
