

正运动控制器ZMC432的SS曲线可实现高精度焊接工艺的需求
工业控制
描述
应用背景
自科技发展以来,锂电池具有使用寿命长、适应性强以及能量高等优点,因此锂电池在电子产品、交通工具等领域的应用也越来越广泛,由此衍生的锂电池焊接等生产行业也在市场中迅速扩张。 随着市场竞争地不断增长,锂电池焊接行业对精度要求也越来越高,本文主要介绍正运动运动控制器ZMC432的SS曲线可实现高精度焊接工艺的需求。 ZMC432可实现一台控制器拖动多台电机的效果,满足锂电池焊接行业同时控制多轴多工位加工的需求。
01 ZMC432功能简介
ZMC432是正运动推出的一款多轴高性能EtherCAT总线运动控制器,具有EtherCAT、EtherNET、RS232、CAN和U盘等通讯接口,ZMC系列运动控制器可应用于各种需要脱机或联机运行的场合。 ZMC432最多可支持32轴运动控制,支持直线插补、任意圆弧插补、空间圆弧、螺旋插补、电子凸轮、电子齿轮、同步跟随等功能。
ZMC432支持PLC、Basic、HMI组态三种编程方式。PC上位机API编程支持C#、C++、LabVIEW、Matlab、Qt、Linux、VB.Net、Python等接口。
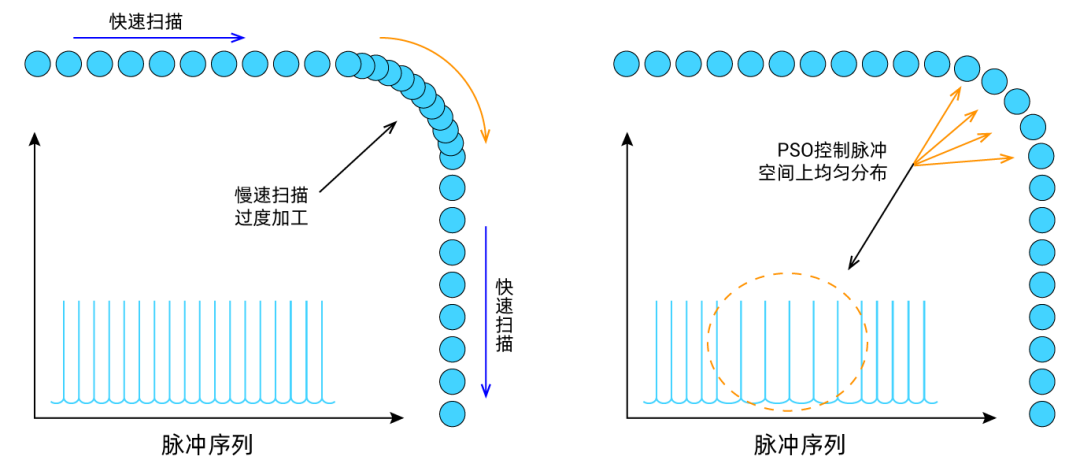
ZMC432内置高精度PSO位置同步输出功能,在加工圆角与曲线时即使进行有减速调整,在高速加工的场合中也能控制激光输出的等间距输出。 实现PSO硬件比较输出功能的命令主要有HW_PSWITCH2、MOVE_HWPSWITCH、HW_TIMER等。
例如在做锂电池焊接的圆角加工时,在减速的同时能保证输出间距恒定,同时结合SS曲线加工工艺增大了工艺柔性。既保证了加工效果,减少机械抖动,也最大限度地提高产能。
02 轴速度曲线
常见运动曲线分为梯形速度曲线和S形速度曲线两种。在此基础上,正运动还推出了另一种速度曲线:SS速度曲线。
下文将主要介绍三种常见的速度曲线!
1.梯形速度曲线
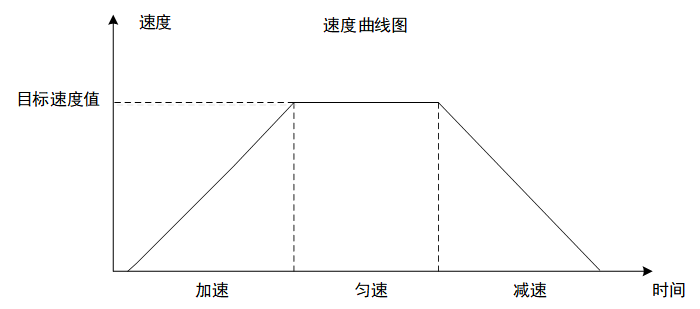
梯形曲线又名T形曲线,用于表达速度与时间的关系,梯形速度曲线图可见下图。由图可知,标准的梯形速度曲线有3个阶段,分别为匀加速、匀速、匀减速阶段。 因此在进行插补运动时,可在轴参数初始化时,直接采用Basic指令对轴进行速度参数设置(SPEED速度、ACCEL加速度、DECEL减速度)。
由于梯形速度曲线在运动控制中的规划是最快的,同时也是最简单的,因此梯形曲线在工业控制领域应用中最为广泛。 但梯形曲线也存在缺点,梯形速度不够平滑,在速度曲线的转角加速度不连续,在实际插补运动中容易导致机器抖动等现象,或易对机台造成冲击等。
2.S形速度曲线
S形速度曲线同样用于表达速度与时间的关系。但与梯形曲线的区别在于对梯形曲线的加速和减速阶段进行平滑,平滑后曲线形状如字母S。S形速度曲线如下图所示。 正运动Basic语言提供了专门的SRAMP指令实现。在实际运动应用中,通过SRAMP指令进行对应的值设置,可使运动中的速度曲线更加平滑,从而减少对控制过程中的冲击,并使插补过程具有柔性。
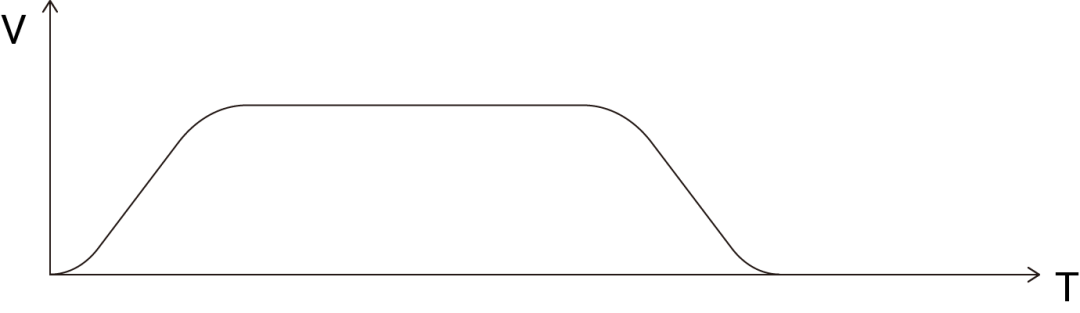
SRAMP指令使用语法:VAR1 = SRAMP,SRAMP = smoothms。 smoothms:毫秒单位,设置后加减速过程会延长相应的时间,可设的时间长短和加减速实际延长时间与distance、speed、accel均有关。
3.SS速度曲线
SS速度曲线又名加加速度曲线,用于表达加速度与时间的关系。加加速度是描述加速度变化快慢的物理量,即加速度的变化率。 正运动Basic语言中提供了VP_MODE指令的模式6和7可实现SS曲线(下文将详细讲解VP_MODE指令),即对加速度的加速和减速阶段进行平滑,如下图所示。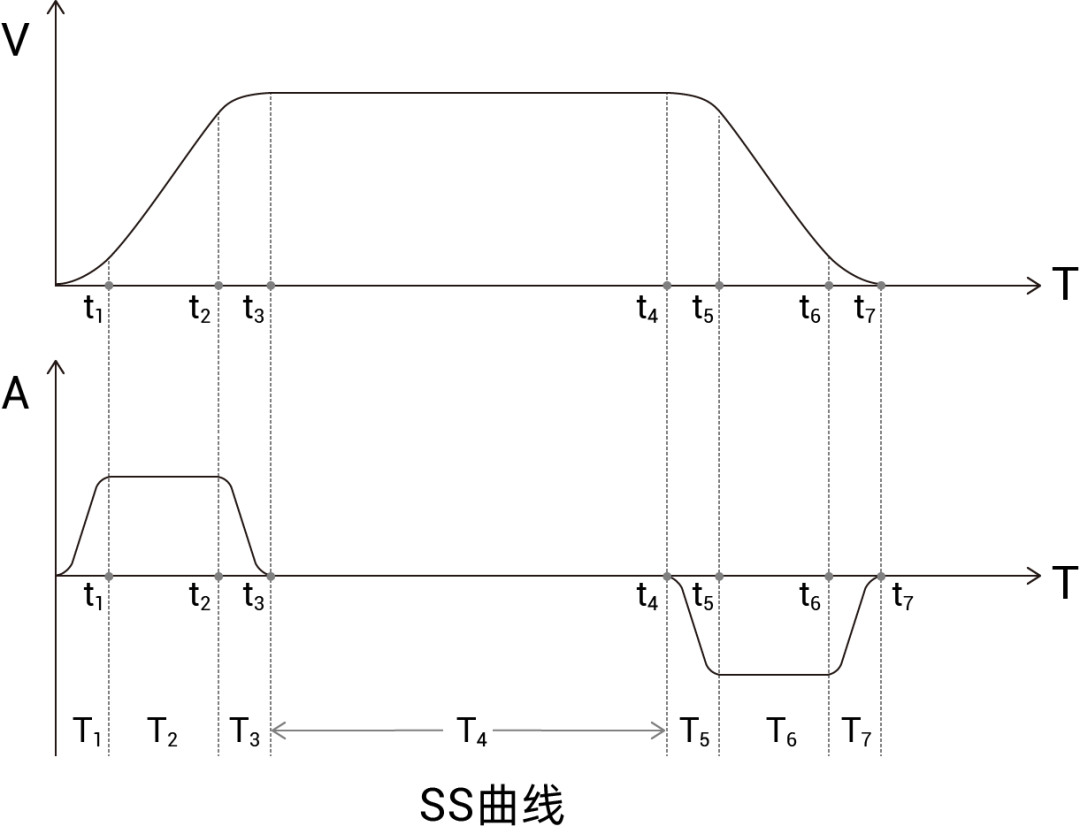
对加加速度进行平滑后,在一些高精度运动的工业应用场合中,可降低机构因加速度变化率太快而导致的冲击过大和抖动现象。 例如常见的锂电池焊接加工行业,在对动力电池顶盖进行轨迹焊接时,在每个拐角处走倒角的时候,对其应用SS曲线,则可有效增大其柔性,降低机台抖动和冲击,使得焊接过程更加平稳且连续。
03 速度曲线理论分析
梯形速度曲线只有匀加速、匀速和匀减速三个阶段。而S形曲线由于对加减速阶段进行了平滑,因此可分为7个阶段,如下图,S曲线的作用范围是T1、T3、T5、T7;SS曲线的作用范围也相同,区别在于SS曲线的加速度变化更为平缓。
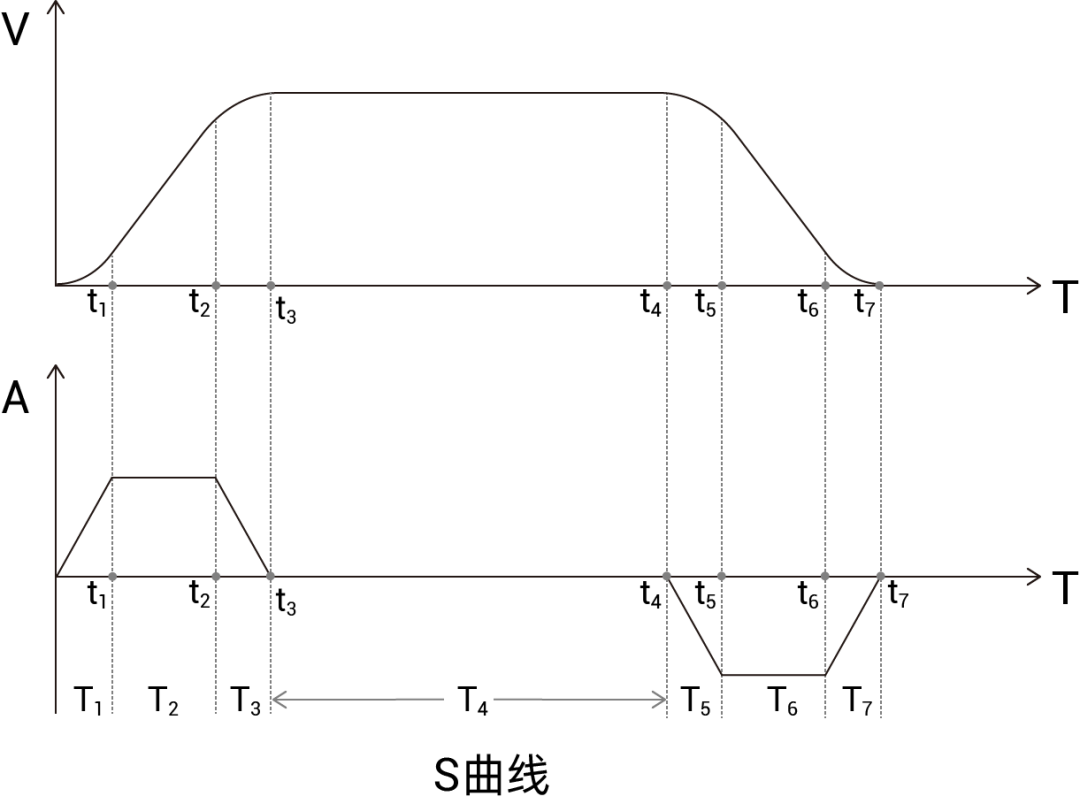
由于S形曲线在加速和减速过程中,其加速度是变化的,因此引入了一个新的变量J,即加加速度。
J=da/dt
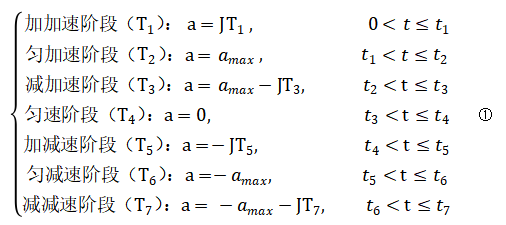
在加速度变化过程中,规定最大加速度为amax,最小加速度为-amax,由此可推出各个阶段的加速度与加加速度之间的关系:
通常确定整个运行过程,需要知道三个基本系统参数:
1.加速度时间关系
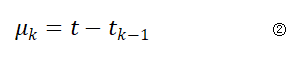
根据上图的加速度变化曲线图,由图中可知T1-T3为匀加速阶段,T4为匀加速阶段,T5-T6为匀减速阶段,该处引入另一个变量μ。则:
根据公式①和②可得到加速度与时间的关系函数如下: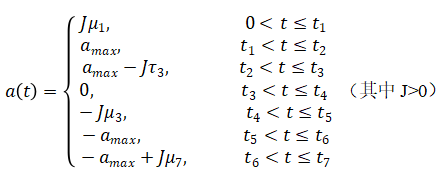
2.速度时间关系
速度与加速度存在的函数关系为:v=at;加加速度和速度的关系则满足:
结合加速度时间关系并结合上述加速度与时间关系函数,可得到如下所示的关系:
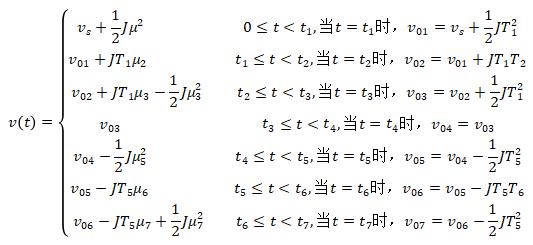
简化之后可得:
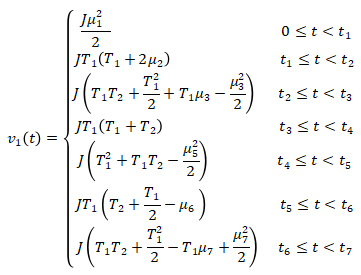
以上便是速度、加速度、加加速度三者之间曲线变化之间的函数关系。
04 VP_MODE指令说明及使用例程 1.指令详解 1.指令说明
通过VP_MODE指令可实现对加减速曲线类型进行设置,有多个模式可选择,可设置S形曲线、SS曲线,使得梯形曲线更加平滑。该指令一般用于轴参数初始化程序中,可与SRAMP指令同时使用,当VP_MODE为模式0时,以SRAMP设置的值生效。
语法:VAR1 = VP_MODE或 VP_MODE(axis)=mode
mode:模式选择
VP_MODE模式如下:
| 模式 | 描述 |
| 0 | 缺省值,使用SRAMP来设置S曲线; |
| 4 |
起步时最大加速度,达到最高速时加速度渐变为0;S和SS曲线图如下所示。 该模式适用于对冲击没有要求的高速启停的加工场合。 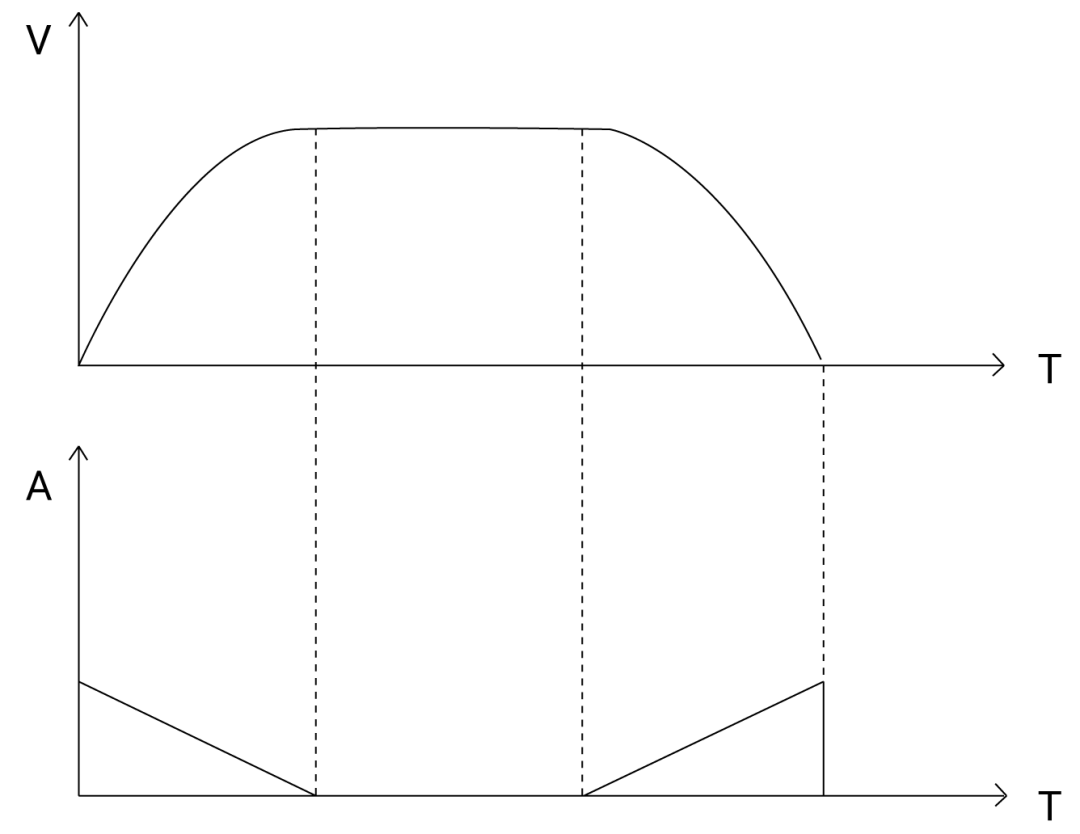 |
| 6 |
新增类型SS曲线,加加速度连续的曲线类型,SS模式比T形减速会增加87%的减速时间。此模式只有减速阶段才生效,加速阶段则以模式0的方式生效,方便连续小线段插补; 该模式适用于高速启动,平稳停止的加工场合。 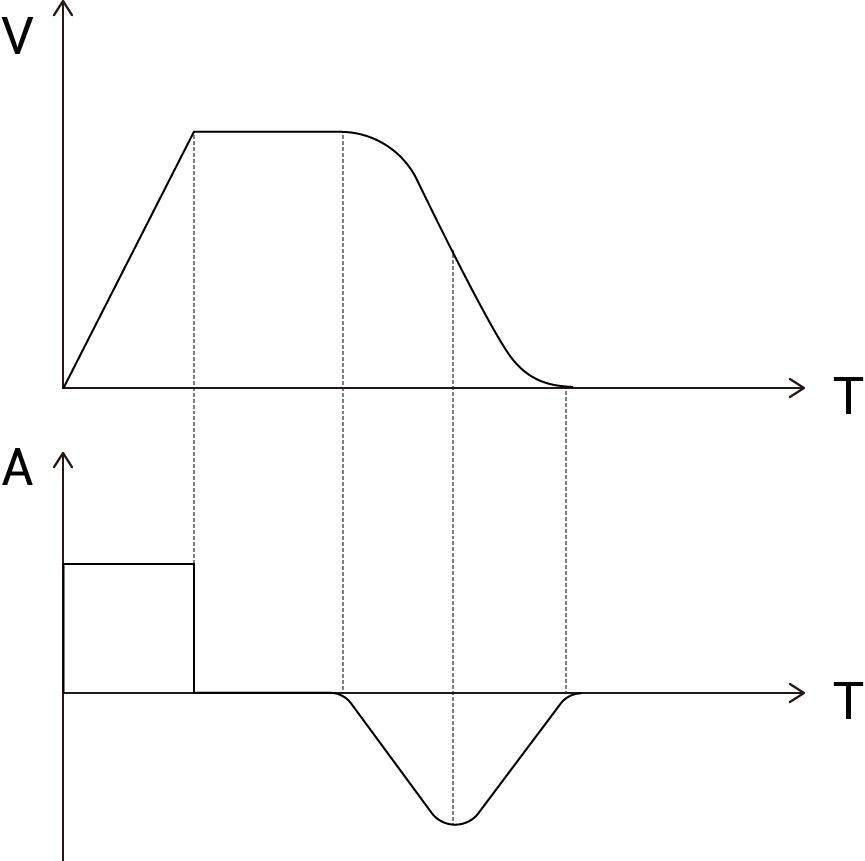 |
| 7 |
新增类型SS曲线,加加速度连续的曲线类型。动态修改轴参数或连续插补可能导致加加速度无法连续,此时会切换到模式0,因此建议SRAMP也设置合适值。 该模式适用于高精度且启停速度平稳的无冲击加工场合。 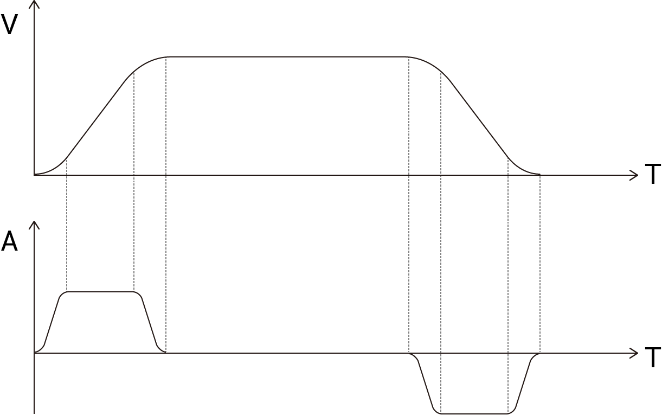 |
2.使用例程
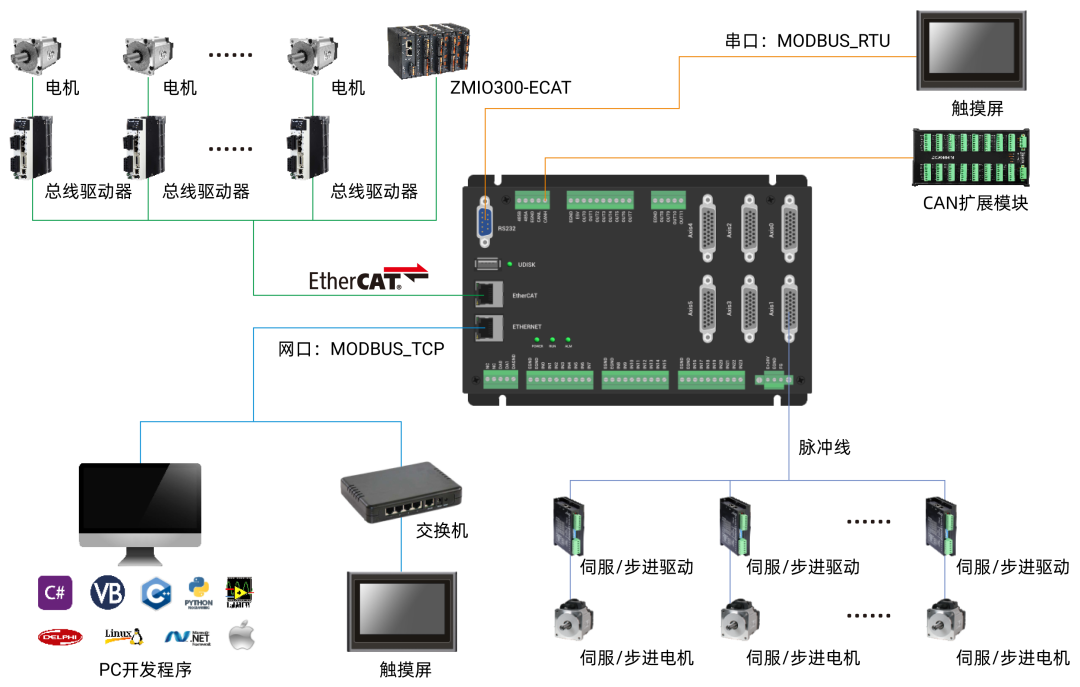
以下例程均可通过ZMC432控制器实现,连接架构图如下所示:
(1)VP_MODE设置为模式0,以单轴运动为例。
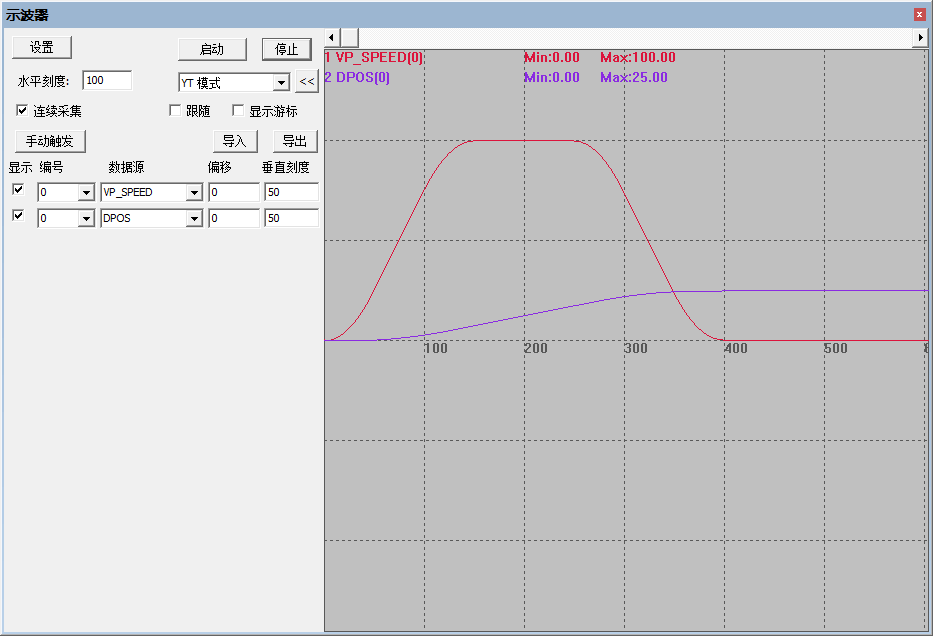
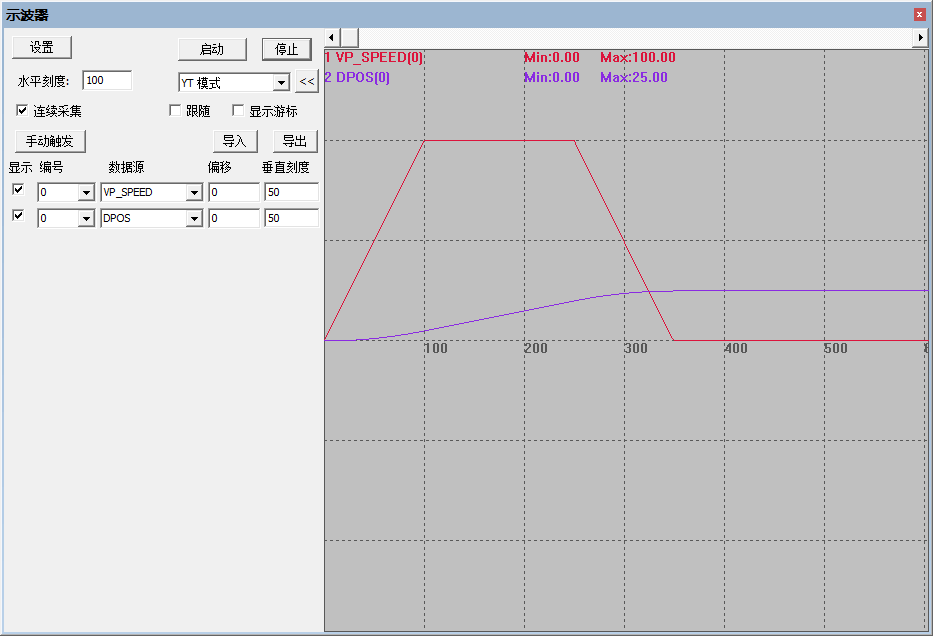
RAPIDSTOP(2) '停止之前的全部轴 WAIT IDLE(0) '等待轴0停止 BASE(0) '设置轴 ATYPE=1 '设置轴类型为脉冲 UNITS=1000 '脉冲当量 DPOS=0 MPOS=0 SPEED=100 '设置速度为100 ACCEL=1000 '设置加速度1000 DECEL=1000 '设置减速度1000 SRAMP=50 '设置S曲线时间为50ms VP_MODE=0 '轴0设置模式0 TRIGGER MOVE(25) '单轴运动25 END当SRAMP=50时,速度和加速度的曲线如下图所示,分别在加速和减速阶段都进行了平滑,而运动时间也会相应地延长。可与SRAMP=0时的曲线图进行对比。
当SRAMP=0时,速度和加速度的曲线如下图所示:
(2)VP_MODE设置为模式4,以多轴直线插补运动为例。
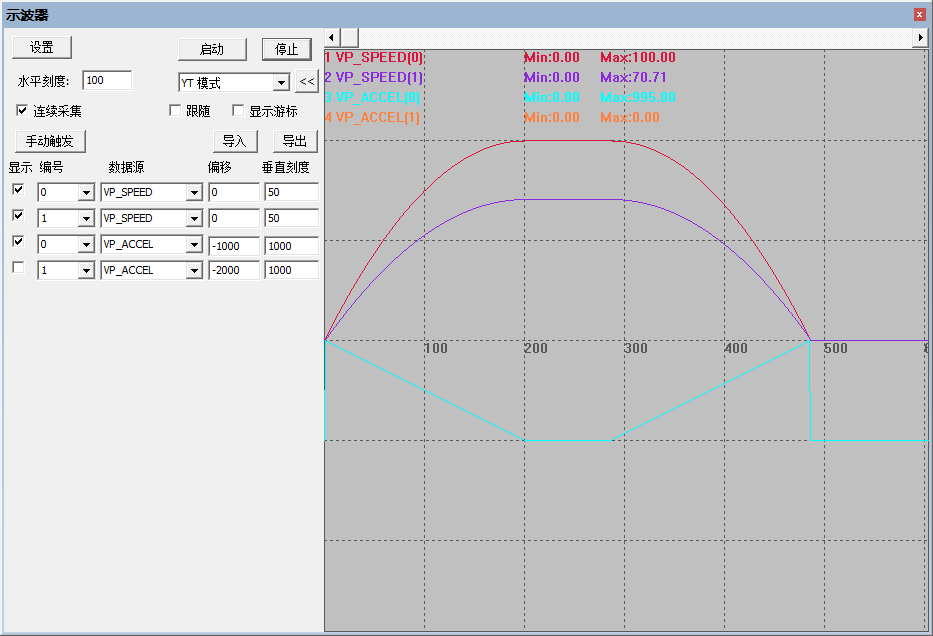
RAPIDSTOP(2) '停止之前的全部轴 WAIT UNTIL IDLE(0) AND IDLE(1) '等待轴0和轴1停止 BASE(0,1) '设置轴,轴0为主轴 ATYPE=1,1 UNITS=1000,1000 DPOS=0,0 MPOS=0,0 SPEED=100,100 '设置轴0和轴1速度为100 ACCEL=1000,1000 DECEL=1000,1000 MERGE=ON '开启连续插补 SRAMP=0,0 '不设置S曲线 VP_MODE=4,0 '轴0设置模式4,轴1设置模式0 TRIGGER MOVE(25,25) '插补运动 END上述配置下,轴0采用VP_MODE模式4,起步以最高加速度开始运动并递减至0。该模式适用于需要快速启停的场合。
注:由于该运动为插补运动,轴0为主轴,因此速度及加速度曲线看主轴即可。VP_ACCEL数据源需通过手动输入,采集S曲线和SS曲线下的加速度值的变化。
(3)VP_MODE设置为模式6,以多轴直线插补运动为例。
RAPIDSTOP(2) '停止之前的全部轴 WAIT UNTIL IDLE(0) AND IDLE(1) '等待轴0和轴1停止 BASE(0,1) '设置轴,轴0为主轴 ATYPE=1,1 UNITS=1000,1000 DPOS=0,0 MPOS=0,0 SPEED=100,100 '设置轴0和轴1速度为100 ACCEL=1000,1000 DECEL=1000,1000 MERGE=ON '开启连续插补 SRAMP=0,0 '不设置S曲线 VP_MODE=6,0 '轴0设置模式6,轴1设置模式0 TRIGGER MOVE(25,25) '插补运动 END
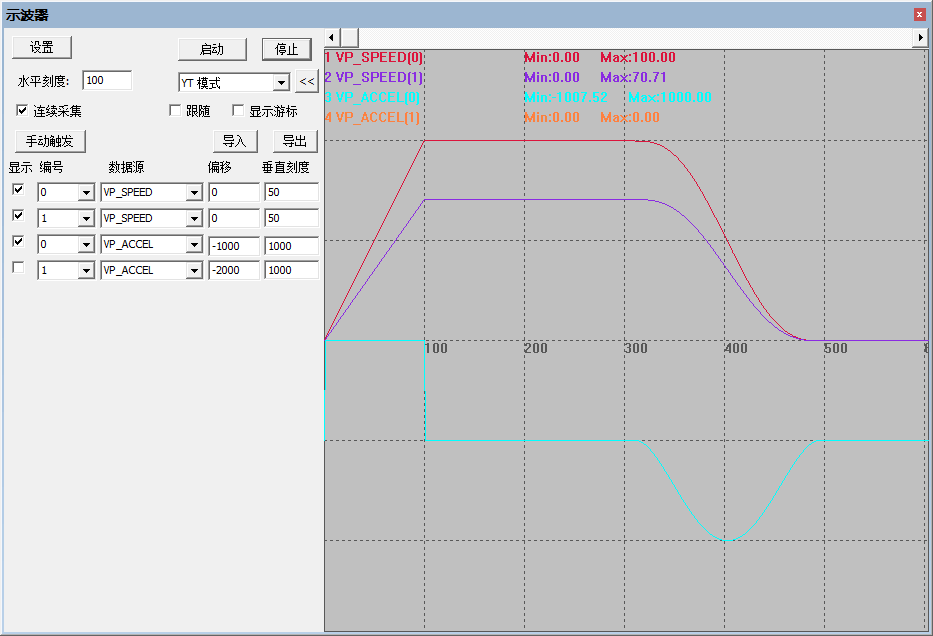
当VP_MODE设置为模式6时,只对减速阶段进行平滑。当加速阶段没有设置S或SS曲线时,则加速度上电瞬间便达到最大值,以设定的加速度运动。当减速阶段设置了SS曲线,由下图可知,对加速度曲线进行了平滑减速,使得运动在减速阶段过渡更为自然平滑。
该模式适用于连续插补场合,保证运动平稳的条件下,提高效率。
注:由于该运动为插补运动,轴0为主轴,因此速度及加速度曲线看主轴即可。
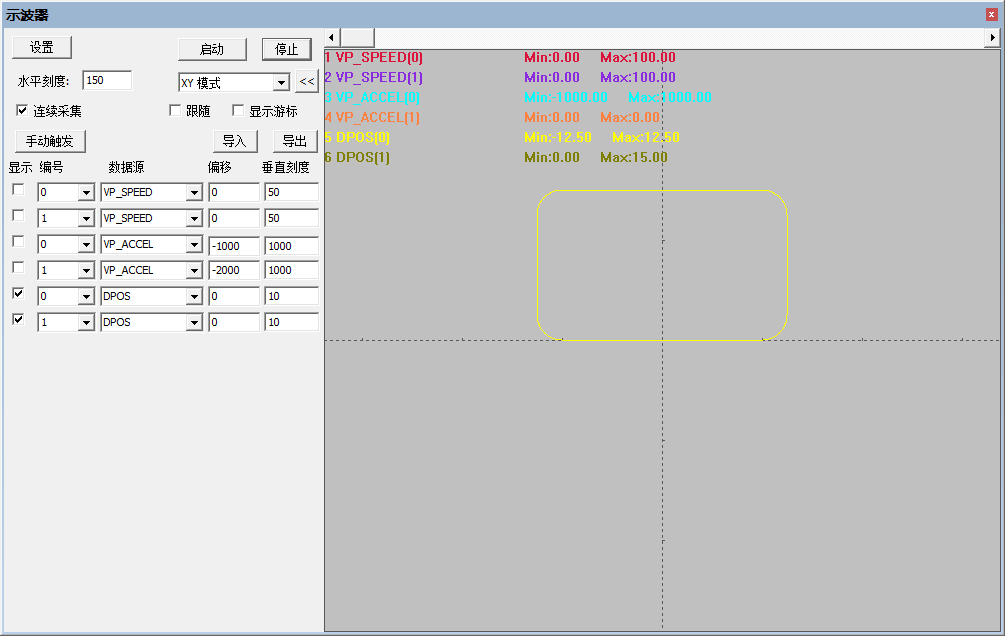
(4)VP_MODE设置为模式7,以锂电池行业的跑道轨迹加工运动为例。
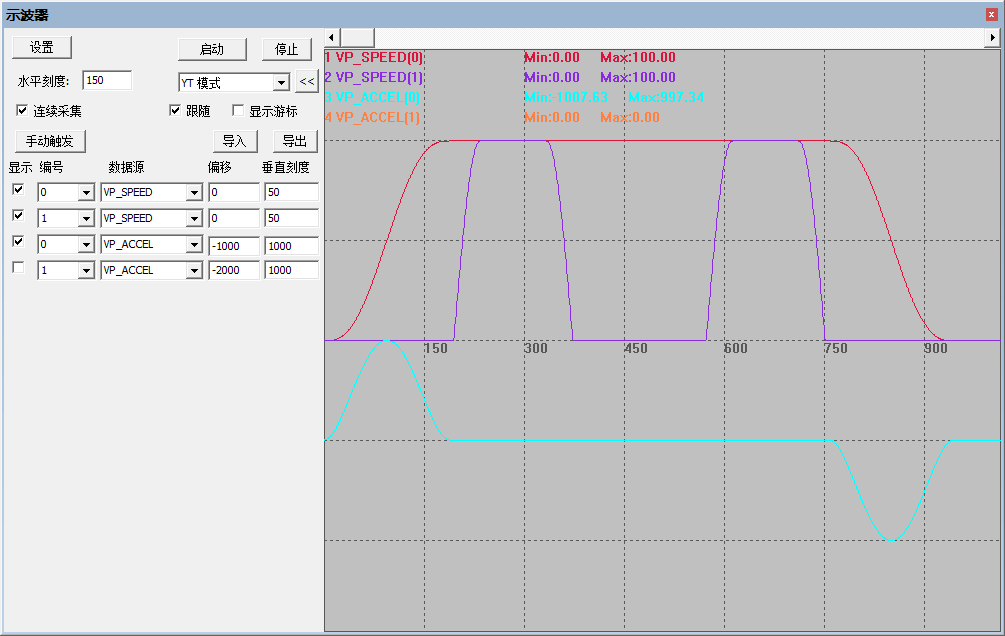
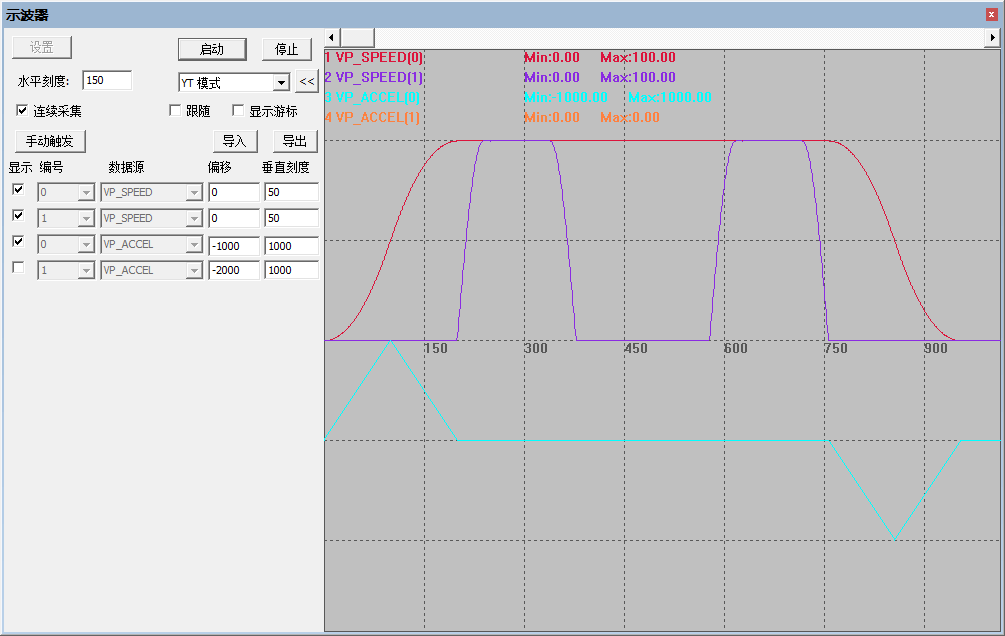
RAPIDSTOP(2) '停止之前的全部轴 WAIT UNTIL IDLE(0) AND IDLE(1) '等待轴0和轴1停止 BASE(0,1) '设置轴0和轴1 ATYPE=1,1 UNITS=1000,1000 DPOS=0,0 MPOS=0,0 SPEED=100,100 '设置轴0和轴1速度分别为100 ACCEL=1000,1000 '设置轴0和轴1加速度为1000 DECEL=1000,1000 MERGE=ON SRAMP=100,100 '设置S曲线时间为100 VP_MODE=7,7 '轴0设置模式7,即设置SS曲线 TRIGGER MOVE(10,0) '轴0正向运动10 MOVECIRC(2.5,2.5,0,2.5,0) '做半径为2.5的圆弧运动 MOVE(0,10) '轴1正向运动10 MOVECIRC(-2.5,2.5,-2.5,0,0) MOVE(-20,0) '轴0负向运动20 MOVECIRC(-2.5,-2.5,0,-2.5,0) MOVE(0,-10) '轴1负向运动10 MOVECIRC(2.5,-2.5,2.5,0,0) MOVE(10,0) '轴0正向运动10 ENDVP_MODE设置为模式7,对SS曲线进行平滑后的图像如下,可与下图的VP_ACCEL加速度曲线(浅蓝色线条)进行对比。适用于运动抖动较大的场合。 注:由于该运动为插补运动,轴0为主轴,因此速度及加速度曲线看主轴即可。
XY模式下轴0和轴1的插补轨迹:
(5)以下是未设置SS曲线的速度曲线图。
SRAMP=100,100 '设置S曲线时间为100 VP_MODE=0,0 ' SS曲线取消由示波器采样图形可知,当前按S曲线运动。
由此可以对比得出VP_MODE=7,轴0,轴1的SS加减速的速度曲线更柔和。
审核编辑:刘清
- 相关推荐
- 热点推荐
- 锂电池
- 运动控制器
- RS232接口
- EtherCAT总线
-
EtherCAT运动控制器在ROS上的应用(上)2024-03-06 2341
-
EtherCAT运动控制器在ROS上的应用开发案例(上)2024-03-17 3486
-
焊接工艺2012-10-18 5273
-
【资料】正运动ZMC408SCAN控制器用户手册2023-05-10 5547
-
ZMC运动控制器多任务编程一2023-11-07 3610
-
正运动激光振镜运动控制器ZMC408SCAN用户手册2023-04-11 898
-
正运动ZMC432运动控制器用户手册2023-04-13 883
-
高柔SS加减速曲线在锂电池焊接中的应用2023-04-27 1510
-
脉冲+总线运动控制器ZMC432H用户手册2023-05-31 713
-
全国产EtherCAT运动控制边缘控制器-ZMC432H2023-07-29 1995
-
全国产EtherCAT运动控制边缘控制器(一):ZMC432H硬件接口2023-08-03 2534
-
EtherCAT运动控制边缘控制器ZMC432H的轴参数配置和单轴运动控制2023-10-16 2491
-
全国产EtherCAT运动控制边缘控制器ZMC432H如何使用Python+QT实现连续轨迹加工2023-11-06 2209
-
智能化多通道焊接控制器:实现高效精准的焊接工艺控制技术解析2024-11-30 1491
-
简单易用紧凑型总线运动控制器:ZMC432M2025-01-21 964
全部0条评论

快来发表一下你的评论吧 !
