

电机铁心生产制作流程及测试方法
工业控制
描述
1技术背景
电机铁心的生产制作流程,主要包括:冲压、冲片分类、叠装等几个步骤,涉及铆接法、焊接法、扣片法等主流工艺。在这些工序的加工下,电工钢片的加工区域往往会出现变形、脆化、形成热反应区等问题,从而造成磁性能的劣化,因此检测铁心局部区域的磁性能水平对于评价铁心性能,改善铁心制造技术至关重要。
目前用作铁心的局部磁通量测量方法有线圈法,但该方法需要在钢板上钻孔,这可能影响到磁通量密度的分布。为了避免这一问题,JFE最新开发并应用了一种使用针状探头的无损测量方法。该方法使用探针技术(探针之间的距离:3.5毫米)和微型H线圈技术(2毫米× 2毫米)相结合的局部磁性测量技术,能够在不损坏电机铁心的状态下无损测量具有绝缘涂层的无取向电工钢板局部磁通量和磁场强度,从而有利于研究铁心生产过程中产生的应力和应变对磁性能的影响。
2测试方法
探针和H线圈。定子铁心的局部磁通密度的计算:即与钢板表面接触放置的针状探头之间的感应电压等于由穿过探头接触点下方封闭的横截面面积的1/2的磁通感应的电压。假设两个探头之间的距离为3.5 mm,磁通密度由以下等式计算。 Bi = (2/SBi) ∫ eBi dt (i: x,y) (1) 其中,SBi是探针检测磁通量的有效面积,eBi是针状探针之间的电位差。
使用放置在钢板表面上的H线圈的感应电压,通过以下等式计算钢板表面的场强。 Hi= (1/μ0SHiNHi)∫ eHi dt (i: x,y) (2) 其中,μ0为真空磁导率,SHiNHi为H线圈的有效面积匝数,eHi为H线圈的输出电压。
图1是采用该测试方法测量电机定子铁心焊缝周围的磁通分布和磁场强度的方法示意图。
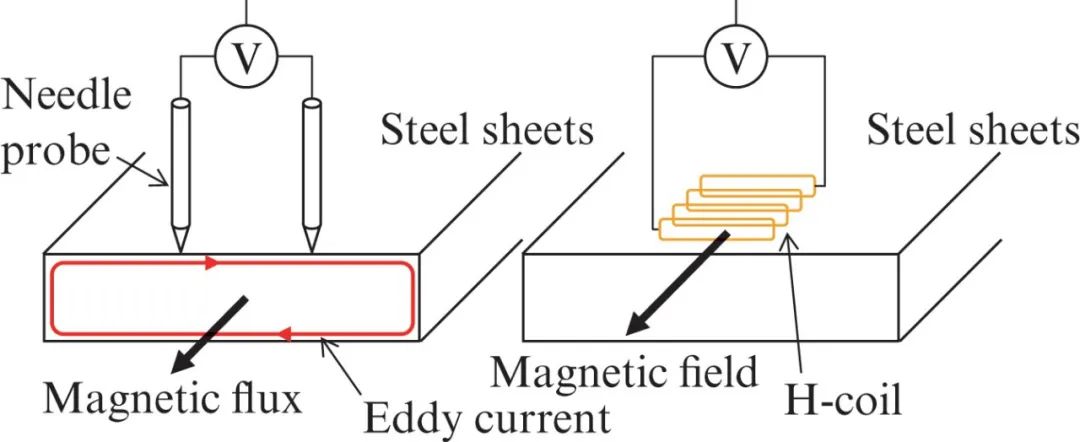
图1使用探针和H线圈的局部磁场测量方法示意图
图2显示了针探头和H线圈和电机驱动系统。电机驱动系统采用一种机构,其中被测电机通过皮带轮与外部驱动电机耦合,被测电机以指定速度旋转。被测试的电机是永磁同步电机(定子:18个槽,转子:12个极),其定子直径为ϕ 200 mm,转子直径为ϕ 114 mm,堆叠高度为30 mm。定子层之间的接头通过焊接固定。
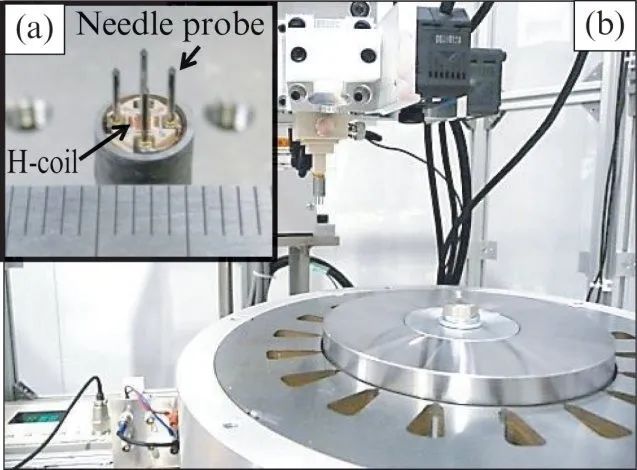
图2 带有(a)针探头和H线圈的磁传感器(b)的电机驱动系统
3 结果分析
图3显示了用探针技术测得的磁通密度分布。每个测量点的值是转子旋转一周时磁通量矢量的最大绝对值。在焊缝附近的定子铁心后部检测到低磁通密度点。
图4显示了H线圈测得的场强。与磁通密度分布的情况一样,每个测量点的值是转子旋转一周时磁场强度矢量的最大绝对值,靠近焊缝的定子铁心后部的磁场强度分布与非焊接部分的磁场强度分布不同。
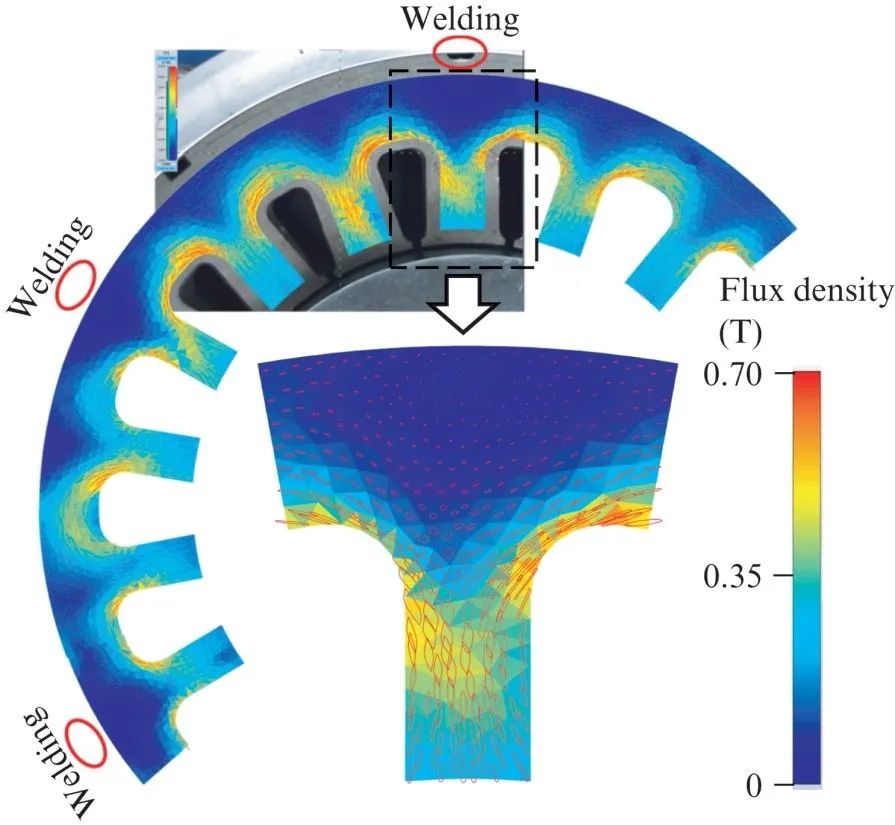
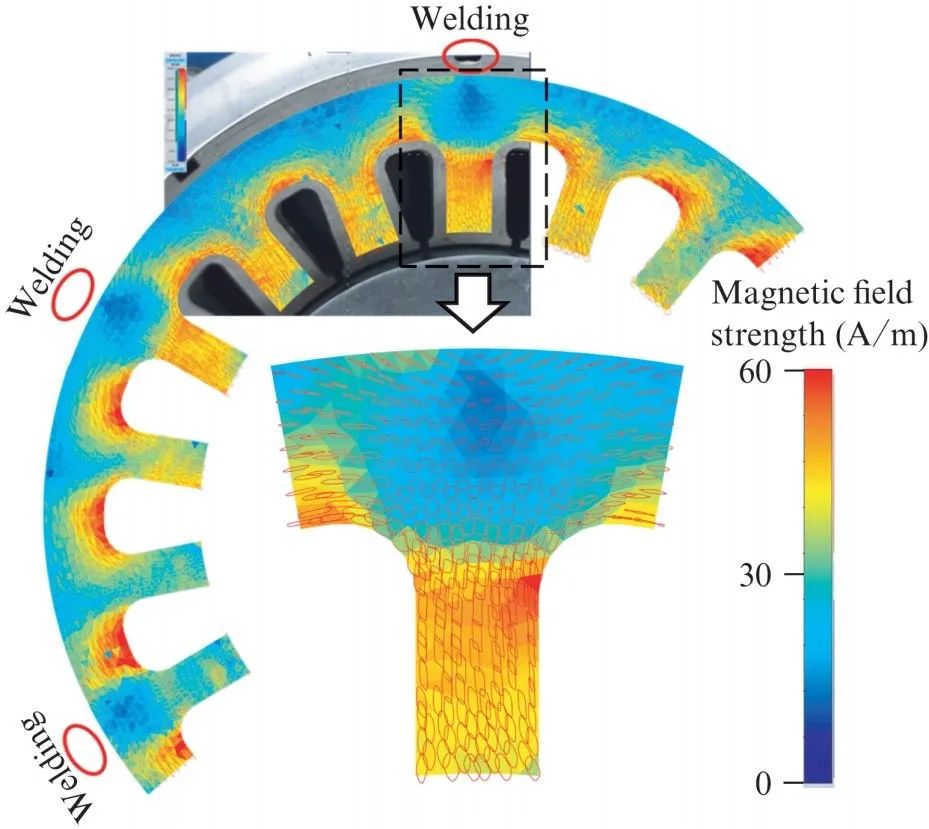
| 图3 用探针测量磁通密度分布图 | 图4 用H线圈测量磁场强度分布 |
图5显示了磁通量密度分布和场强分布的数值分析结果。在该分析中,通过热结构和电磁场的耦合分析,研究了焊接对定子铁心磁性能的影响。当不考虑应力影响时,焊缝周围的磁通密度分布和磁场强度分布都没有变化。相比之下,当考虑由于焊接引起的残余应力时,发现焊缝周围的劣化,并且获得了与磁通量密度和磁场强度的测量值相似的分布。
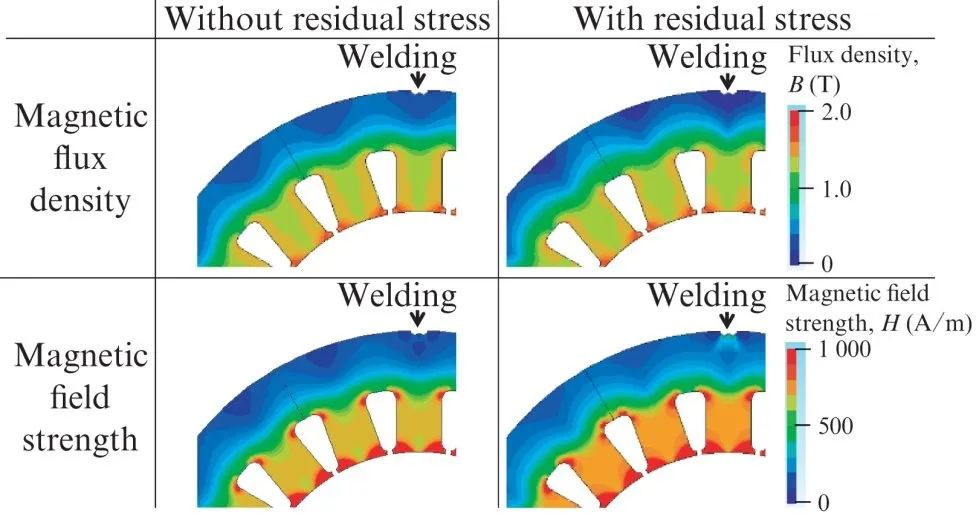
图5 磁通密度的数值、分布和磁场强度分布
编辑:黄飞
-
电机铁心定、转子片冲压复合模具工艺设计2025-04-28 359
-
电机生产工艺知识2016-06-12 4322
-
HIL测试方法上篇:测试流程与测试分析2017-02-10 5576
-
减速调速电机生产材质的确定方法2017-06-08 3518
-
IC生产制造的全流程2019-01-02 5889
-
PCB生产全流程,会用到哪些生产设备?带你全方位了解!2019-10-11 10052
-
U形铁心电机转子自由行程的设计2017-01-02 553
-
电机叠片铁心的振动特性计算方法研究2017-01-07 812
-
开关磁阻电机铁心损耗分析_董传友2017-01-08 936
-
怎么检修调速减速电机的铁心?顺力电机2018-12-20 688
-
电机引接线的制作流程防护等级2019-07-06 4531
-
电机定子有哪些测试方法2023-06-16 9780
-
中国电机铁心市场规模及应用2023-11-17 1666
-
伺服电机测试流程分析2025-04-23 1902
-
开关电源测试流程方法合集2025-10-31 1625
全部0条评论

快来发表一下你的评论吧 !
