

机加工中孔的加工方法!
描述
与外圆表面加工相比,孔加工的条件要差得多,加工孔要比加工外圆困难。这是因为:
1)孔加工所用刀具的尺寸受被加工孔尺寸的限制,刚性差,容易产生弯曲变形和振动;
2)用定尺寸刀具加工孔时,孔加工的尺寸往往直接取决于刀具的相应尺寸,刀具的制造误差和磨损将直接影响孔的加工精度;
3)加工孔时,切削区在工件内部,排屑及散热条件差,加工精度和表面质量都不易控制。
一、钻孔与扩孔
1. 钻孔
钻孔是在实心材料上加工孔的第一道工序,钻孔直径一般小于 80mm 。钻孔加工有两种方式:一种是钻头旋转;另一种是工件旋转。上述两种钻孔方式产生的误差是不相同的,在钻头旋转的钻孔方式中,由于切削刃不对称和钻头刚性不足而使钻头引偏时,被加工孔的中心线会发生偏斜或不直,但孔径基本不变;而在工件旋转的钻孔方式中则相反,钻头引偏会引起孔径变化,而孔中心线仍然是直的。
常用的钻孔刀具有:麻花钻、中心钻、深孔钻等,其中最常用的是麻花钻,其直径规格为 Φ0.1-80mm。
由于构造上的限制,钻头的弯曲刚度和扭转刚度均较低,加之定心性不好,钻孔加工的精度较低,一般只能达到 IT13~IT11;表面粗糙度也较大, Ra 一般为 50~12.5μm;但钻孔的金属切除率大,切削效率高。钻孔主要用于加工质量要求不高的孔,例如螺栓孔、螺纹底孔、油孔等。对于加工精度和表面质量要求较高的孔,则应在后续加工中通过扩孔、铰孔、镗孔或磨孔来达到。
2. 扩孔
扩孔是用扩孔钻对已经钻出、铸出或锻出的孔作进一步加工,以扩大孔径并提高孔的加工质量,扩孔加工既可以作为精加工孔前的预加工,也可以作为要求不高的孔的最终加工。扩孔钻与麻花钻相似,但刀齿数较多,没有横刃。
与钻孔相比,扩孔具有下列特点:(1)扩孔钻齿数多(3~8个齿)、导向性好,切削比较稳定;(2)扩孔钻没有横刃,切削条件好;(3)加工余量较小,容屑槽可以做得浅些,钻芯可以做得粗些,刀体强度和刚性较好。扩孔加工的精度一般为 IT11~IT10 级,表面粗糙度Ra为12.5~6.3μm。扩孔常用于加工直径小于 的孔。在钻直径较大的孔时(D ≥30mm ),常先用小钻头(直径为孔径的 0.5~0.7 倍)预钻孔,然后再用相应尺寸的扩孔钻扩孔,这样可以提高孔的加工质量和生产效率。
扩孔除了可以加工圆柱孔之外,还可以用各种特殊形状的扩孔钻(亦称锪钻)来加工各种沉头座孔和锪平端面示。锪钻的前端常带有导向柱,用已加工孔导向。
二、铰孔
铰孔是孔的精加工方法之一,在生产中应用很广。对于较小的孔,相对于内圆磨削及精镗而言,铰孔是一种较为经济实用的加工方法。
1. 铰刀
铰刀一般分为手用铰刀及机用铰刀两种。手用铰刀柄部为直柄,工作部分较长,导向作用较好,手用铰刀有整体式和外径可调整式两种结构。机用铰刀有带柄的和套式的两种结构。铰刀不仅可加工圆形孔,也可用锥度铰刀加工锥孔。
2. 铰孔工艺及其应用
铰孔余量对铰孔质量的影响很大,余量太大,铰刀的负荷大,切削刃很快被磨钝,不易获得光洁的加工表面,尺寸公差也不易保证;余量太小,不能去掉上工序留下的刀痕,自然也就没有改善孔加工质量的作用。一般粗铰余量取为0.35~0.15mm,精铰取为 01.5~0.05mm。
为避免产生积屑瘤,铰孔通常采用较低的切削速度(高速钢铰刀加工钢和铸铁时,v <8m/min)进行加工。进给量的取值与被加工孔径有关,孔径越大,进给量取值越大,高速钢铰刀加工钢和铸铁时进给量常取为 0.3~1mm/r。
铰孔时必须用适当的切削液进行冷却、润滑和清洗,以防止产生积屑瘤并及时清除切屑。与磨孔和镗孔相比,铰孔生产率高,容易保证孔的精度;但铰孔不能校正孔轴线的位置误差,孔的位置精度应由前工序保证。铰孔不宜加工阶梯孔和盲孔。
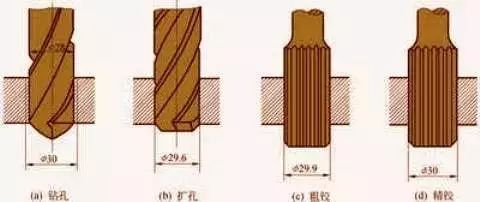
铰孔尺寸精度一般为 IT9~IT7级,表面粗糙度Ra一般为 3.2~0.8 μm。对于中等尺寸、精度要求较高的孔(例如IT7级精度孔),钻—扩—铰工艺是生产中常用的典型加工方案。
三、镗孔
镗孔是在预制孔上用切削刀具使之扩大的一种加工方法,镗孔工作既可以在镗床上进行,也可以在车床上进行。
1. 镗孔方式
镗孔有三种不同的加工方式。
(1)工件旋转,刀具作进给运动 在车床上镗孔大都属于这种镗孔方式。工艺特点是:加工后孔的轴心线与工件的回转轴线一致,孔的圆度主要取决于机床主轴的回转精度,孔的轴向几何形状误差主要取决于刀具进给方向相对于工件回转轴线的位置精度。这种镗孔方式适于加工与外圆表面有同轴度要求的孔。
(2)刀具旋转,工件作进给运动 镗床主轴带动镗刀旋转,工作台带动工件作进给运动。
(3)刀具旋转并作进给运动 采用这种镗孔方式镗孔,镗杆的悬伸长度是变化的,镗杆的受力 变形也是变化的,靠近主轴箱处的孔径大,远离主轴箱处的孔径小,形成锥孔。此外,镗杆悬伸长度增大,主轴因自重引起的弯曲变形也增大,被加工孔轴线将产生相应的弯曲。这种镗孔方式只适于加工较短的孔。
2. 金刚镗
与一般镗孔相比,金刚镗的特点是背吃刀量小,进给量小,切削速度高,它可以获得很高的加工精度(IT7~IT6)和很光洁的表面(Ra为 0.4~0.05 μm)。金刚镗最初用金刚石镗刀加工,现在普遍采用硬质合金、CBN和人造金刚石刀具加工。主要用于加工有色金属工件,也可用于加工铸铁件和钢件。
金刚镗常用的切削用量为:背吃刀量预镗为 0.2~0.6mm,终镗为0.1mm ;进给量为 0.01~0.14mm/r ;切削速度加工铸铁时为100~250m/min ,加工钢时为150~300m/min ,加工有色金属时为 300~2000m/min。
为了保证金刚镗能达到较高的加工精度和表面质量,所用机床(金刚镗床)须具有较高的几何精度和刚度,机床主轴支承常用精密的角接触球轴承或静压滑动轴承,高速旋转零件须经精确平衡;此外,进给机构的运动必须十分平稳,保证工作台能做平稳低速进给运动。
金刚镗的加工质量好,生产效率高,在大批大量生产中被广泛用于精密孔的最终加工,如发动机气缸孔、活塞销孔、机床主轴箱上的主轴孔等。但须引起注意的是:用金刚镗加工黑色金属制品时,只能使用硬质合金和CBN制作的镗刀,不能使用金刚石制作的镗刀,因金刚石中的碳原子与铁族元素的亲和力大,刀具寿命低。
3. 镗刀
镗刀可分为单刃镗刀和双刃镗刀。
4. 镗孔的工艺特点及应用范围
镗孔和钻—扩—铰工艺相比,孔径尺寸不受刀具尺寸的限制,且镗孔具有较强的误差修正能力,可通过多次走刀来修正原孔轴线偏斜误差,而且能使所镗孔与定位表面保持较高的位置精度。
镗孔和车外圆相比,由于刀杆系统的刚性差、变形大,散热排屑条件不好,工件和刀具的热变形比较大,镗孔的加工质量和生产效率都不如车外圆高。
综上分析可知, 镗孔的加工范围广,可加工各种不同尺寸和不同精度等级的孔,对于孔径较大、尺寸和位置精度要求较高的孔和孔系,镗孔几乎是唯一的加工方法。镗孔的加工精度为 IT9~IT7级。镗孔可以在镗床、车床、铣床等机床上进行,具有机动灵活的优点,生产中应用十分广泛。在大批大量生产中,为提高镗孔效率,常使用镗模。
四、珩磨孔
1. 珩磨原理及珩磨头
珩磨是利用带有磨条(油石)的珩磨头对孔进行光整加工的方法。珩磨时,工件固定不动,珩磨头由机床主轴带动旋转并作往复直线运动。珩磨加工中,磨条以一定压力作用于工件表面,从 工件表面上切除一层极薄的材料,其切削轨迹是交叉的网纹。为使砂条磨粒的运动轨迹不重复,珩磨头回转运动的每分钟转数与珩磨头每分钟往复行程数应互成质数。
珩磨轨迹的交叉角 与珩磨头的往复速度
与珩磨头的往复速度 及圆周速度
及圆周速度 有关, 角的大小影响珩磨的加工质量及效率,一般粗珩时取
有关, 角的大小影响珩磨的加工质量及效率,一般粗珩时取 °,精珩时取。为了便于排出破碎的磨粒和切屑,降低切削温度,提高加工质量,珩磨时应使用充足的切削液。
°,精珩时取。为了便于排出破碎的磨粒和切屑,降低切削温度,提高加工质量,珩磨时应使用充足的切削液。
为使被加工孔壁都能得到均匀的加工,砂条的行程在孔的两端都要超出一段越程量。为保证珩磨余量均匀,减少机床主轴回转误差对加工精度的影响,珩磨头和机床主轴之间大都采用浮动连接。
珩磨头磨条的径向伸缩调整有手动、气动和液压等多种结构形式。
2. 珩磨的工艺特点及应用范围
1)珩磨能获得较高的尺寸精度和形状精度,加工精度为 IT7~IT6 级,孔的圆度和圆柱度误差可控制在 的范围之内,但珩磨不能提高被加工孔的位置精度。
2)珩磨能获得较高的表面质量,表面粗糙度Ra为 0.2~0.25μm ,表层金属的变质缺陷层深度极微2.5~25μm。
3)与磨削速度相比,珩磨头的圆周速度虽不高(vc=16~60m/min),但由于砂条与工件的接触面积大,往复速度相对较高(va=8~20m/min),所以珩磨仍有较高的生产率。
珩磨在大批大量生产中广泛用于发动机缸孔及各种液压装置中精密孔的加工,孔径范围一般为 或更大,并可加工长径比大于10的深孔。但珩磨不适用于加工塑性较大的有色金属工件上的孔,也不能加工带键槽的孔、花键孔等。
五、拉孔
1. 拉削与拉刀
拉孔是一种高生产率的精加工方法,它是用特制的拉刀在拉床上进行的。拉床分卧式拉床和立式拉床两种,以卧式拉床最为常见。
拉削时拉刀只作低速直线运动(主运动)。拉刀同时工作的齿数一般应不少于3个,否则拉刀 工作不平稳,容易在工件表面产生环状波纹。为了避免产生过大的拉削力而使拉刀断裂,拉刀工作时,同时工作刀齿数一般不应超过6~8个。
拉孔有三种不同的拉削方式,分述如下:
1)分层式拉削 这种拉削方式的特点是拉刀将工件加工余量一层一层顺序地切除。为了便于断屑,刀齿上磨有相互交错的分屑槽。按分层式拉削方式设计的的拉刀称为普通拉刀。
2)分块式拉削 这种拉削方式的特点是加工表面的每一层金属是由一组尺寸基本相同但刀齿相互交错的刀齿(通常每组由2-3个刀齿组成)切除的。每个刀齿仅切去一层金属的一部分。按分块拉削方式设计的拉刀称为轮切式拉刀。
3)综合式拉削 这种方式集中了分层及分块式拉削的优点,粗切齿部分采用分块式拉削,精切齿部分采用分层式拉削。这样既可缩短拉刀长度,提高生产率,又能获得较好的表面质量。按综合拉削方式设计的拉刀称为综合式拉刀。
2. 拉孔的工艺特征及应用范围
1)拉刀是多刃刀具,在一次拉削行程中就能顺序完成孔的粗加工、精加工和光整加工工作,生产效率高。
2)拉孔精度主要取决于拉刀的精度,在通常条件下,拉孔精度可达 IT9~IT7,表面粗糙度Ra可达 6.3~1.6 μm。
3)拉孔时,工件以被加工孔自身定位(拉刀前导部就是工件的定位元件),拉孔不易保证 孔与其它表面的相互位置精度;对于那些内外圆表面具有同轴度要求的回转体零件的加工,往往都是先拉孔,然后以孔为定位基准加工其它表面。
4)拉刀不仅能加工圆孔,而且还可以加工成形孔,花键孔。
5)拉刀是定尺寸刀具,形状复杂,价格昂贵,不适合于加工大孔。
拉孔常用在大批大量生产中加工孔径为 Ф10~80mm 、孔深不超过孔径5倍的中小零件上的通孔。
审核编辑 :李倩
-
角位移传感器在机加工设备中的应用:保障加工过程精准高效运行2025-10-09 554
-
PCB盲孔加工控制成本的方法2024-11-23 1523
-
复杂深孔的高效加工方法!2023-12-10 2380
-
机器人在注塑机加工领域的优势及挑战2023-06-15 2966
-
减速机高速轴磨损离线机加工修复2022-11-03 677
-
机加工孔的方式有哪些?2022-03-23 4058
-
双面FPC的外形和孔加工工艺的方式是什么2020-04-20 3104
-
盲埋孔的加工方法2020-01-07 3867
-
数控加工和传统机加工的区别2019-10-03 11210
-
机加工自动化的发展需突破哪些?2018-12-26 729
-
机械加工技术:深孔加工问题探讨2018-12-11 3699
-
机加工自动化生产线的设计要根据实际情况2018-11-21 3037
-
半金属化孔的合理设计及加工方法2012-08-20 2898
-
精密火花机加工心得2012-05-03 3537
全部0条评论

快来发表一下你的评论吧 !
