

Fronius CMT工作方式技术分析
描述
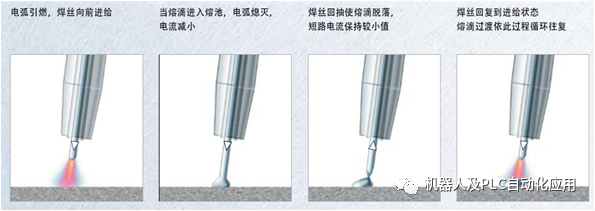
Fronius CMT是一种工作方式技术: 焊接开始,焊枪伺服电机驱动,焊丝与板材电弧引燃,焊丝融化融滴滴进熔池,当数字化的控制监测到一个短路信号,就会反馈给送丝机,送丝机作出回应,迅速回抽焊丝,从而使得焊丝与熔滴分离。焊丝恢复到进给状态电弧再次引燃,循环往复到焊接结束,频率由送丝速度决定。 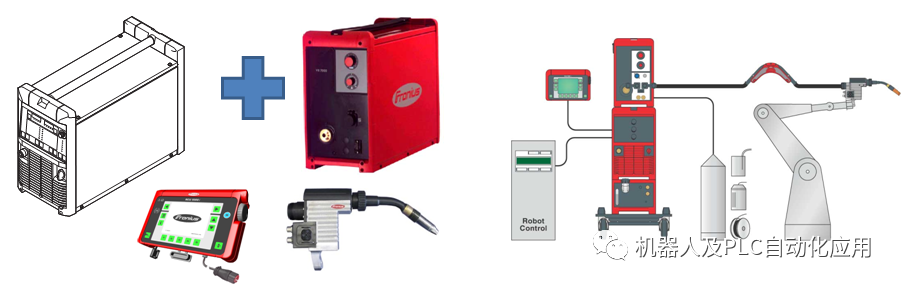
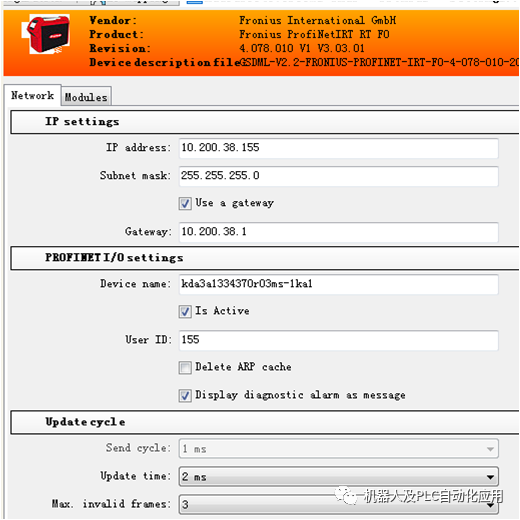
 CMTBraze+的焊枪头较标准的CMT焊枪头有很大变化 1 灭弧罩内置水循环冷却 优点: 使枪头及时冷却,可以长时间进行焊接; 降低了灭弧罩粘连飞溅,易于灭弧罩除尘 2 灭弧罩头部形状进行改良 优点: 使保护气体更加集中,节省气体流量; 由于气流集中,降低了飞溅量 CMTBraze+多用于表面件的焊接. 网上视频: MIG焊接技术(正常) MIG焊接是一种金属保护气体焊接工艺。 这是一种电弧焊接工艺,与MIG焊接的不同之处在于较低的工作温度和添加剂。使用惰性气体。 机器人组态Fronius焊机
CMTBraze+的焊枪头较标准的CMT焊枪头有很大变化 1 灭弧罩内置水循环冷却 优点: 使枪头及时冷却,可以长时间进行焊接; 降低了灭弧罩粘连飞溅,易于灭弧罩除尘 2 灭弧罩头部形状进行改良 优点: 使保护气体更加集中,节省气体流量; 由于气流集中,降低了飞溅量 CMTBraze+多用于表面件的焊接. 网上视频: MIG焊接技术(正常) MIG焊接是一种金属保护气体焊接工艺。 这是一种电弧焊接工艺,与MIG焊接的不同之处在于较低的工作温度和添加剂。使用惰性气体。 机器人组态Fronius焊机 
 F549激活技术包中的MIG/MAG 1 F574通过MIG/MAG 1接口喷涂(否则通过RIP1) F575喷涂 F576带位移装置(清洁) F577更换接缝 F578带阀门终端(先导空气),用于燃烧器清洁 F572燃烧器需要清洁 F573总故障 F595 MS FB满足,启动后过程电弧必须保持,并且高电流信号在指定时间后保持恒定。
F549激活技术包中的MIG/MAG 1 F574通过MIG/MAG 1接口喷涂(否则通过RIP1) F575喷涂 F576带位移装置(清洁) F577更换接缝 F578带阀门终端(先导空气),用于燃烧器清洁 F572燃烧器需要清洁 F573总故障 F595 MS FB满足,启动后过程电弧必须保持,并且高电流信号在指定时间后保持恒定。
| i20 | TECH | 保存MS接缝错误 |
| i22 | TECH/RSK | MS#清洗辅助分子 |
| i23 | Makro50/RSK | MS注射时间 |
| i24 | Makro50/RSK | MS延迟时间EZ/SP ZU(传输单元KF) |
| i26 | Makro50/RSK | MS清洁时间 |
| ANAIN1 | 448-449 | 1 Wort | MS1当前实际值 |
| ANAIN2 | 450-451 | 1 Wort | MS1实际电压 |
| ANAIN3 | 452-453 | 1 Wort | MS1实际值送丝 |
| ANAIN4 | 454-455 | 1 Wort | MS2实际功率 |
| ANAIN5 | 456-457 | 1 Wort | MS2实际电压 |
| ANAIN6 | 458-459 | 1 Wort | MS2实际值送丝 |
-----USER用户程序用法----------- Tech_ MS Steuerung= Nr1 Einschalten - BrennerNr = 1 ProgNr = 20 NahtNr = 1 EIN VW_USR_R (#USR_ADV,104,8,1,0,1,20,1,TRUE) VW_USR_R (#USR_MAIN,104,8,1,0,1,20,1,TRUE) P1=8 CMT1/P2=9CMT2 P2=1 激活程序号是否一致功能、 P2 =2、3是用来激活记住已焊接过后的合格的焊点 P3=1 激活,通过P6来控制该点是否焊接- P4用来与P2配合事项一些对CMT的TCP点校正的方法使用 P5 程序号 P6 给PLC的进程号 F596 用于记录焊点号 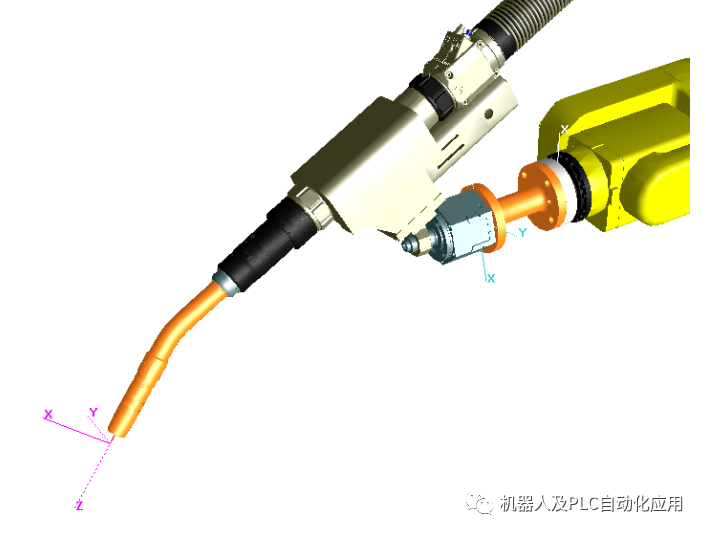 此处冲击方向为+Z MS焊接任务必须在车辆坐标系(Base)中编程 例子: T: PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=5 [1/100s] 1: FB PSPS = EIN 2: Tech1 MS Steuerung=Nr1 Ausschalten ohne Nahtwiederholung BrennerNr=1 ProgNr=# NahtNr=# Techaufruf= EIN 3: SPSMAKRO210 = EIN 4: TECH4 Prozessgeraet MS Steuerung=Nr.1 Pistole=Nr1 Teilarbeitsfertigmeldung 1 Techaufruf= EIN 5: WARTE BIS E23 6: FB PSPS = E14 & E24 边缘检测 工作原理
此处冲击方向为+Z MS焊接任务必须在车辆坐标系(Base)中编程 例子: T: PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=5 [1/100s] 1: FB PSPS = EIN 2: Tech1 MS Steuerung=Nr1 Ausschalten ohne Nahtwiederholung BrennerNr=1 ProgNr=# NahtNr=# Techaufruf= EIN 3: SPSMAKRO210 = EIN 4: TECH4 Prozessgeraet MS Steuerung=Nr.1 Pistole=Nr1 Teilarbeitsfertigmeldung 1 Techaufruf= EIN 5: WARTE BIS E23 6: FB PSPS = E14 & E24 边缘检测 工作原理 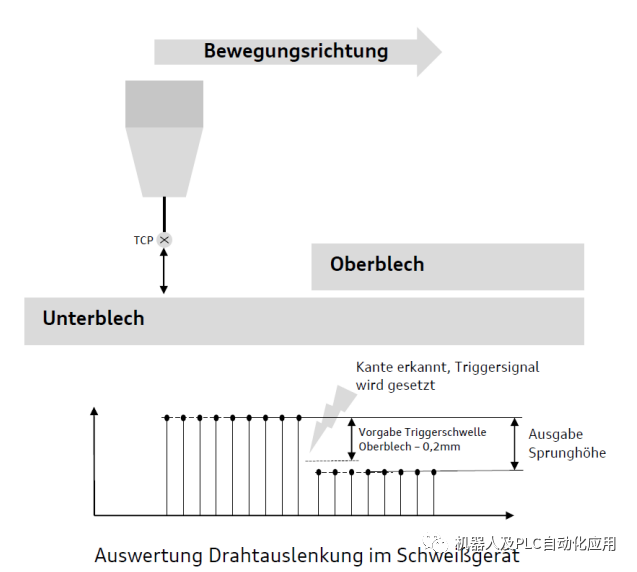 实施 默认编程搜索运动重叠连接 MIG/MAG(带间隙测量) 接缝的正确点位置 在校正接缝时,不得使用基准偏移来接近该位置。 因此,必须遵守以下程序: -检查燃烧器的尺寸精度 -运行线切割程序 -为测量的TCP运行程序 -运行参考跳闸的程序部件(~将主部件设置为零位置) -交易会项目部分 -检查并纠正接缝的点位置 校正参考/测量位置的点位置时,必须遵守以下程序: -检查燃烧器的尺寸精度 -运行线切割程序 -为测量的TCP运行程序 -参考/测量位置的正确点位置 -参考跳闸的贯穿程序部件(~测量主部件,零点Δ位置) -交易会项目部分 -检查并纠正接缝的点位置 IO点 输入 输出
实施 默认编程搜索运动重叠连接 MIG/MAG(带间隙测量) 接缝的正确点位置 在校正接缝时,不得使用基准偏移来接近该位置。 因此,必须遵守以下程序: -检查燃烧器的尺寸精度 -运行线切割程序 -为测量的TCP运行程序 -运行参考跳闸的程序部件(~将主部件设置为零位置) -交易会项目部分 -检查并纠正接缝的点位置 校正参考/测量位置的点位置时,必须遵守以下程序: -检查燃烧器的尺寸精度 -运行线切割程序 -为测量的TCP运行程序 -参考/测量位置的正确点位置 -参考跳闸的贯穿程序部件(~测量主部件,零点Δ位置) -交易会项目部分 -检查并纠正接缝的点位置 IO点 输入 输出
| 1857 运行 进程释放 | ||
| 1858 没有总故障 故障确认 | ||
| 1859 是可用弧 启动过程 | ||
| 1860 激活的过程 没有过程 | ||
| 1861 大电流信号 保留 | ||
| 1862 位置符合 保留 | ||
| 1863 发现位置 开始位置搜索 | ||
| 1864 燃烧器清洗开始 清洁燃烧器 | ||
| 1865 没有维修警告 保留 | ||
| 1866 没有内部错误 保留 | ||
| 1867 程序可用 保留 | ||
| 1868 没有外部的操作停止 保留 | ||
| 1869 气体i.O. 冲气 | ||
| 1870 冷却液i.O. 吹起 | ||
| 1871 转移监控i.O. 喷雾 | ||
| 1872 有焊丝存在 送丝 (无动力) | ||
| 1873 送丝i.O. 手动rueck线(不包括电力) | ||
| 1874 燃烧器关闭i.O. 保留 | ||
| 1875 保留 保留 | ||
| 1876 开启节能模式 节能模式 | ||
| 1877 处于自动 保留 | ||
| 1878 反馈W1模式 W1模式 | ||
| 1879 反馈W2模式 W2模式 | ||
| 1880 反馈W4模式 W4模式 | ||
| 1881 反馈程序W1 程序拨号W1 | ||
| 1882 反馈程序W2 程序拨号W2 | ||
| 1883 反馈程序W4 程序拨号W4 | ||
| 1884 反馈程序W8 程序拨号W8 | ||
| 1885 反馈程序W16 程序拨号W16 | ||
| 1886 反馈程序W32 程序拨号W32 | ||
| 1887 反馈程序W64 程序拨号W64 | ||
| 1888 反馈程序W1 程序拨号W128 A/E 2145-2152 外部铣削清枪嘴(没有用) A520清铣喷嘴(没有用) ----------------------------end---------------------- 每天进步一点点 Make small but daily progress | ||
-
GPIO基本结构和工作方式介绍2022-01-11 1132
-
SPI总线的工作方式是什么?2022-01-25 1173
-
α调制工作方式原理2009-07-27 747
-
MAX714工作方式及其转换2009-10-27 843
-
鼠标的工作方式2009-12-28 1128
-
Wifi模块的工作方式功能是什么?2012-06-12 6267
-
步进电机及驱动电路工作原理及工作方式介绍2016-05-11 1294
-
ups不间断电源工作方式2019-06-26 8846
-
AD级联的工作方式配置和AD双排序的工作方式配置详细说明2019-12-23 1475
-
UPS电源有哪些工作方式?2021-11-09 1992
-
RAID 的工作方式2023-06-25 1591
-
DETR架构的内部工作方式分析2023-08-30 2306
-
最常见的直流负载工作方式2024-01-18 1882
-
斩波器的定频调宽工作方式?2024-05-24 2291
-
PLC的CPU工作方式详解2024-06-13 4187
全部0条评论

快来发表一下你的评论吧 !
