

什么是表面粗糙度?
描述
01什么是表面粗糙度?
表面粗糙度(Surface Roughness)就是我们日常测量中所说的面粗糙度,可以理解为在加工产品过程中细小间距和微小峰谷的不平整度。
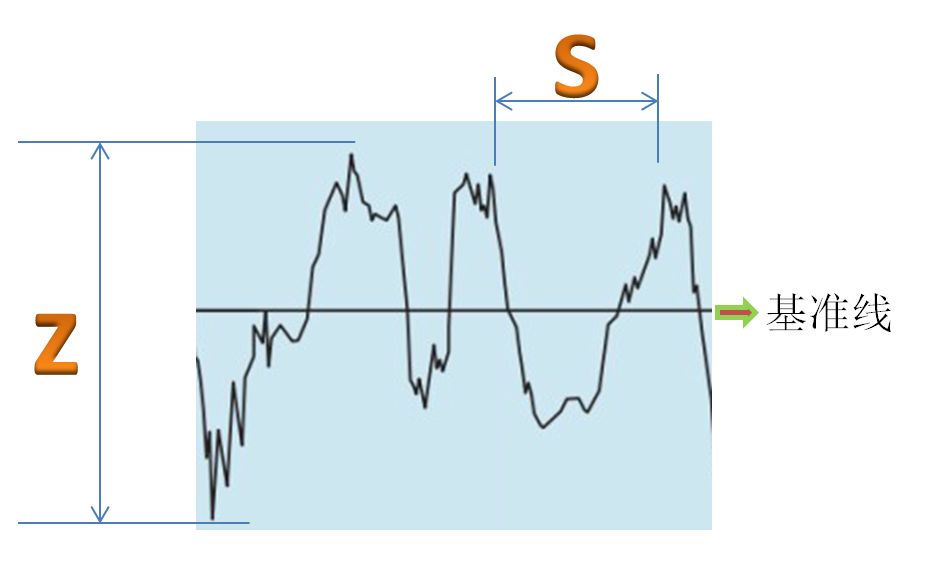
通常被定义为两个波峰值或者两个波谷值之间的微小距离(波距),在一般情况下波距都在1mm以内或者更小,也可定义为微观轮廓的测量,俗称微观误差值。 我们一般评价粗糙度会有基准线,基准线以上最高点我们叫波峰点,基准线以下最低点叫波谷点,那么波峰和波谷之间的高度我们用Z来表示,加工产品的微观纹理的间距我们用S来表示。
通常情况下S值的大小在国家检定标准里给了相关的定义:
S<1mm 定义为表面粗糙度 1≤S≤10mm 定义为表面波纹度
中国国家计量检定标准中规定:通常情况下用VDI3400、Ra,、Rmax这三个参数来评价检定表面粗糙度,计量单位通常用μm表示。
评价参数的关系
Ra定义为曲线平均算术偏差(平均粗糙度),Rz的定义为微观不平度十点高度,Ry定义为最大高度。微观轮廓的最大高度差Ry在其他也使用Rmax来表示。 Ra、Rmax的具体关系还请参考下面的表格:
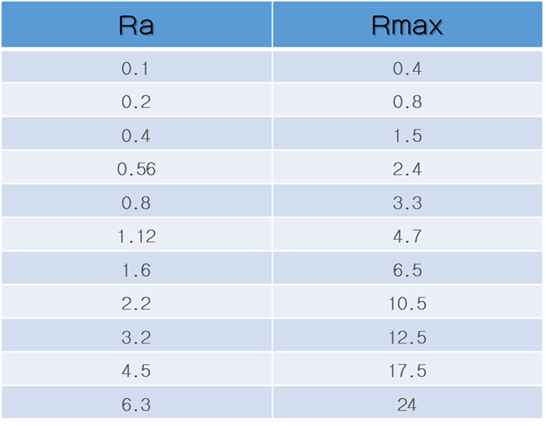
表:Ra,Rmax参数对比(um)
02表面粗糙度是如何形成的?
表面粗糙度的形成是由工件的加工过程引起的。而加工的方法、工件的材料,工艺过程都是影响表面粗糙度的因素。
例如:放电加工时被加工零件表面出现放电凹凸点。
加工工艺和零件材质有所不同,被加工零件表面留下的微观痕迹也有各种差别,比如(疏密,深浅,形状变化等)。
03表面粗糙度对工件的影响
工件的耐磨性
配合稳定性 疲劳强度 耐腐蚀性 密封性 接触刚度 测量精度 …… 镀涂层、导热性和接触电阻、反射能力和辐射性能、液体和气体流动的阻力、导体表面电流的流通等都会有不同程度的影响。
04表面粗糙度的评价依据
①取样长度
各参数的单位长度,取样长度是评价表面粗糙度规定一段基准线的长度。在ISO1997标准下一般使用0.08mm,0.25mm,0.8mm,2.5mm,8mm为基准长度。
②评价长度
由N个基准长度所构成。零部件表面各部分的表面粗糙度,在一个基准长度上无法真实的体现出粗糙度真实参数,而是需要取N个取样长度来评定表面粗糙度。在ISO1997标准下评定长度一般为N等于5。
③基准线
基准线是评定粗糙度参数的轮廓中线。一般有最小二乘法中线和轮廓算术平均中线。【最小二乘法中线】是把测量过程中采集的点进行最小二乘法计算。【轮廓算术平均中线】在取样长度内,使中线上下两部分轮廓的面积相等。
理论上最小二乘中线是理想的基准线,但在实际应用中很难获得,因此一般用轮廓的算术平均中线代替,且测量时可用一根位置近似的直线进行代替使用。
05表面粗糙度如何获得?
表面粗糙度的评价在制造业中越发被重视。要研究表面粗糙度,需要使用专用的机器,即:
表面粗糙度测量仪
复合测量机Formtracer Avant系列
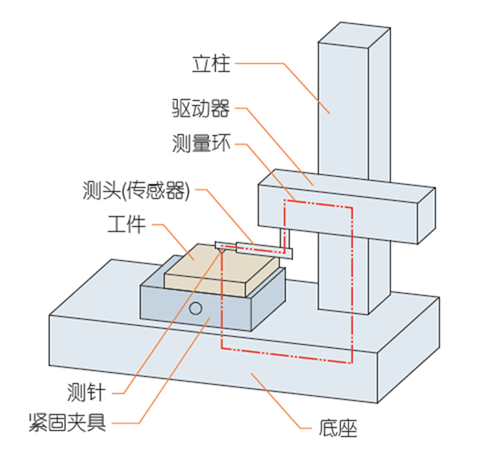
表面粗糙度测量机是以安装高敏感性金刚石测针划过表面,就像是留声机的拾音器一样。再将轮廓的小波长粗糙度从较长波长中分离出来,即测量仪做电子过滤。
*测针型粗糙度测量仪特性的定义可参考ISO 3274:1996。
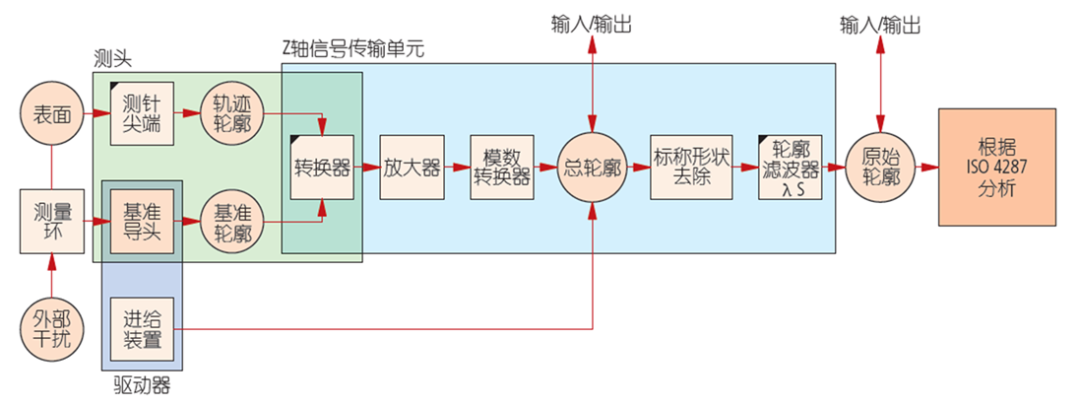
测针式表面粗糙度测量仪的构成示意图:
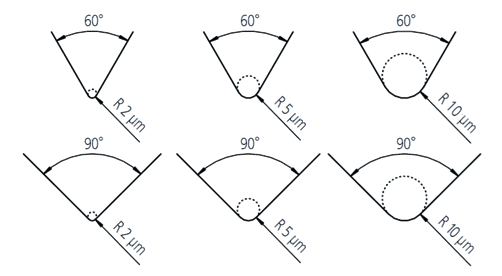
测针形状种类:
手持工具测量
粗糙度比较片是以镍为基础,以电铸方式制成的样本,用于金属加工非常理想,属于非常有效的辅助工具。 操作者使用时通过比较工件和粗糙度比较片来确定工件的粗糙度值。
审核编辑:汤梓红
-
表面粗糙度评定参数的程序2016-05-05 4293
-
有没有对光纤式测表面粗糙度的简单一点的方案2017-06-22 3300
-
电子陶瓷件表面粗糙度 GB/T 13841-19922010-05-27 1358
-
100个表面粗糙度问与答题2011-04-21 1206
-
表面粗糙度的测量方法及对零件会造成怎样的影响2019-06-26 10957
-
基于Xgboost算法的高锰钢表面粗糙度预测2021-06-19 822
-
光谱共焦在表面粗糙度检测中的应用2022-04-08 1605
-
表面粗糙度对机械产品的影响2022-05-13 4550
-
什么是表面粗糙度?如何测量表面粗糙度?2022-08-10 4099
-
什么是表面粗糙度?2023-02-15 5355
-
表面粗糙度您了解多少?2022-04-29 5004
-
表面粗糙度仪有哪些?2022-03-21 4231
-
什么是表面粗糙度?表面粗糙度形成因素2023-09-01 3515
-
表面粗糙度的评选及测量详解2023-11-29 1940
-
机械应力下的铜导体表面粗糙度测量2026-06-02 268
全部0条评论

快来发表一下你的评论吧 !
