

HDMI CABLE 高频线制作全过程
连接器
描述
---HDMI CABLE 高频线制作全过程---
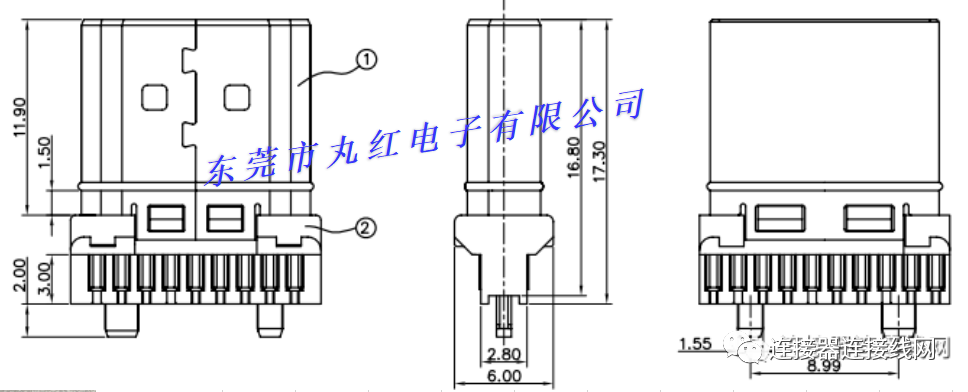
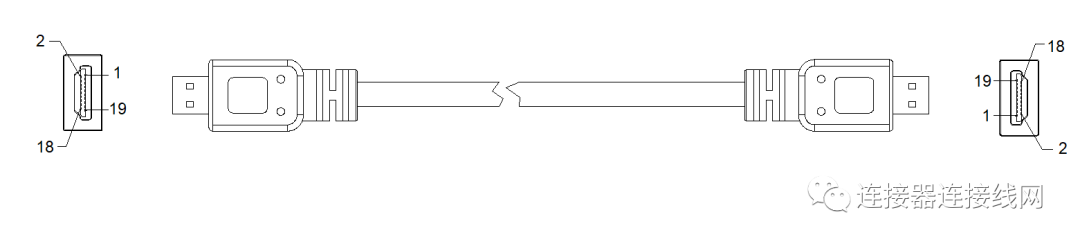
HDMI插头(如下图)
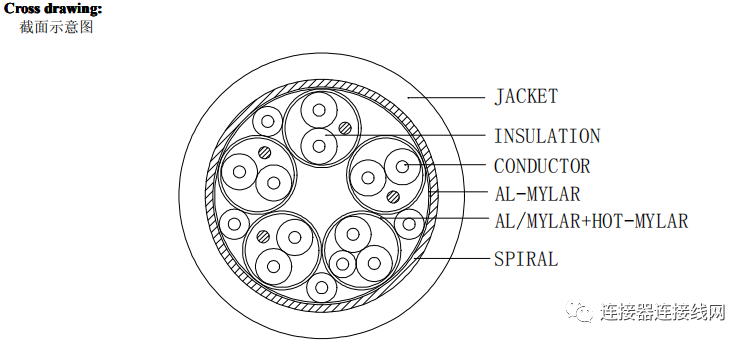
高频线材规格(如下图)
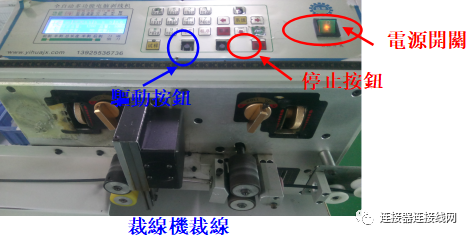
第1步:栽线机裁线
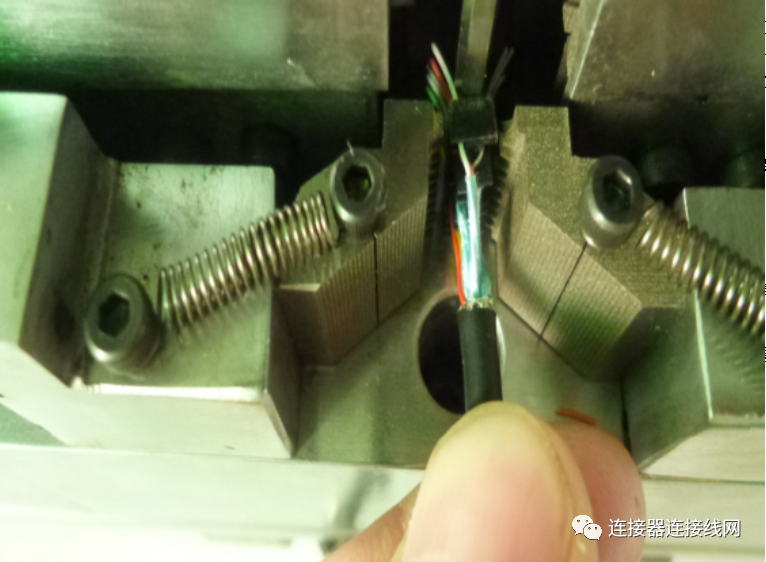
1. 调机员按图纸要求长度,调好自动裁线机.(如下图)
2. 裁线长度:1000±20mm;线材一端剥皮尺寸为:30±1mm 线材一端剥皮尺寸为:25±1mm (如下图)
3.把整卷线才放入放线架上,固定好放线架螺丝,然后把线头穿入裁线机孔位穿到位,把线压紧,按下驱动开关进行作业(如下图)


注意事项:
1. 裁线前应该注意线材规格,芯线排列是否正确;印字是否清晰;外被颜色有无色差,线材不得有凹凸不平,外观不得有破损,染色,刮伤等不良现象.注意裁线长度必须在设定公差範围内.切断面必须平齐,
2.开机时需确认尺寸,确认正确后再开机,
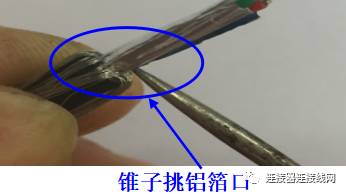
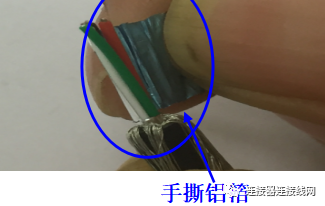
第2步:两端翻编织/包铝箔/挑铝箔
1.将线材两端的编织后翻至线材外被上后翻将用4*25MM包铝箔 (如下图)
2.用锥子尖将铝箔齐开皮处挑出,不要伤到芯线(如下图)
3.用手撕开铝箔,作业完成,两端同样处理.(如下图)


注意事项:
编两端编织,地线一定要完全后翻于外被上,编织不可散乱,叉出于编织.
挑铝箔时不要挑伤芯线.铝箔,需撕干净.
第3步:修剪编织
1.将线材P2端的编织从铝箔尾部处全部剪干凈.(如下图)

注意事项:
1.编织是否去除干凈.
2.剪编织时不能有伤及线材外被之现象.
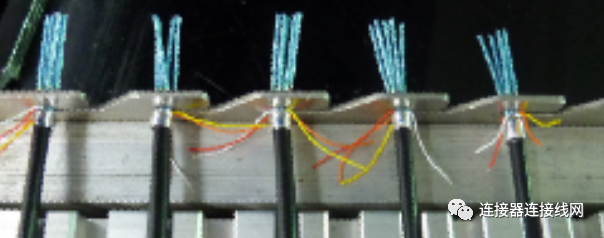
第4步:2端激光割铝箔
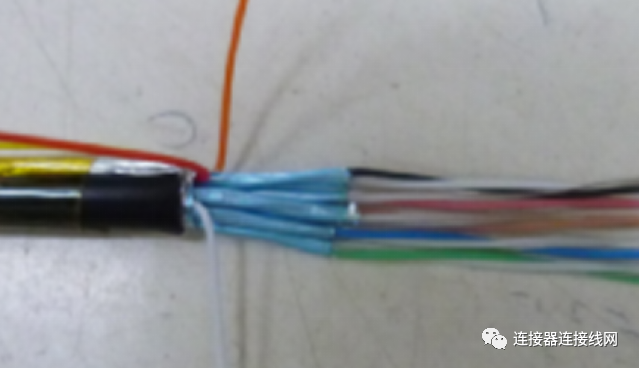
1.先将4根电子线后翻,将5对线放置切割 治具内一字排开,外被口必须紧贴切割治具边缘.(如下图)
2.将排好的芯线放于激光机下,激光机调整参数如左图1所示,参数调好后按确认復位键.调踩下脚踏开关,切口处保留5MM进行切割.机器调试OK后先取1PCS样品进行试做,确认尺寸无误后方可以作业。(如下图)
3.待机器运行停止后,将割好的线材取下.(如下图)

注意事项:
1.割麦拉尺寸是否在要求公差内
2.割麦拉不可伤芯线
3机器运作过程中,手不可伸入激光头中,避免灼伤
4.排线时一定要将芯线整理平顺.
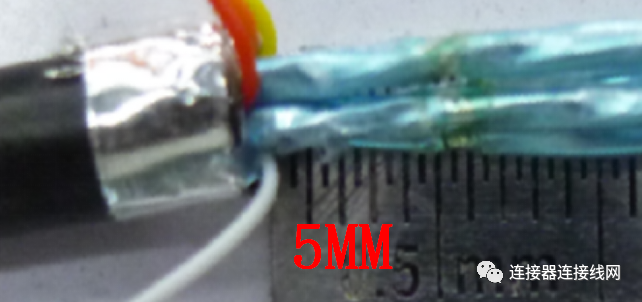
第5步:手去铝箔麦拉
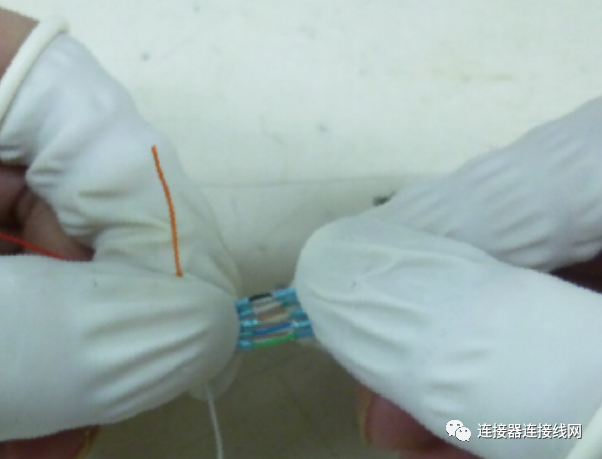
1.取已割好铝箔用手将对线上下摇摆45°俩次,使铝箔从切口处断开(如下图)
2.将对线的铝箔麦拉上下摇松后拉去(如下图)
3.作业时作业员需要带橡胶手指套(如下图)

注意事项:
1.麦拉是否去干凈
2.去麦拉不可伤芯线
第6步:HDMI 分线
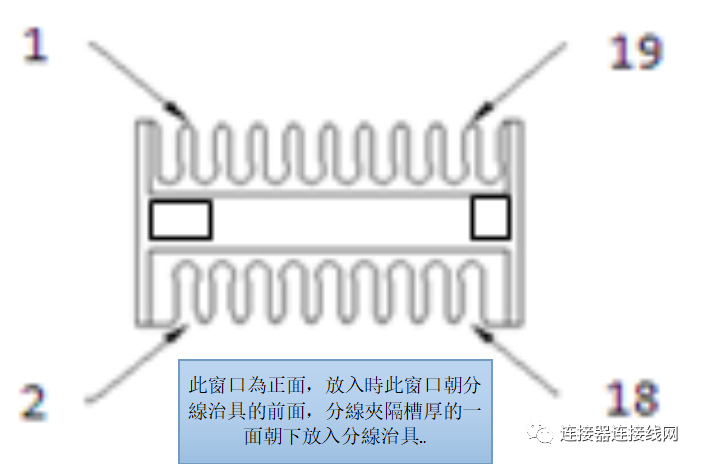
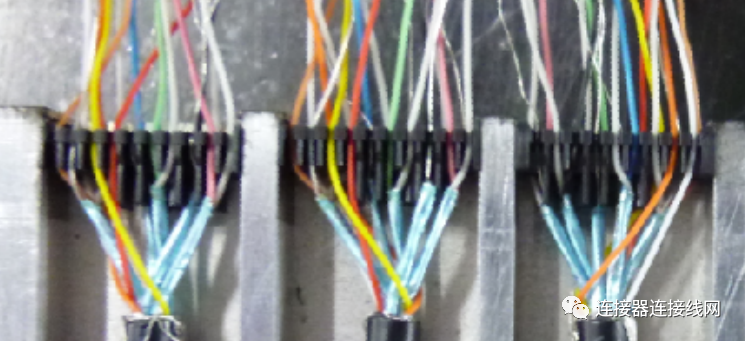
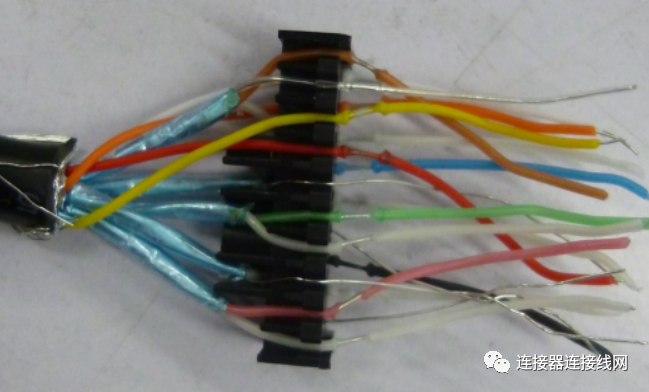
1. 将分线夹放置分线治具上尾夹部份朝左边,由10PIN面朝上,分线条无尾夹格兰一边朝分线治具裡边.分线夹不可以放反。(如下图)
2.将芯线两组:白/红. 黑地. 白/绿. 蓝地 .红 .黄. 棕地. 棕。列一组为 :红地.白/黑. 绿地. 白/蓝. 棕/白. 橙. 白.(如下图)
3.分线时候用尖嘴钳拉线,将芯线依照接线图压入分线夹内.分线时不可以拉断芯线及分线错位。(如下图)
4.压入棕色对线地线时,踩下脚踏开关将芯线压入格兰内,其他地线无需启动压入。(如下图)



注意事项:
1.分线时分线脚位及接点一定要正确.
2.将每PCS芯线均要压入分线条孔径内.
3.分线时先将分线条放于分线治具内,分两边进行分线.
第7步:两端芯线割绝缘皮
1..参照操作说明书,作业前确认尺寸是否正确,机器是否有无异常.,如果要更换尺寸必要专业人员进行调试,员工不可以随意调试机器。(如下图)
2.激光割A TYPE端绝缘先调整激光参数:HDMI A TYPE 端将内参数密度调置爲50.3MM.(如下图)
3.机器调好OK后,必须先试做5PCS首件确认尺寸是否OK,确认OK后方可生产.(如下图)
4.摆放前先将芯线理直,不可有弯曲.线材放于激光专用治具内进行激光割绝缘.(如下图)
注意事项:
1.割绝缘时不可将芯线剥伤,剥断,伤及芯线等现象
2.一定要将芯线固定到位才可进行激光割绝缘.
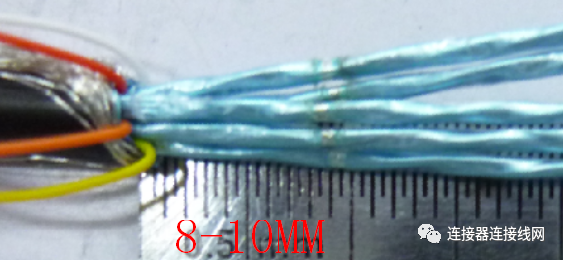
第8步:芯线比剪
1.将俩端芯线用剪刀修剪到5~10MM.(以方便后续作业)(如下图)

注意事项:
1.修剪芯线时一定要将芯线剪平齐.
第9步:两端切剥芯线/芯线镀锡
1.用专用切剥机将芯线平齐分线条顶端,将芯线绝缘脱掉,保留导体1.5~2.0MM.(如下图)
2.将芯线垂直伸入锡炉中镀锡.铜丝全镀,镀锡时间不能超过2秒,以免烫伤芯线,镀锡泸温度:340±40℃ .镀锡尺寸为︰1.5~2.0MM(如下图)
3.镀锡时芯线需垂直伸进锡炉内进行镀锡.锡条规格:无铅锡条 (如下图)

注意事项:
1.剥芯线前一定要将分好之芯线放于剥皮机内进行剥绝缘.
2.剥好之芯线不可用剥伤,剥断,伤及芯线等现象.
3.镀锡后铜丝是否光滑,均匀,等,不能有锡尖.
4.镀锡是否全镀,尺寸是否符合要求.
5.芯线是否沾有锡渣或烫伤.
6.镀锡时请勿使用镀锡水镀锡。
第10步:组装HDMI连接器
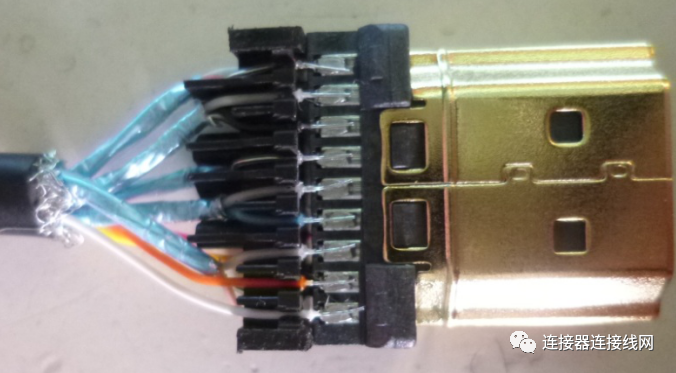
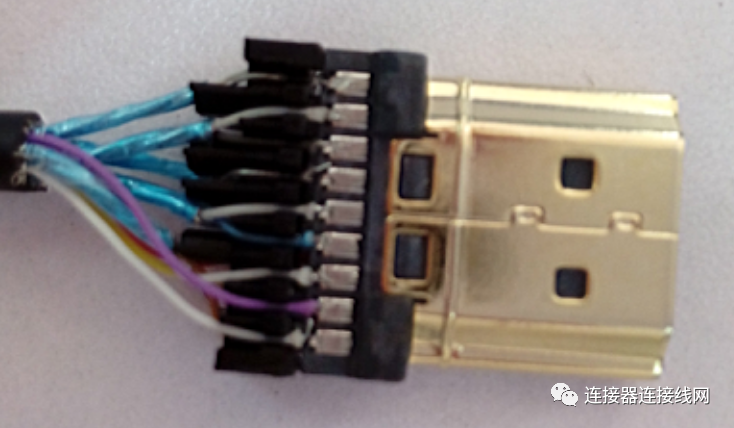
1.取1PCS HDMI A TYPE 连接器再将P1端镀好锡之芯线对正装于插头上.(分线条PIN位与插头PIN位是相符的)(如下图)
2.然后检查芯线是否有都在每个PIN位中间.(如下图)
注意事项:
1.装插头时一定要将芯线导体理整平顺,且接点一定要正确.
2.芯线不可装歪斜,一定要放正于插头PIN针中心处.
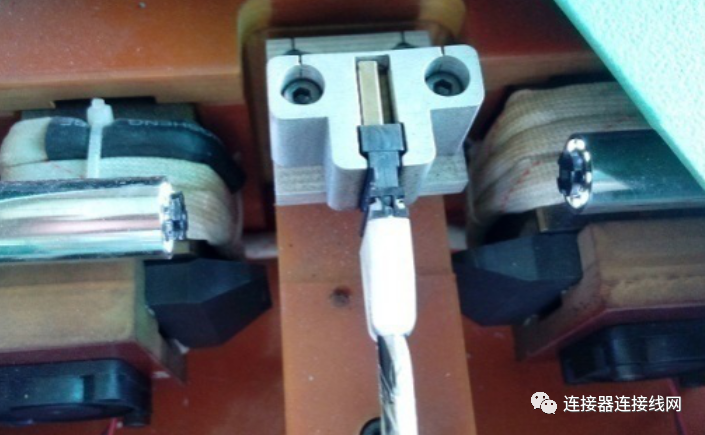
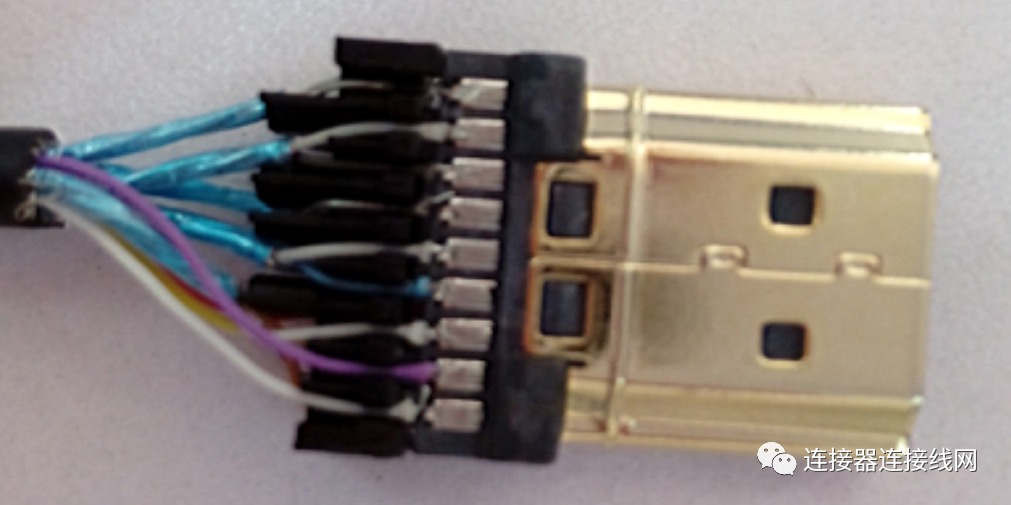
第11步:高频焊接HDMI插头
1.焊接前先将电气关掉.检查焊接治具是否 正确,拿1PCS连接器放入焊接治具,用手推动俩焊磁片置连接器处.看是否有连接器平行.打开电源及气阀开关,将焊接功率调整到3.5-4.5左右,焊接时间调到3S,冷却时间5S.(如下图)
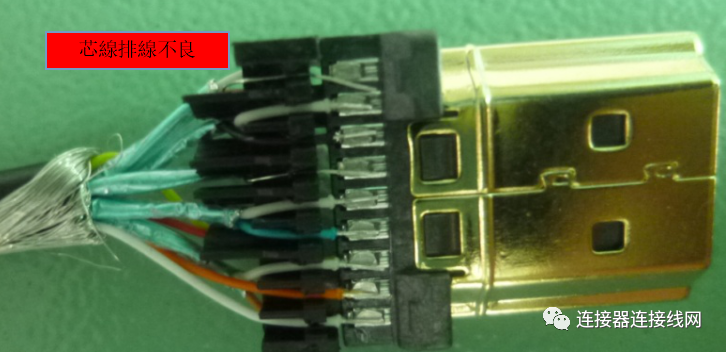
2.将固定好之插头与芯线对正放固定治具上,再进行焊接.焊接前注意查看显示屏上芯线铜丝是否都在PIN位中间.芯线不在PIN位中间将用锥子将芯线挑正。(如下图)
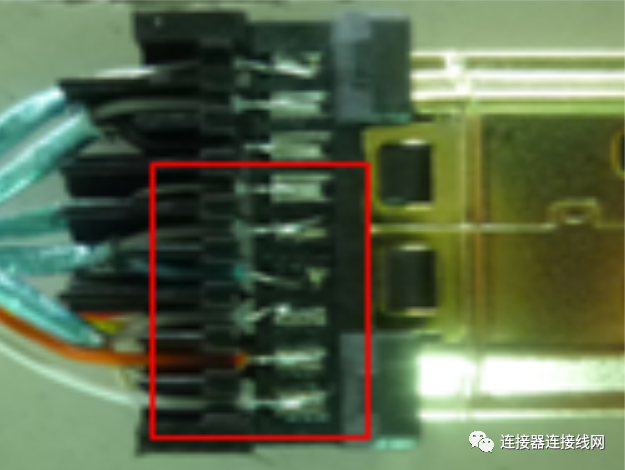
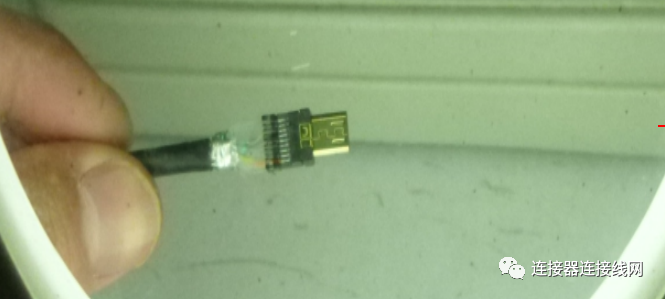
3.按下焊接开关进行焊接,焊接完成后取出连接器检自检,(如下图)
4.自检要求:检查锡点是否有假焊.短路.开路.露焊等不良,(如下图)

注意事项:
1.焊接前一定要检查连接器组装到位。
2.焊接OK后不可有插头烧焦等现象.
3.接好后不可有冷焊,假焊,铜丝分叉,线皮破列等现象.
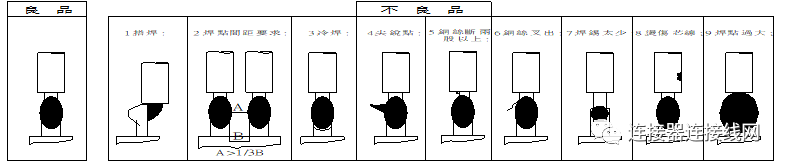
第12步:焊点检查
1.用5倍放大镜下对焊好半成品的焊点进行100%全检.(如下图)
2.检查pin与pin之间有无锡渣,连锡,有无假焊,铜丝上翘,外浮未焊到的现象.(如下图)
注意事项:
1.插头是否符合规格.
2.pin与pin之间有无锡渣,连锡,有无假焊,铜丝上翘,外浮未焊到的现象
第13步:一次测试
1.设定测试参数:
测试电压 : DC500V
绝缘阻抗 : ≥ 10MΩ
导通电阻 : ≤ 3Ω
2.取一条标准样板,与图面核对排位无误后插入测试治具.按"读取"键读取线材连接组资料.确认接点正确后,取下样板线材.(如下图)
3.用不导通及错位不良样板对现测试状态进行 点检,确认是否可识别不良状态.
4.确认无误后插入待测的成品,按"测试"键进行测试.(如下图)
5.100%电气性能测试.(如下图)


注意事项:
1.测试时手不可触到治具插座或转接头的金属裸露部位.
2.测试时,每隔4小时用比对样品对测试机进行点检,并将结果记录于《测试机点检表》内.
3.不良品要与良品严格隔开,且须放在相应的不良品盒中.
4.做完测试后,关闭机台背面电源开关.
5.具体接点及长度参照工程图及样板
第14步:成型HDMI内模
1.参照操作说明书,将模具及各成型条件调整就绪,以备射出, 成型前,应将机台,模具清理干凈,以免产生不良.(如下图)
2.成型前前先将成型条件:(参考)上节温度:135±10℃, 中节温度:130±10℃.下节温度:135±10℃. (如下图)
3.针对成型外观不良,如需维修最多可重工2次,如还是不良品,需砍头重做 .(如下图)

注意事项:
1.须100%作外观全检.
2.不良品与良品分开放置,不良品 置于不良品盒中.
第15步:二次测试
1.设定测试参数:
测试电压 : DC500V
绝缘阻抗 : ≥ 10MΩ
导通电阻 : ≤ 3Ω
2.取一条标准样板,与图面核对排位无误后插入测试治具.按"读取"键读取线材连接组资料.确认接点正确后,取下样板线材.(如下图)
3.用不导通及错位不良样板对现测试状态进行 点检,确认是否可识别不良状态.
4.确认无误后插入待测的成品,按"测试"键进行测试.(如下图)
5.100%电气性能测试.(如下图)
注意事项:
1.测试时手不可触到治具插座或转接头的金属裸露部位.
2.测试时,每隔4小时用比对样品对测试机进行点检,并将结果记录于《测试机点检表》内.
3.不良品要与良品严格隔开,且须放在相应的不良品盒中.
4.做完测试后,关闭机台背面电源开关.
5.具体接点及长度参照工程图及样板
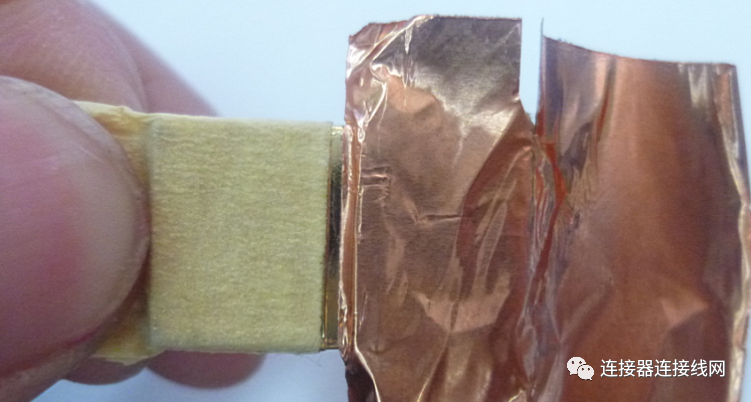
第16步:俩端包铜箔
1.取1PCS已包好美纹纸之半成品,作业方法依包铜箔流程图.(如下图)
2.用规格为:30*32mm 1PCS. 30*20MM,(如下图)
3.:铜箔须贴紧. 尾部需全部包住.不能有缝隙,(如下图)
4.HDMI D TYPE端铜箔(铜箔规格:8*30MM),(如下图)
注意事项:
1.所用铜箔的规格是否正确.
2.铜箔有无包紧.
3.铜箔所包位置是否正确.
第17步:环焊铜箔
1.依下图所示将包好的铜箔的插头用1.2mm的免洗焊锡丝将编织与铜箔加焊.(如下图)
2. 用220V/60W的烙铁焊接.温度为410℃-450℃焊接时间每次不得超过5S.(如下图)
3.焊接时必须将两侧铜箔结合处进行焊接.(如下图)

注意事项:
1.环焊时注意锡丝的是否用错。
2.焊接时间不能过长。
3.铜箔结合处必须用锡焊接。
第18步:两端成型外模
1.成型前先将PVC料倒于烘料机中烘料(烘料时间参照烘料机烘料标准),后方可作业 .(如下图)
2.参照操作说明书,将模具及各成型条件调整就绪,以备射出, 成型外模前,应将机台,模具清理干凈,以免产生外模不良.(如下图)
3.成型条件:(参考)上节温度:160±10℃, 中节温度:170±10℃.下节温度:180±10℃. 一压:50±10kg/c㎡, 二压:30±10kg/c㎡ .(如下图)
4.成型中为控制外观不良,每成型20模打一次脱模剂 ,脱模剂一次不能喷太多,距离模穴150mm处喷洒1次(如下图)

注意事项:
1.须100%作外观全检.
2.外模成型不可有缩水,插头碰伤等不良.
第19步:叁次测试
1.设定测试参数:
测试电压 : DC500V
绝缘阻抗 : ≥ 10MΩ
导通电阻 : ≤ 3Ω
2.取一条标准样板,与图面核对排位无误后插入测试治具.按"读取"键读取线材连接组资料.确认接点正确后,取下样板线材.(如下图)
3.用不导通及错位不良样板对现测试状态进行 点检,确认是否可识别不良状态.
4.确认无误后插入待测的成品,按"测试"键进行测试.(如下图)
5.100%电气性能测试.(如下图)
注意事项:
1.测试时手不可触到治具插座或转接头的金属裸露部位.
2.测试时,每隔4小时用比对样品对测试机进行点检,并将结果记录于《测试机点检表》内.
3.不良品要与良品严格隔开,且须放在相应的不良品盒中.
4.做完测试后,关闭机台背面电源开关.
5.具体接点及长度参照工程图及样板
第20步:外观全检/包装
1.对照图面,检查各部分尺寸符合图纸要求.用钢尺抽查测量长度。
2.检查两端插头是否有变形, 生銹, 划伤,等不良,
3.检查成型部分是否有缺胶.变形.缩水.冲胶.压线.等不良.
4.检查电线是否有脏汚,是否有刮伤.
5.将工作台面清洁干净,把待包装的成品放在工作台上.
6.把纸箱折页折下,用封箱胶纸封贴好箱口,在纸箱上贴上标签,搬到栈板上摆放整齐.
注意事项:
1.须100%作外观全检.
2.外模成型不可有缩水,插头碰伤等不良.
编辑:黄飞
-
图解感光干膜制作高精度电路板全过程2010-03-31 2144
-
热转印电路板制作全过程2012-06-24 5904
-
PCB 制作全过程2012-08-05 78699
-
音箱制作全过程2012-08-16 37121
-
工程师制作故事 牛人自制WIFI双菱天线全过程2012-08-20 22674
-
有人分享制作蓝牙耳机的全过程吗?2014-06-02 6225
-
菜鸟制作51避障小车全过程记录2015-06-18 74281
-
基于NanoPC-T4制作的Linux板级驱动全过程是怎样去完成的2022-03-07 3353
-
LED生产工艺,led的制作流程全过程!2009-11-13 10339
-
USB下载器制作全过程及问题解决2017-08-31 1397
-
基于51单片机音乐喷泉制作全过程资料2018-03-30 5247
-
IGBT制作全过程资料下载2021-04-15 1913
-
手工制作pcb全过程2021-06-19 2590
-
芯片制造全过程2021-12-08 13275
-
电磁炉的维修全过程分享2022-01-10 1911
全部0条评论

快来发表一下你的评论吧 !
