

变频器在悬臂单绞机上的应用
电子说
描述
引言
悬臂单绞机用于控制电缆、通讯电缆、数据电缆、同轴电缆等PE或PVC被覆芯线绞合及中心包带或侧放包带一次性完成,这些类型电缆对于制成线的要求主要是信号带宽,即在一定的高频率下信号的通过率。传统的绞线机由于机械结构复杂,过线轮很多,因此电缆在绞制的过程中,有太多的弯曲过程,从而导致制成线的电气性能劣化,不能满足要求。而悬臂单绞机仅3个过线轮,成缆后直接绕在线盘上,对电线的扭曲有很大的改善作用,同时由于绞弓是一个均质体,速度最高可达1000RPM,因此,目前得到了广泛的应用。本文拟结合四方V560变频器,介绍基于一种闭环矢量模式,具有高稳速精度的悬臂单绞机控制系统。
悬臂单绞机工艺介绍
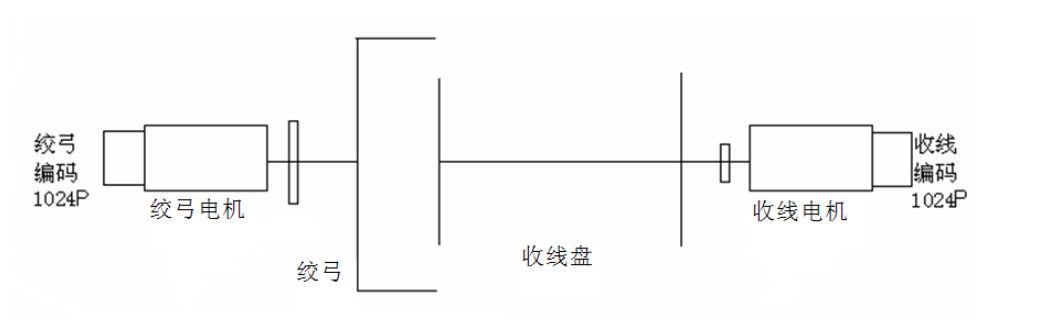
图1
悬臂单绞机的主要构成如上图1所示,因主要用于精度要求较高的线材芯线的绞合,所以对系统的控制工艺有如下要求:
1.变频器须具有极高的稳速精度要求,因为绞距的形成有赖于绞弓和收线的速度差;
2.变频器须具有极高的动态加减速特性,以满足加减速时的绞距稳定;
3.PLC程序需要复杂的绞距形成原理计算,即使收卷直径在发生变化,也必须维持系统的线速度保持恒定。
以上1、2点的控制工艺对变频器的性能提出了极高的要求。针对该需求,利用四方V560变频器设计了如下的控制系统。
控制方案
控制系统主要构成如下图2所示,具体控制方案如下:
1.绞弓电机和收线电机输出轴安装编码器,并将编码器信号接入变频器,采用闭环矢量模式来满足系统对稳速精度的要求;
2.通过PLC编程实现无差速,有差速绞距计算,以实时修正收线电机的运行频率,以保持线盘在从小到大的过程中线速度的恒定,从而保证绞距的稳定性。
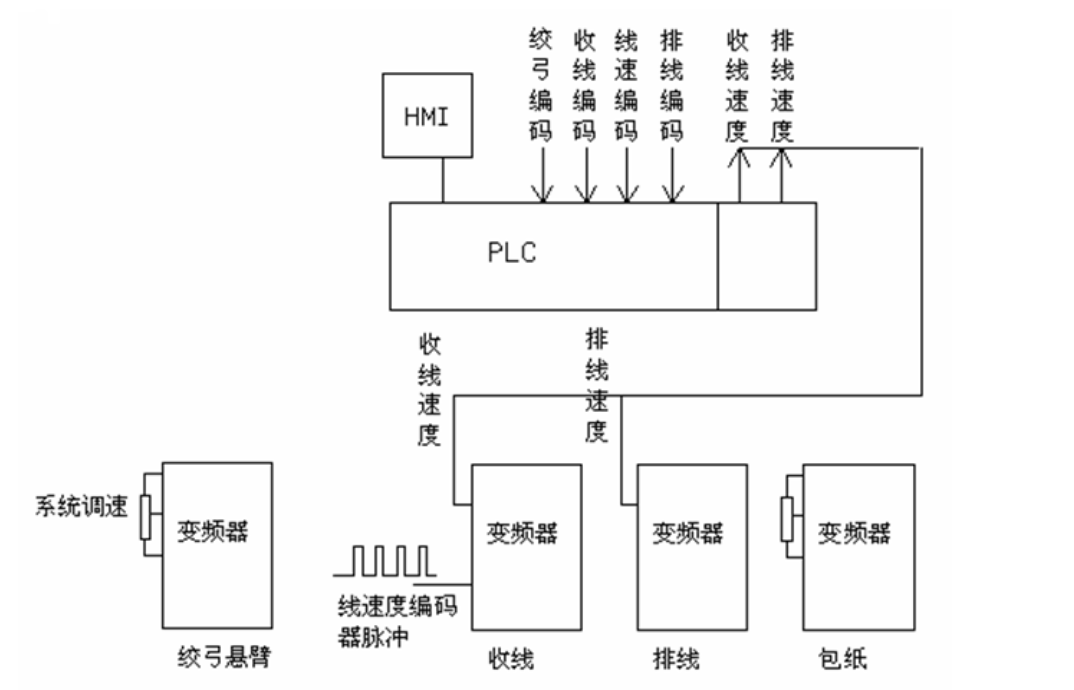
图2
采用该控制方案的优点:
1.采用闭环矢量模式,其稳速精度明显优于普通的变频器控制系统,并且实现了低频率下的高转矩输出;
2.省去了加工复杂,价格昂贵的行星差速器,极大地降低了机械成本,具备竞争优势;
3.系统的逻辑控制及运算主要由PLC实现,变频器的参数设置非常简化。
结束语
本文介绍了一种基于四方V560矢量型变频器的悬臂单绞机控制系统,该方案具有较高的稳速精度,实现了低运行频率下的高转矩输出,保证了绞线过程中绞距的稳定,简化了系统化操作,同时降低了系统的制造成本。目前已成功的应用于多个悬臂单绞机控制系统中。
审核编辑:汤梓红
-
变频器在冷却塔风机上的应用-Application of I2009-02-09 1165
-
变频器在球磨机节能改造中的应用2009-04-09 748
-
PLC控制器和变频器技术在门机上的应用2009-06-13 2083
-
艾默生变频器和可编程控制器在浆纱机上的应用2009-06-15 1244
-
变频器在抽油机上应用的若干问题探讨2009-07-07 3403
-
科陆CL2700高压变频器在罗茨风机上的设计应用2010-05-07 1508
-
钢缆机上高压变频器的应用2011-06-21 635
-
英威腾Goodrive5000系列变频器在糖厂压榨机上的应用案例2017-10-09 744
-
高压变频器在密炼机上的应用2019-04-18 2394
-
变频器在数控雕刻机上的应用2023-06-07 3099
-
变频器在煤矿风机上的应用2023-10-17 2042
-
变频器在脱水机上的使用案例2023-10-20 1755
-
变频器在洗煤厂皮带机上的应用2023-11-09 1911
-
变频器在EDS730D端子机应用案例2023-12-08 1251
-
变频器在提升机上的应用2026-02-23 1543
全部0条评论

快来发表一下你的评论吧 !
