

非平面工件上钻孔,要注意什么?
描述
钻削看似简单,实际上也是一种复杂的工序,在此过程中,钻头一旦发生故障或超出其能力范围,就可能造成严重后果。钻削非平面工件可能使钻头切削刃受到过大的不均匀力,从而导致过早磨损,请务必注意以下提及的要点。 钻入非平面时,存在钻头偏斜风险。为了避免这种情况,总的原则是在钻入时降低进给。
01 凸面
如果半径大于4倍钻头直径且孔垂直于半径,则可以钻削。在钻入过程中将进给降低至正常进给率的50%。

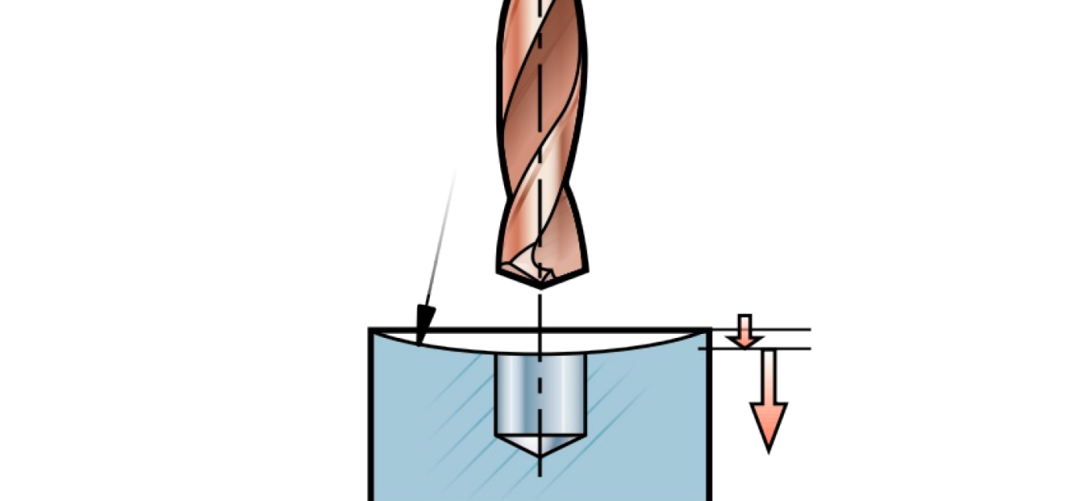
02 凹面
如果半径大于15倍钻头直径且孔垂直于半径,则可以钻削。在钻入过程中将进给降低至正常进给率的25%。
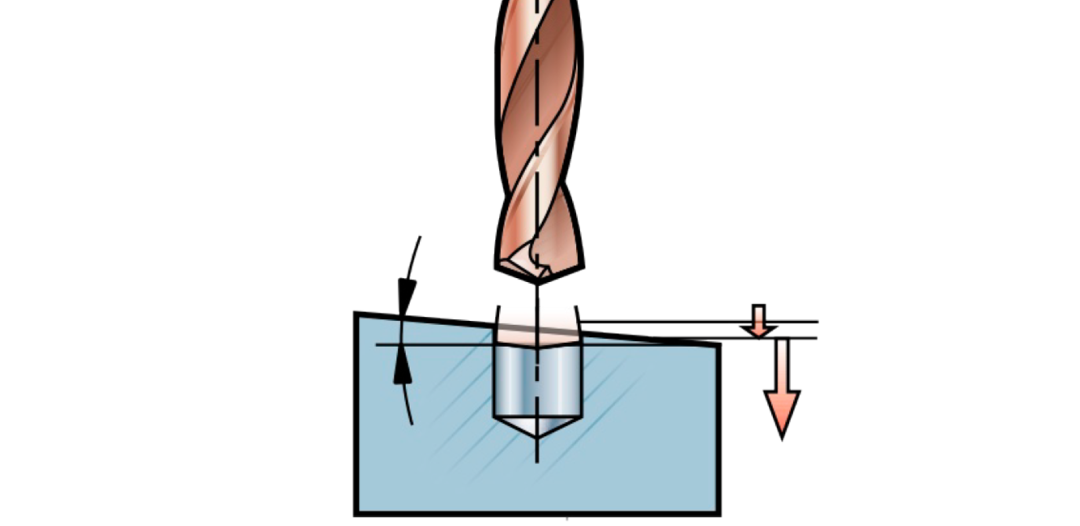
03 斜面
如果倾角小于等于10°,则在钻入过程中将进给降低至正常进给率的1/3。如果倾角大于10°,则不建议钻入。先在表面铣出一个小平面,然后再钻孔。
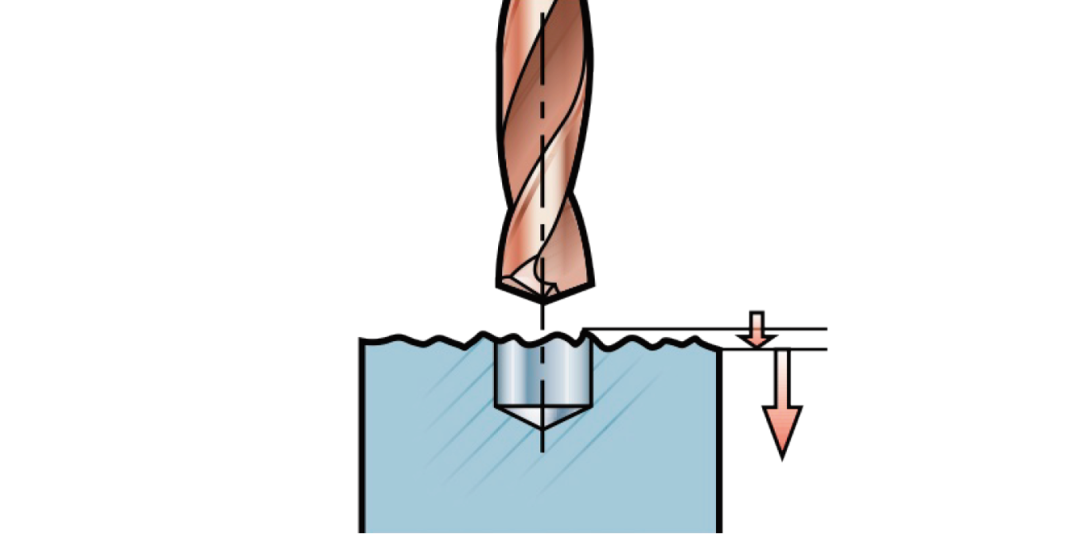
04 不规则表面
将进给率降低至正常进给率的¼,以避免切削刃崩
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
焦平面红外图像的非均匀性校正技术2011-01-14 1143
-
请问FPGA在电路设计上需要注意什么?2020-08-27 2124
-
非变频电机配变频器,要注意哪些东西呢?2023-12-11 1058
-
pcb设计中需要注意哪些问题?2009-03-20 1794
-
在玻璃上钻孔的技巧2009-09-10 2718
-
视频展台选购技术和要注意的问题2010-02-08 920
-
VHDL 编程要注意问题2016-11-11 6270
-
EFD高频开关变压器的研究和工艺上要注意的问题和测试方法2017-09-14 1002
-
电子制作中的钻孔和攻丝,Drilling and tapping2018-09-20 1929
-
PCB设计要注意什么2020-07-12 1888
-
钻孔的操作步骤_提高钻孔精度的方法2022-03-14 7654
-
非平面工件上钻孔的4个关键点2022-07-10 980
-
便携式钻孔测斜仪WIN使用注意事项2023-03-27 1349
-
非平面工件上钻孔需要注意哪些因素?2023-06-08 920
-
振弦式土体沉降计钻孔埋设需要注意什么?2025-08-19 749
全部0条评论

快来发表一下你的评论吧 !
