

新能源汽车整车厂4大车间AGV/AMR应用
汽车电子
描述
总装车间应用AGV/AMR数量最多。
汽车行业使用AGV最早起源于瑞典汽车制造商沃尔沃,1973年,沃尔沃引进了实时运输这个理念,即根据需求把物料运送至需求车间。根据实时运输理念,沃尔沃在KALMAR轿车装配线上大量采用了AGV进行计算机控制装配作业,扩大了AGV的使用范围。到70年代末,欧洲约装备了520个AGV系统,共有大约4800台小车。
从70年代发展至今,AGV在汽车行业的应用已经十分成熟。
新能源汽车的制造一方面与传统汽车的制造在制造工艺和装备上有传承关系,另一方面由于新能源汽车采用了新的动力来源和驱动系统以及相应的控制系统,在制造上又与传统汽车在生产工艺设备上存在很大差异。
新能源的车间和传统主机厂的车间主要有两点区别:
第一点由于动力的不同,传统的主机厂是动力总成车间,包含发动机和变速箱,而新能源汽车工厂会需要一个电池包车间代替传统的动力总成车间。电池包的生产一般有三种方案:电池包整体外包、外购模组厂内安装、外购单体场内进行模组集成和安装。
第二点是因为原生纯电车型都会多出一个电池包拼合的步骤,需要将电池包与车辆底盘和车身拼合。
因此,整体来看,新能源汽车在整车车身的制造上,与传统汽车的车身差别不大,通常还是需要冲压、焊装及涂装等工艺及相应的设备和输送装置等。在总装配工艺流程中主要的变化是需相应地安排电池、电动机、电控装置及高压线束等新增零部件的装配以及电动空调、电动助力转向系统等电驱动的其他汽车零部件的装配工序和相应的工装。
根据CMR产业联盟数据,新战略移动机器人产业研究所统计,当前,在新能源整车厂,总装车间应用AGV/AMR数量最多,占比为80%,其次是焊装车间,占比为10%,冲压车间占比为7%,涂装车间占比最少,为3%。
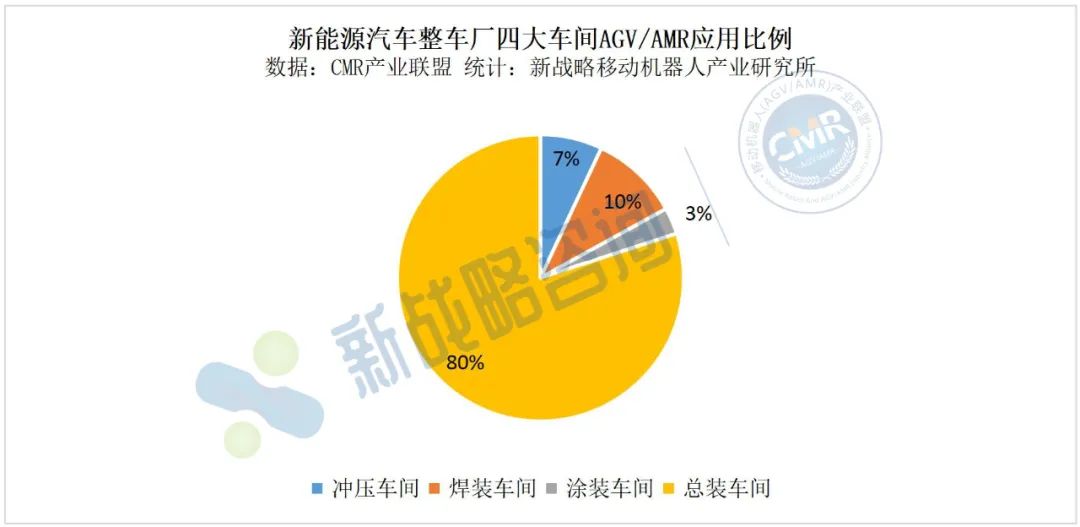
新能源汽车整车厂四大车间AGV/AMR应用比例
1、冲压车间
新能源汽车与传统汽车的不同之处,新能源,顾名思义,不同点主要体现在动力系统上,所以最大的变化是在动力总成车间及电池车间,这个变化点对于冲压的影响不大。
冲压车间物料体积大、质量高,传统的冲压车间在开卷、上料、零件冲压、行车吊运、物料装箱、物料配送等环节,以人工为主,再配备叉车运输,最终冲压零件料箱运输到库房。随着冲压工艺的完善、材料的变革,企业对冲压车间智能制造的要求越来越高,工厂的智能化也越来越受到重视。
AGV/AMR在冲压车间的布局不仅仅是搬运物料,AGV/AMR在产线中的布局是一套完整产线智慧物流解决方案,AGV/AMR系统可以与冲压MES系统等进行数据交互,整套方案具备物料跟踪、仓储管理、与各种生产系统接口对接的能力,为企业实现信息化、数字化、智能化全面智能制造提供了有效的保障。
从应用产品的类型来看,根据AGM/AMR结构不同,冲压车间采用的AGM/AMR主要有三种类型:
潜伏双向牵引式AGV
潜伏全向牵引式AGV
全向举升背负式AGV
采用这三种类型移动机器人的原因是由于冲压车间的料箱尺寸大小不一,而且重量也不相同,其他种类AGM/AMR很难覆盖如此多品种的料箱。并且,冲压料箱数量非常多,如果要标准化冲压料箱,会导致库房面积与料箱成本的提高。而潜伏或背负式AGV,可以通过通用的托盘,在一定程度上减少AGM/AMR 对料箱标准化的要求,实现最大程度的通用。
2、焊装车间
冲压完成的汽车侧围覆盖件,从冲压车间出来之后就直接进入白车身焊接组装生产线。焊装车间的工作主要是将冲压车间生产的车身零部件和其它板件焊接拼装成一个完整的白车身。该车间生产线主要包括有:四门、车架、前盖、后盖、翼子板等焊接线。焊装线是整个汽车产线中工艺最复杂,自动化程度最高的一条产线。整个焊装线工艺结构非常紧密,包含点焊、CO2焊、螺柱焊、凸焊、压合、涂胶、调整、滚边,共计8种工艺。
替代人工搬运,实现自动化物流,AGV/AMR目前在焊装车间物流输送方面应用逐渐增多,代替传统人工转运物料及电瓶车、叉车、皮带机、Buffer 等传输车辆和设备。在焊装车间使用AGV进行物流运输,不仅可以提高车身钣金件搬运的自动化水平,还能满足大批量生产的要求。
焊装车间对载重要求相对不高,节拍根据现场生产需求有快有慢。目前移动机器人的主要应用场景为:
四门两盖及翼子板等部件从焊接线下线后,根据生产车型的需求,AGV/AMR自动将对应车型的零部件转运至调整线进行装配,AGV/AMR采用滑槽的形式实现零部件托盘的自动移载,可以实现多车型混线生产的需求;
车架及左右侧围等部件以AGV/AMR作为移动载体,根据工艺需求,在各焊装工位进行转运,AGV/AMR进入工位后地面加紧机构对托盘进行二次定位,实现机械手对工件的自动抓取。
当前,与总装车间AGV/AMR柔性装配线类似,越来越多的工厂正在尝试采用移动机器人根据生产工序,依次承载夹具到点焊自动站、螺柱焊自动站及弧焊自动站等,逐步完成所需的工序焊装,提高了车身钣金件搬运的效率与水平,进而取代传统的焊接线体。
3、涂装车间
涂装车间的任务就是将焊装车间完成的白车身涂上一层层的漆,除了加强车身防锈,主要是让车身看起来更加美观。涂装车间主要各种工艺将涂料涂覆于(基地表面)物面上,经干燥成膜的工艺,或将涂料在涂物表面扩散开的操作。涂装的功能主要是起到保护、装饰作用。涂装的过程一般都需要经过清洗、电泳、色漆、清漆等步骤。
新能源汽车与传统燃油车涂装PVC工艺有一些区别,因新能源汽车车底安装电池包,车底电池包区域在底板防护喷涂时可以取消,车底电池包区域有电池包遮挡,可以保护车底钢板漆膜。取消电池包区域喷涂可以降低车身质量,提高车辆续航里程,同时也可以减少材料消耗,降低生产成本,但从涂装的流程来看,新能源汽车涂装与传统汽车涂装基本没有区别。
涂装生产线由于工艺复杂,各工序之间往往只能采用传统的机运系统(如前处理电泳摆杆和翻转机,烘干炉中的高温辊床等),由于要满足工艺所需的环境要求,因而对AGV的使用场景并不友好。然而,基于人效提升和自动化程度的需求,一些整车厂逐渐开始尝试在涂装车间某些场景中应用 AGV,主要有两类:
第一类,生产线边物流流转。
第二类,在涂装主线与储备区之间进行车身转运,比如集中布置点修补和重返修线,在车身修补的工作间与储备区之间利用 AGV进行输送。 4、总装车间
总装的任务就是将发动机、变速器等各种各样的零件、组件及部件依据一定的装配技术要求和装配关系组装在车身基体上,构成一部完整、合格的汽车。根据总装车间的职责及总装车间平面布置, 在总装车间内完成的主要任务有:配套件的存放和发送,各种总成和零件、部件的分装,车身一次内饰装配,底盘装配,二次内饰装配及整车的各类检验、返修补漆及调试工作,确保整车合格入库。
总装生产线主要由一系列输送设备及相关辅助设备构成,以输送车身为导向进行工艺布置。因规划要求及场地的影响,而形成工艺布置的方式多样性。工艺布置形式主要有块状、T型、U型、L型等布置型式。
与传统汽车相比,新能源汽车在总装配工艺流程中主要的变化是需相应地安排电池、电动机、电控装置及高压线束等新增零部件的装配以及电动空调、电动助力转向系统等电驱动的其他汽车零部件的装配工序和相应的工装。
其中,总装车间物流工作量占整个汽车工厂物流工作量70%以上,因此它也是AGV/AMR最主要的应用场所。
新能源电动汽车总装输送线主要有车身存储线(PBS)、内饰线、底盘线、最终线、OK线、检测线等。为了满足新能源汽车准入、快速节拍及产品模块化要求,还需要增加车门线、仪表线、动力、前后悬、轮胎、座椅等分装线来配合主线进行整车装配;除此之外,总装底盘线应设有相应的电池包安装工位,动力电池包一般采用AGV环线合装,为适应超宽电池,该线可通过转换H型的托车轮吊具。该线完成电池包的合装、螺栓拧紧、检测,及与电池包相关的一些零部件装配。
总装车间对于AGV小车的应用是最成熟的,其自动化程度也是最高的,运送过程可以实现完全的自动化,不需要人工参与输送,其典型的应用生产线主要包括内饰和底盘等。每个整车厂的总装车间都至少有2~3条的内饰和底盘输送装配线,而且大多采用SPS配料形式。这为AGV小车的自动化输送应用提供了良好的应用环境,同时根据主线体和具体现场环境(空间、设备形式等)的不同,可以采用不同的物料随线输送形式来满足AGV小车物流输送方案的需求,从而优化方案、简化系统复杂性并减少整体项目投资。
在总装车间目前应用的AGV类型主要有装配型AGV和配送型AGV。
审核编辑:刘清
-
新能源汽车技术难点浅析及解决方案2015-06-02 7493
-
【换道赛车:新能源汽车的中国道路 | 阅读体验】 新能源到底新在何处?新能源在国内如何发展?2024-03-19 1426
-
中国新能源汽车驱动发展2016-01-27 6713
-
论新能源汽车电机及电控测试中对电源的要求2016-07-12 5336
-
如何完成对新能源汽车的结构扫描?2017-08-03 3972
-
新能源汽车动力电池产业怎么破局2019-05-10 3506
-
新能源汽车整车控制器介绍2021-01-04 6064
-
设计新能源整车控制器2021-09-07 2663
-
新能源汽车回收业务|新能源汽车电池包回收|新能源汽车电池模组回收|库存新能源汽车回收|新能源汽车高价回收2021-09-14 9227
-
各种电动汽车回收,各种新能源汽车回收,各种新能源汽车回收,各种新能源汽车电池模组回收2021-10-02 2314
-
新能源汽车的相关资料推荐2021-12-31 3024
-
汽车出厂检测之新能源汽车整车下线(EOL)测试2020-07-21 6474
-
水晶光电正与多家整车厂合作HUD2020-12-18 3491
-
整车厂对动力电池的性能的要求有哪些2022-11-07 2654
-
联合电子新能源汽车整车能量管理系统介绍2025-07-16 3146
全部0条评论

快来发表一下你的评论吧 !
