

AOI 颜色&缺陷检测原理
电子说
描述
NO 1. AOI 测试作用
AOI(Automated Optical Inspection)的全称是自动光学检测,在生产过程中,对电池片的外观缺陷和颜色进行分选。
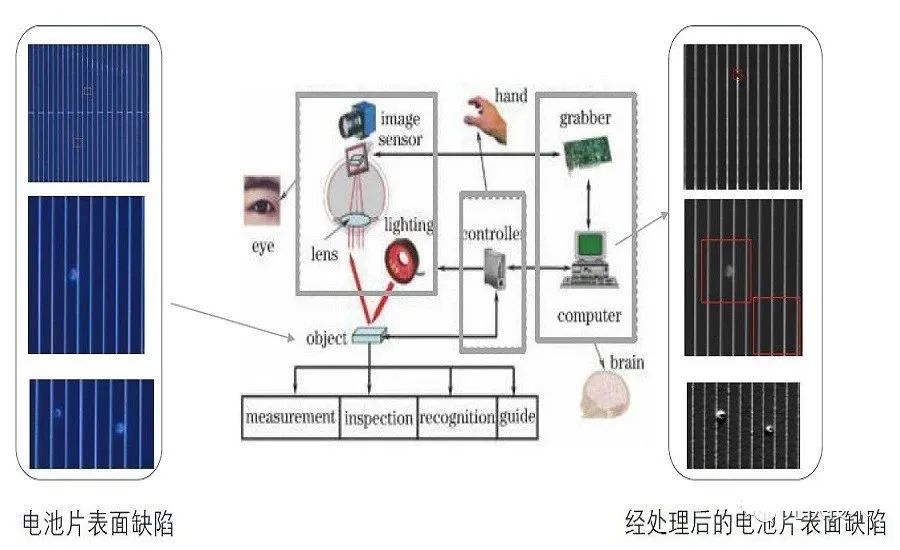
NO 2. AOI 检测原理
AOI 原理有光学的反射原理、光成像原理和检测算法。
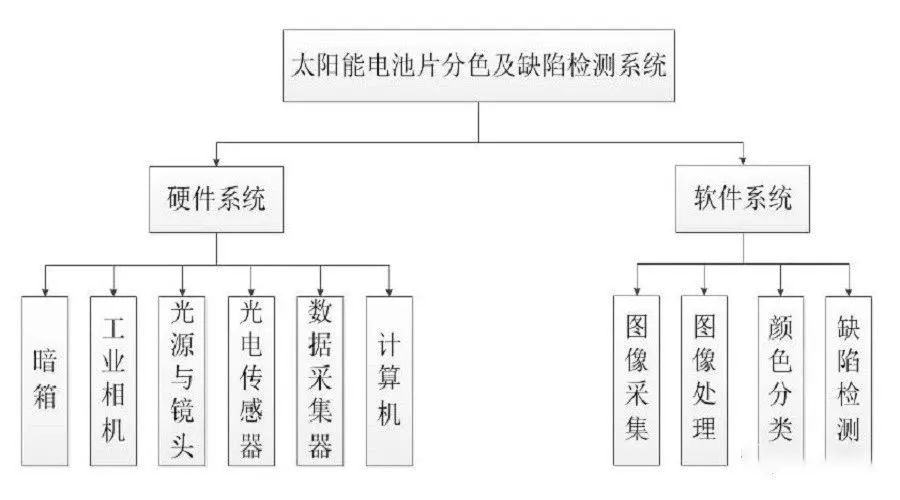
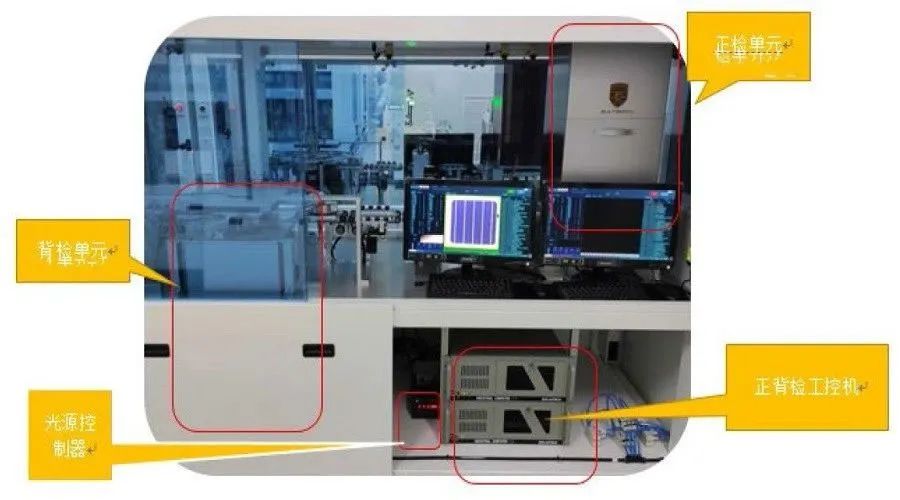
NO 3. AOI 检测硬件系统
3.1 现场实物图
3.2 AOI 检测硬件
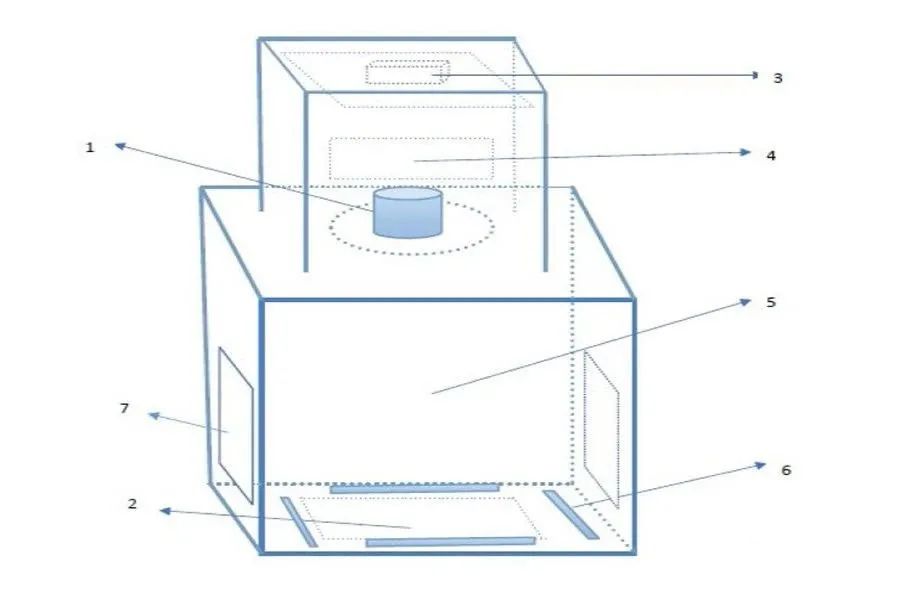
1. 相机;
2. 白色垫板:电池片停留的位置,能够有效滤除杂乱背景,更好的进行电池片图像的提取;
3. 光源控制器;
4. 相机连接线及光源延长线出口;
5. 机箱:内部表面涂抹白色粗糙物质以增强光的漫反射,增强光照强度的均匀性;
6. LED光源:在电池片停留位置的四周放置四个光源对电池片进行打光,增强电池片亮度,让相机更好的提取电池片图像;
7. 侧门板。
NO 4. AOI 检测软件系统
4.1 图像处理
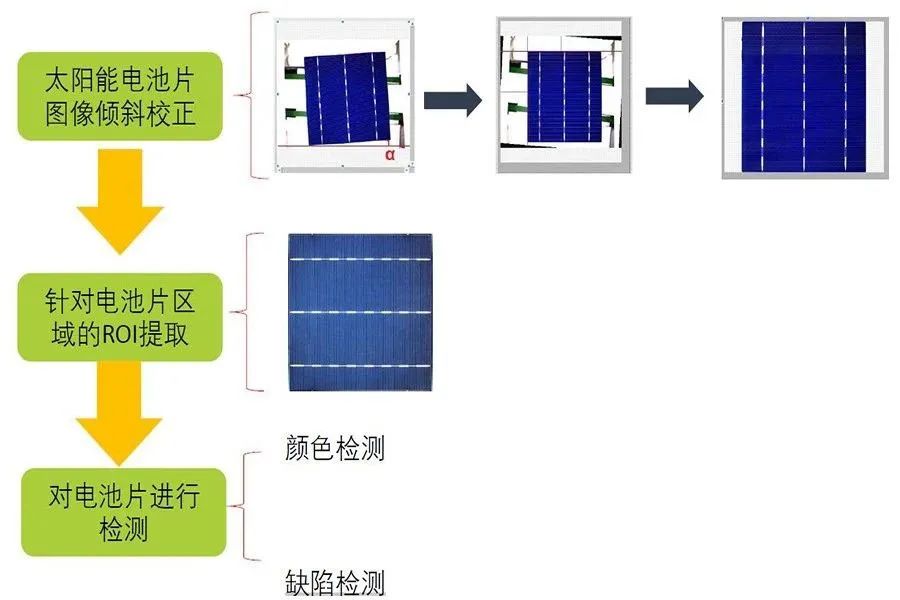
4.2 颜色检测
1. 检测原理
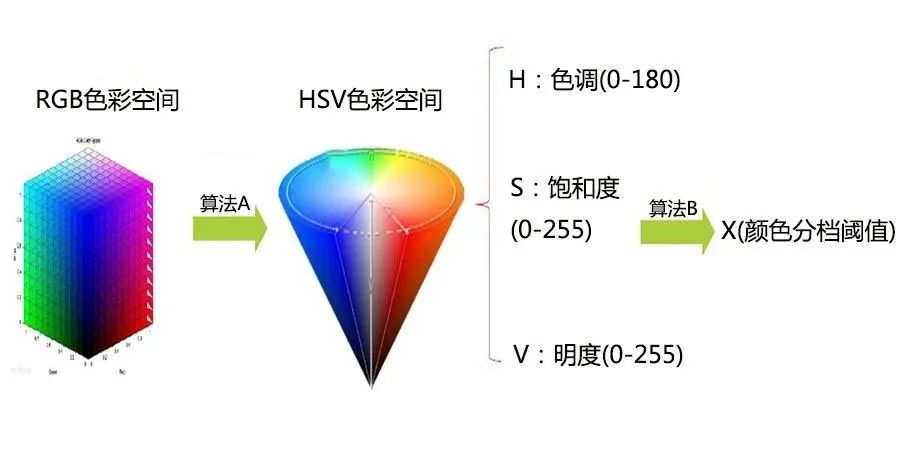
颜色检测是通过将系统采集的RGB图片变换到HSV色彩空间来确定检测物体的色彩。
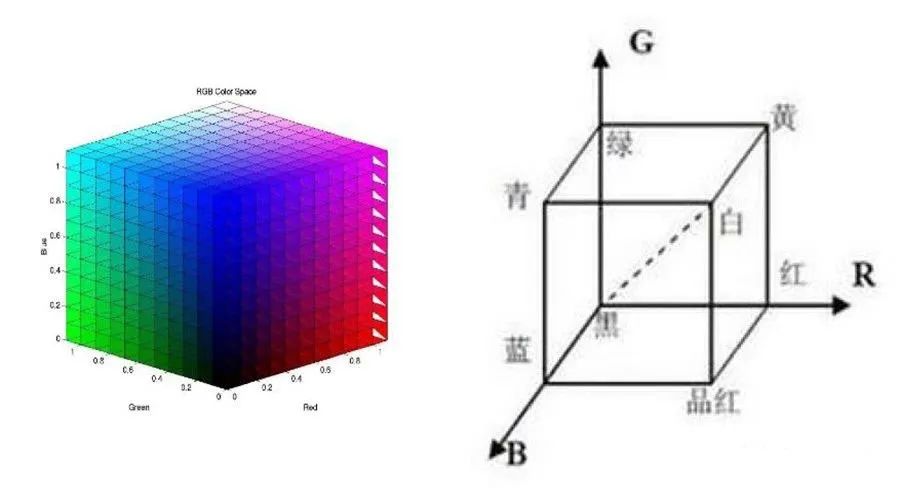
2. RGB色彩空间
当我们在描述或定义一种颜色时,大多数时候都会使用RGB色彩空间(RGBColorSpace)。因为它基本上包含了人类所能认识的所有颜色,我们看到的所有颜色都是通过该色彩空间的R、G、B各通道按照不同的比例混合而成。
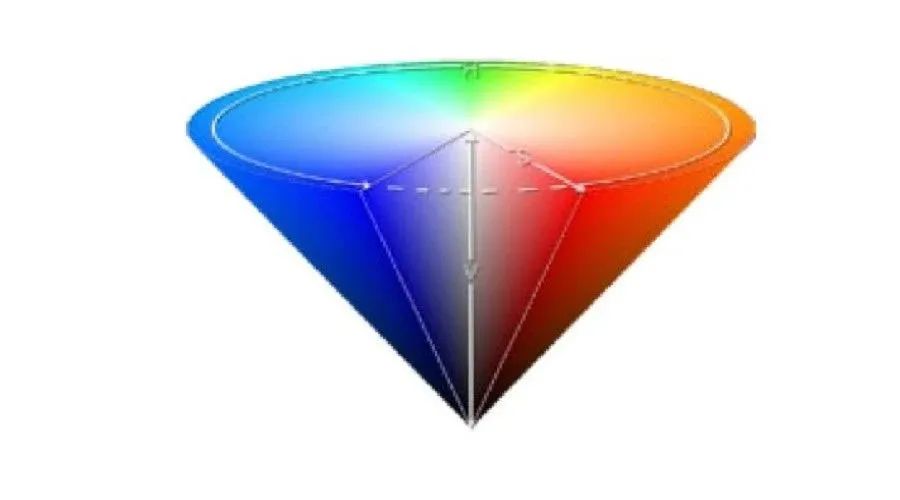
3. HSV方法
HSV是一种将RGB色彩空间中的点在倒圆锥体中的表示方法。HSV即色调(Hue)、饱和度(Saturation)、明度(Value),又称HSB(B即Brightness)。
4.3 颜色分类

4.4 电池片缺陷检测
1. 缺陷检测原理
通过模板匹配法,这是一种基本的识别方法,研究某一特定对象物的图案位于图像的什么地方,进而识别对象物。
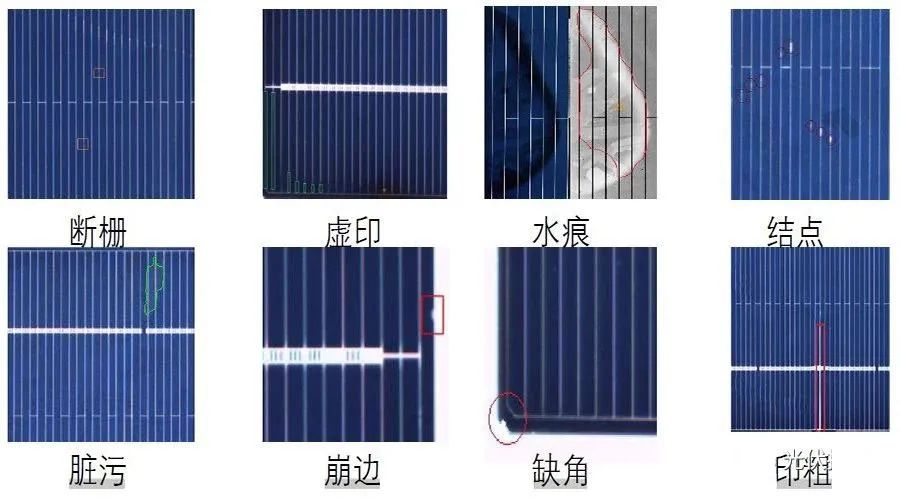
2. 缺陷检测分类
① 结构检测 : 缺失缺陷、V型缺陷、边缘缺陷等;
② 印刷缺陷检测:印刷偏移、粗线、断栅等;
③ 色彩偏差:脏污、手指印、色差等;
4.5 结构/印刷缺陷检测
1. 检测原理
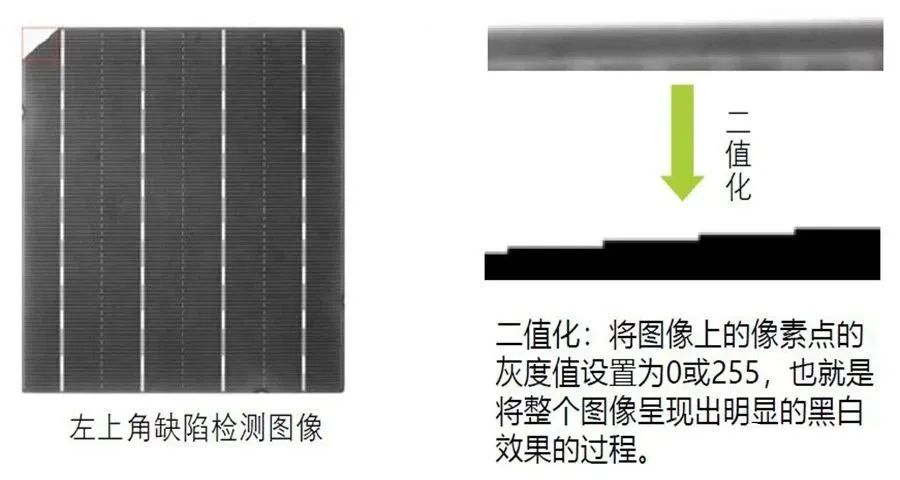
利用完好电池片的几何图像与待检电池片的几何图像进行匹配并对比,有较大的像素差就说明该待检电池片是崩边或者缺损的。
相机采集的彩色图像灰度化并放大之后,我们可以明显地看到电池片边缘的像素是呈阶梯状分布的,再经过二值化之后,该边缘的像素也会产生阶梯状的分布,这对使用模板匹配方法时是存在精度误差的。
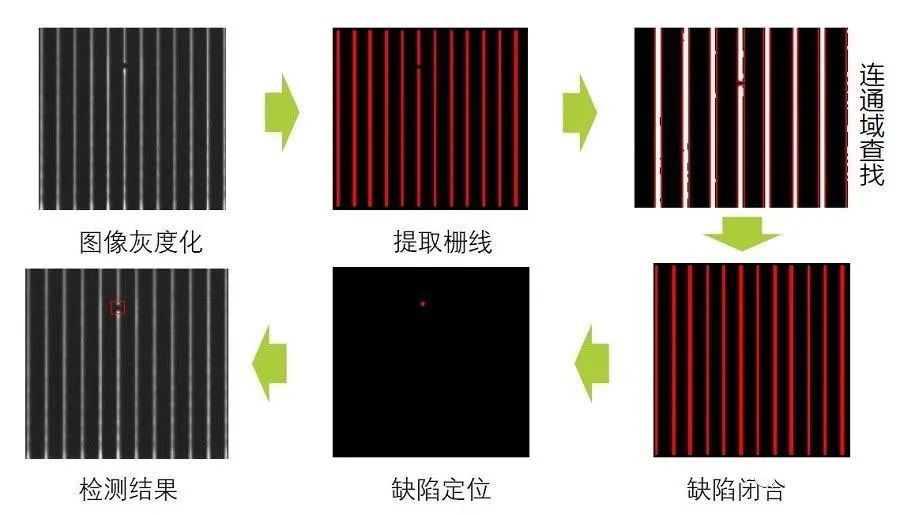
4.6 断栅缺陷检测
4.7 色彩偏差检测
1. 色彩偏差检测:主要分为识别和判定俩个阶段;
2. 识别:首先进行分区域扫描,灰度像素值之间差异较大区域为有缺陷区域;
3. 判定:对缺陷区域内的所有点进行灰度差分运算,如果某点所对应的差分值大于某一设定值,则将该点标记为缺陷点,当该区域内所有点测量结束后,缺陷点的数目大于预先按照要求设定的数目,则所有被标记点组成缺陷区域。
责任编辑:彭菁
-
AOI光学检测设备原理:自动光学检测如何识别外观缺陷?2026-02-11 1033
-
为什么说“AOI检测”是SMT焊接质量的把关者?2024-04-25 3175
-
8月AI实战:工业视觉缺陷检测 --基于tflite的yolov8模型优化和推理2023-09-13 2047
-
AOI颜色及其缺陷检测系统介绍2023-06-02 5615
-
季丰量产测试线设备——Wafer光学自动检测介绍2023-06-01 5340
-
AOI对电池片的外观缺陷和颜色分选2023-05-31 4411
-
AOI检测原理2023-05-25 10791
-
如何区分Java中的&和&&2023-02-24 3679
-
面板AOI检测之ROI自动提取算法解析2022-11-15 6765
-
表面检测市场案例,SMT缺陷检测2022-11-08 1585
-
AOI视觉检测是什么意思 能用来检测什么2021-11-09 14556
-
AOI能检测什么2019-04-28 10851
-
【VEML6040环境颜色检测试用申请】基于恩智浦颜色检测套件的图书馆书籍自动分类系统&织布厂布料自动分类系统2017-03-27 1650
-
AOI控制电路板质量2011-04-11 2400
全部0条评论

快来发表一下你的评论吧 !
