

回转窑小齿轮轴磨损严重,用这种方法在线紧急修复
描述
一、回转窑介绍
回转窑(旋窑)是一个有一定斜度的圆筒状物,斜度为3~3.5%,借助窑的转动来促进料在回转窑(旋窑)内搅拌,使料互相混合、接触进行反应。窑头喷煤燃烧产生大量的热,热量以火焰的辐射、热气的对流、窑砖(窑皮)传导等方式传给物料。物料依靠窑筒体的斜度及窑的转动在窑内向前运动。
回转窑是水泥厂的心脏设备,要求连续运转,且集低速、重载、高温、倾斜、粉尘环境等众多特点于一身,尤其是其主传动大小齿轮,受热膨胀影响大,更是设备管理的重中之重,一旦出现问题会给生产造成不可估量的损失。

二、企业存在的设备问题
该问题是某水泥企业回转窑小齿轮轴磨损,齿轮和轴采用键过盈配合的方式,小齿轮轴传动的扭矩较大,齿轮在运行过程中受到强大的啮合力(尤其在启停过程中),长期运转会导致轴头磨损、键槽损伤和轴承室的磨损,这次企业主要存在的问题是轴头键槽部位大面积的损坏,结构大面积的脱落,齿轮轴头也出现磨损,从而导致小齿轮的窜动,齿轮也出现了局部的啃伤,导致被迫停机进行更换维修,拆下设备查看情况如下图1.2。
1、键槽周围受力面基体脱落严重,主要部位在键槽的受力侧损坏严重,脱落面积400*140,最深处在32mm。其他面磨损在0.10mm左右。
2、探伤检测轴内部有裂纹,轴也出现了局部弯曲(机加工校正时发现)。企业也知道设备的严重性,但是又不能长时间的停机,备件现在也没有,因为轴已经失去了本身的强度要求和精度,已经到了报废的程度了,企业也深知杜明,修复起来能坚持到新的配件来。

ж设备参数:
回转窑型号:Φ5.0*70 齿轮轴直径:320
长度:420 转速:40转/分
工作温度:40℃--60℃ 润滑方式:浸入式流体润滑脂润滑。
磨损情况:主要部位在键槽的受力侧损坏严重,脱落面积400*140,最深处在32mm。其他面磨损在0.10mm左右,键槽损坏。
三、小齿轮轴磨损的修复方法
A、传统修复工艺:国内针对轴类磨损一般采用的是补焊、镶轴套、打麻点等,如果停机时间短又有备件,一般会采用更换新轴。补焊机加工工艺本身容易使轴表面局部产生热应力,造成断轴的隐患,而且补焊机加工工艺需要花费大量的人力和时间对设备进行拆卸、运输和安装,其修复时间较长,综合修复费用高,长期的停机停产也将给企业造成大量的经济损失。襄轴套、打麻点修复工艺存在配合面是点接触问题,不是面接触,给设备长期安全运行留下隐患。
B、福世蓝修复工艺:根据不同磨损情况采用不同修复方案。利用高分子复合材料现场对磨损部位进行修复,在保证修复精度和满足安装要求的基础上,无需对设备进行大量拆卸,修复周期短,一般8-12小时内完成修复和安装工作。福世蓝修复工艺的修复费用较传统修复工艺低,一般根据轴承位的磨损量来核算高分子复合材料的用量,进而核算修复成本。
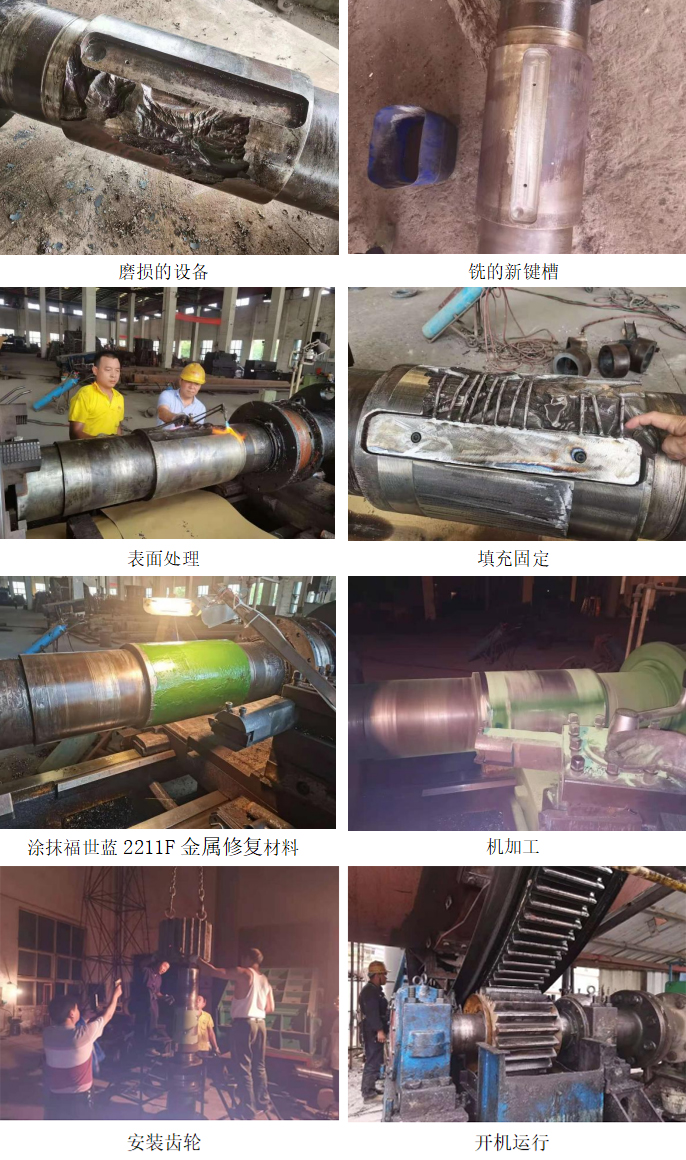
四、小齿轮轴磨损的修复步骤
1、拆卸齿轮,对磨损的轴进行清理,在铣床上重新开键槽;
2、车床上固定并找正,气割枪充分烤油,直至无火星为止,然后无水乙醇清洗表面;
3、首先现场测量轴的实际尺寸,再次确认单边磨损尺寸;
4、预车一刀,单边预车量0.8mm,(根据现场磨损情况确定预车量,如果磨损较深,预车量适当加大)确保露出金属原色;
5、表面清洗,使用无水乙醇(99.7%)或丙酮清洗表面,确保表面干净,干燥、结实;
6、调和福世蓝2211F金属修复材料,直至无色差;(调和比例严格按照产品包装罐标注比例);
7、轴在低速旋转的状态下涂抹2211F金属修复材料,分多次涂抹,材料厚度要大于轴的基准尺寸,预留出加工余量;(加工余量至少1mm以上);
8、涂抹材料后,使轴保持在低速旋转状态下自然固化或者碘钨灯辅助加热固化;(碘钨灯烘烤距离至少保持40cm);
9、材料固化后,机加工出轴的基准尺寸,过盈量适当增加0.02-0.03mm,轴头倒角(能用磨床加工出尺寸最好;严格按照轴孔配合公差标准来控制最后轴的基准尺寸,根据情况合理选择车削走刀工艺、粗车、精车);
10、机加工修复完成后,测量轴径尺寸,合格后热装齿轮。
- 相关推荐
- 热点推荐
- 回转窑
-
球磨机小齿轮轴承位磨损快速维修方案的介绍2021-04-08 1170
-
扬式吊机出现齿轮轴磨损的修复方法2021-05-17 1129
-
球磨机轴承位磨损如何修复2021-05-20 1109
-
球磨机小齿轮轴磨损如何修复2021-06-15 1377
-
回转窑减速机轴承室磨损的修复步骤2021-06-18 1332
-
回转窑液压挡轮轴头磨损原因及修复方法2021-07-13 1269
-
如何修复球磨机小齿轮轴磨损问题2021-09-26 1101
-
修复烧结机齿轮轴磨损的修复方法2022-04-01 721
-
球磨机小齿轮轴磨损严重是怎么解决2022-12-12 804
-
小齿轮轴轴承位磨损修复,设备专工精准施策,维修事半功倍!2023-05-30 1739
-
用最简单的修复方式修复齿轮轴和键槽滚键磨损2024-01-02 535
-
如何修复球磨机齿轮轴磨损2024-01-10 518
-
球磨机齿轮轴磨损如何修复2024-02-02 439
-
修复球磨机齿轮轴磨损的工艺流程2024-02-03 572
-
激光焊接技术在焊接微小齿轮轴的工艺流程2025-05-07 985
全部0条评论

快来发表一下你的评论吧 !
