

石灰窑预热段隔热保温用哪种方法?传统外部保温和纳米保温涂料的对比
描述
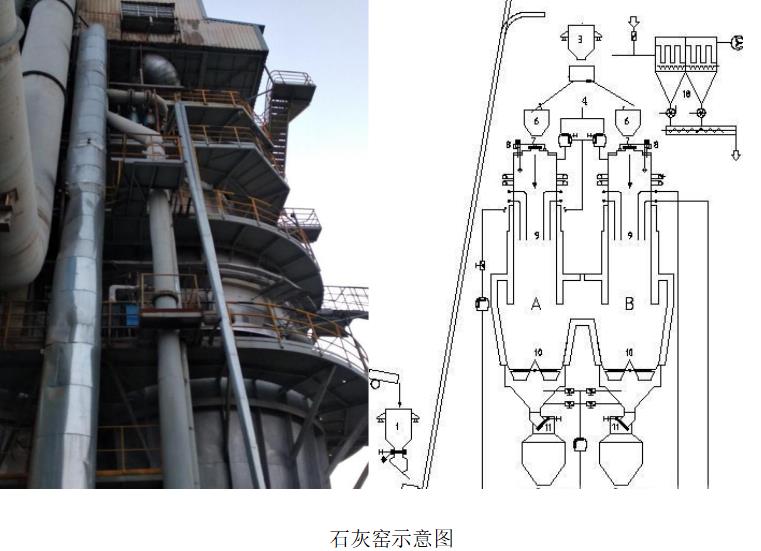
1、设备概况
石灰窑是水泥行业、钢铁行业、氧化铝行业等大型工业企业常见设备。按燃料分有混烧窑,即烧固体燃料,焦炭、焦粉、煤等和气烧窑。气烧窑包括烧高炉煤气、焦炉煤气、电石尾气、发生炉煤气、天然气等。按窑形分有竖窑、回转窑、套筒窑、西德维马斯特窑、麦尔兹窑(瑞士)、弗卡斯窑(意大利)等。同时又有正压操作窑和负压操作窑之分。
石灰窑主要由窑体、上料装置、布料装置、燃烧装置、卸灰装置、电器、仪表控制装置、除尘装置等组成。不同形式的石灰窑,它的结构形式和煅烧形式有所区别,工艺流程基本相同,它的工艺过程为,石灰石和燃料装入石灰窑(若气体燃料经管道和燃烧器送入)预热后到850℃开始分解,到1200℃完成煅烧,再经冷却后,卸出窑外,即完成生石灰产品的生产。不同的窑形有不同的预热、煅烧、冷却和卸灰方式。
2、设备问题分析
石灰石在石灰窑内煅烧时,沿窑体由上而下按高度可分为预热、煅烧、冷却三段,预热段与下段交界处的温度约850-900℃,煅烧段约占窑体高度的一半,根据杂质等含量控制煅烧温度,一半碳酸钙含量高时控制在1150-1200℃,与下段交界处的温度约800-850℃,冷却段在窑体下部。为避免热量大量散失窑体内一般内衬耐火砖等保温产品,但在长期高温作用下其稳定性、重烧收缩性、耐磨性及机械强度会受到影响而降低,特别是石灰石杂质过高时,常常结瘤子现象严重影响耐火砖寿命,由于内部耐火砖的损伤及耐火砖本身隔热不彻底,热量依然会传递至外部,窑体预热段、煅烧段基材依然有100-200℃高温,不仅造成大量热量的流失造成能量的损耗,同时由于窑体基材一直处于高温状态且与外部空气直接接触,长时间受空气、雨水冲刷及高温环境极易造成基材腐蚀出现渗漏,造成煤气泄露,严重危害工作人员健康。
针对此情况的发生需要在窑体预热段及煅烧段增加保温,一方面进一步减少热量散失,起到节能降耗作用;一方面可以避免雨水、空气直接腐蚀金属,提高窑体使用寿命,改善工人工作环境。
3、纳米保温涂料优势分析与传统修复保温技术的对比
传统外部保温技术:
一般是在窑体外部增加岩棉保温层,再在其外部增加薄铁皮进行包裹。传统保温保护层面临的问题主要有以下几点:
1)易生锈:传统保温材料外部包裹铁皮在潮湿的坏境中极易被腐蚀;
2)密封效果差:传统保温材料外部薄铁皮一般采取铆接的方式,接缝无法完全密封常常暴露在自然环境中。特别在雨雪天气,水份很容易进入到保温材料内部损伤保温材料,严重时导致保温材料失效,同时空气和水份的进入也会导致保温层下的基材腐蚀;
3)更换周期长:传统保温材料维修和更换工作量大、周期长,且岩棉施工时极易刺激人体皮肤,漂浮空中的细小颗粒易对肺部造成损伤。
福世蓝纳米保温涂料:
是以气凝胶粉体和其他高性能隔热添加剂为基础制备的一种单组分新型环保纳米水性浆料,是通过低导热系数和高热阻来实现隔热保温的一种涂料。其低导热起到了高效的隔热保温作用,降低热损失,避免能源损失。它能够节约能源,减少排放,降低企业成本,增加效益,更有效提高企业形象及责任,更多回馈于社会。作为一种新型环保水基涂料,其绿色环保、安全稳定符合新时代工业发展的要求,其施工简单操作方便更易推广实施,使科技更便捷的服务于社会。
福世蓝纳米保温涂料产品特点
1)低热传导率:纳米保温涂料的热传导率仅为0.038~0.045 W(/ m·K),通过极低的导热系数使物体表面更接近空气温度,减少热损失,涂料表面温度可降低50%以上;
2)高附着力:可与基材紧密贴合,解决了传统保温材料不能与基材紧密结合的缺点;
3)水基材料:水性体现,无毒,无污染;
4)低密度:纳米保温涂料密度仅为0.40~0.55kg /L,同等体积情况下重量更轻;
5)耐水、耐盐雾:耐水、耐盐雾试验1000h,产品性能无任何影响;
6)便于施工:根据设备情况该保温涂料可选择喷涂、刷涂、刮涂等方式,尤其针对一些异型设备有着明显的施工优势。
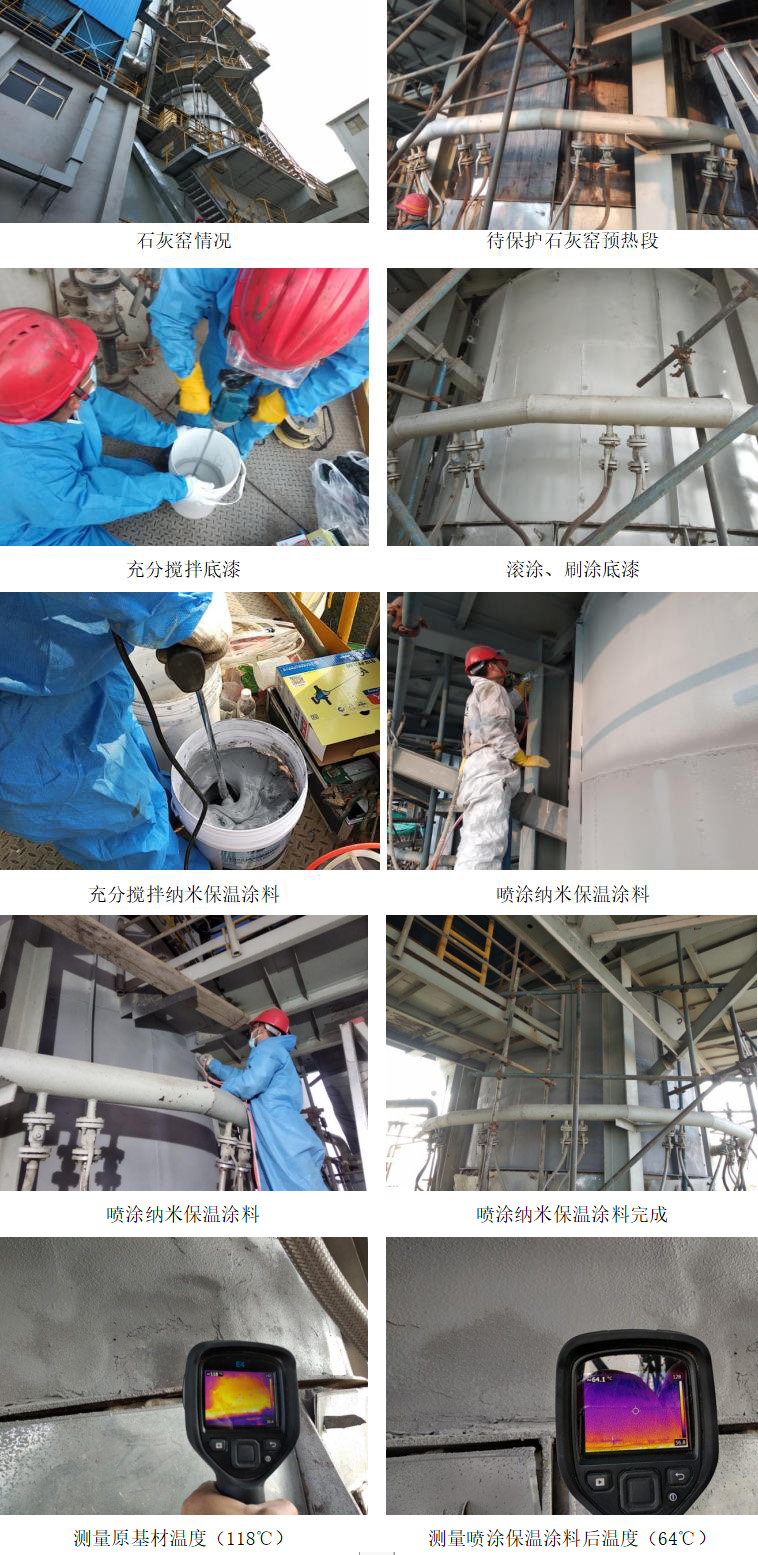
4、纳米保温涂料施工工艺
1)表面处理:施工前基材要确保干净、干燥、结实,表面无油污、灰尘,以提高产品附着力。
针对不锈钢、铝合金基材在施工前需要对基材进行除灰和除油处理,清洗步骤为首先使用压缩空气对基材进行吹扫以除去表面浮灰,再使用湿毛巾将基材表面擦拭干净,确保基材表面不能留有任何油脂和灰尘杂质;
针对碳钢和铸铁等基材,需要使用防锈底漆对基材进行防锈保护,若基材原防锈底漆完好使用压缩空气对基材进行吹扫以除去表面浮灰,再使用湿毛巾将基材表面擦拭干净,确保基材表面不能留有任何油脂和灰尘杂质即可。若基材原防锈漆已经损坏,基材已经生锈,需使用磨光机打磨待保护表面,直至露出金属原色,使用压缩空气吹扫浮尘后刷涂、滚涂、喷涂(任选其中一种方式)防锈底漆。
2)搅拌涂料:纳米保温涂料可以根据现场施工环境和施工工艺使用清水进行稀释,稀释后使用搅拌器配合双螺旋搅拌杆进行充分搅拌,一般建议刮涂的稀释率为0~5%,喷涂施工稀释率为5%~10%。
3)刮涂或喷涂涂料:施工时基材温度介于15-85℃之间,首先刮涂或喷涂薄薄一层进行打底,待涂料表干后继续进行刮涂或喷涂直至符合厚度要求,涂料厚度可根据现场需求进行调整。
5、纳米保温涂料应用图片信息
-
保温砖导热系数的测定方法2025-02-10 1585
-
纸机烘缸端面隔热保温,用哪种技术可以取得更好的效果?2024-08-19 1498
-
如何选择适合的动力电池包保温隔热材料?2023-12-08 5714
-
制药企业罐体保温隔热涂层的正确使用方法2022-09-19 2008
-
雷达物位计在石灰窑生产中的应用2022-04-18 1693
-
如何知道保温杯盖的防水性能2021-06-15 1568
-
热流传感器HF-10S和MF-180在建筑墙体保温性能测试中的应用2020-04-26 3489
-
电热水壶保温会耗电吗 自动保温电热壶电路图解析2018-08-28 65572
-
服装保温性能的测试,服装选购要点2017-12-13 4989
-
丰田通商试销采用SiO2纳米粒子的窗用保温隔热薄膜2011-10-12 1570
-
保温电饭锅电路原理2011-06-05 11106
-
[原创]2010年伊拉克重建展|通风材料|防水材料|保温材料|隔热材料|水处理|2010-05-11 2086
-
[原创]仪器仪表冬季保温、防冻措施2010-03-16 2773
-
电子保温电饭锅不保温故障修理2009-08-31 8845
全部0条评论

快来发表一下你的评论吧 !
