

【轴类在线修复】结晶机轴轴承位磨损在线修复
描述
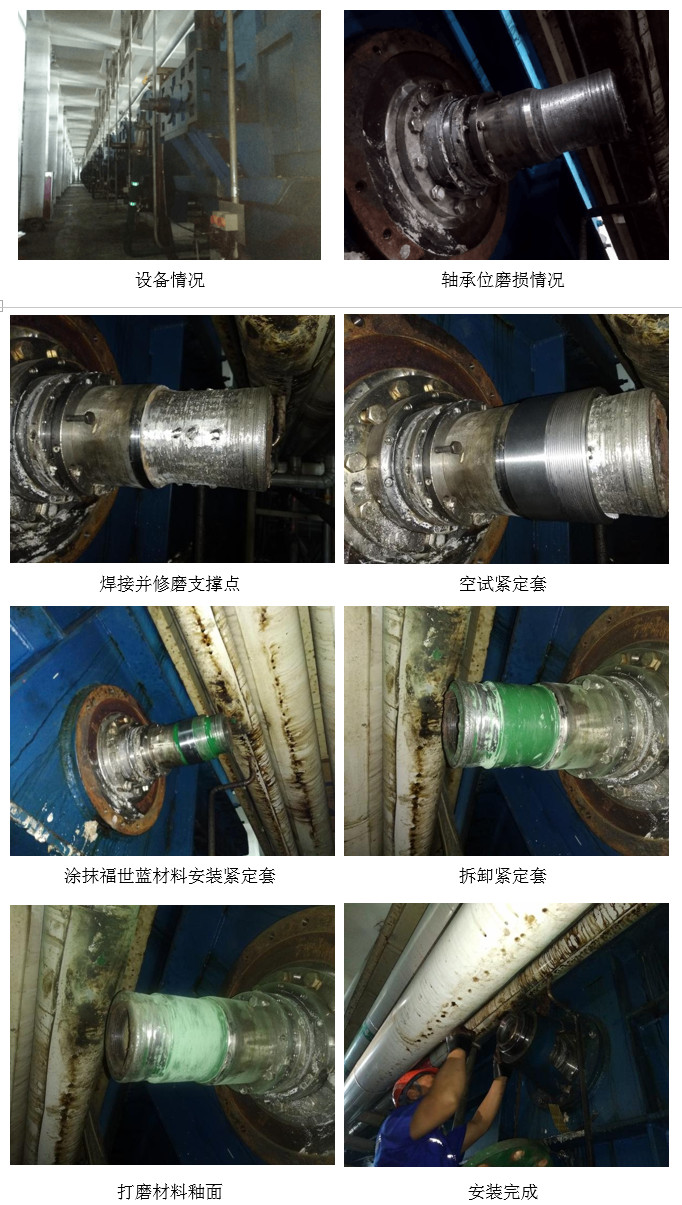
结晶机轴承位单边磨损
2021年06月,我司技术人员前往山东一结晶厂,针对结晶机非减速机侧轴承位进行在线修复工作。该设备约1分钟45秒转动一圈,轴承位直径φ125mm,宽度85mm,单边磨损量约4mm,采用紧定套配合。
补焊后机加工、热喷涂还是电刷镀?
针对上述问题,如果采用传统修复方法如堆焊后机加工、热喷涂和电刷镀等手段来修复,花费时间均较长而且均存在一定弊端:无论是堆焊后机加工还是热喷涂方式,都避免不了热应力无法消除的现象,易造成材质损伤,导致部件出现弯曲或断裂;电刷镀则受涂层厚度限制,容易剥落,且以上几种方法都是用金属修复金属,无法改变“硬对硬”的配合关系,在各力综合作用下,仍会造成再次磨损。
有没有更好的结晶机轴承位修复方法?
采用高分子复合材料修复,不仅能够很好的缓冲和抵抗机械运转过程中受到的综合机械力,而且可以更好的保证轴承位及轴承之间的100%面配合,并且可以在现场进行在线修复,极大的缩短修复时间。综合现场情况,企业决定采用福世蓝焊接支撑点配合高分子复合材料工艺进行修复。
详细工艺如下:
1、表面处理:使用氧气乙炔火焰炙烤结晶机待修复表面并使用磨光机打磨轴承位表面,直至露出金属原色;
2、焊接支撑点:在轴承位表面均匀画线,支撑点沿线焊接,高度略高于单边磨损量;
3、修磨支撑点高度并空试:以样板尺为基准,使用磨光机打磨支撑点,使其高度与单边磨损尺寸一致,并空试紧定套;
4、清洗表面:使用无水乙醇清洗轴承位表面和紧定套内圈表面,紧定套内圈表面涂刷803脱模剂;
5、涂抹材料:计算福世蓝高分子复合材料2211F用量并充分调和均匀后涂抹材料,建议首先用手直接涂抹,保证高分子材料的填充效果,然后用刮板均匀涂抹,厚度略高于支撑点高度,快速安装紧定套;
6、拆卸紧定套:待材料固化后拆除紧定套,并去除多余材料、打磨材料釉面;
7、涂抹第二遍材料:再次调和少量高分子材料涂抹薄薄一层;
8、安装紧定套及轴承:快速安装紧定套及轴承,整个安装紧固过程控制在30-40分钟之内。紧固过程中需多次测量轴承游隙直至符合工作游隙。
- 相关推荐
- 热点推荐
-
探究在线修复管束机轴承位磨损的全过程2021-12-20 976
-
在线修复立磨选粉机轴承位磨损的解决方案2022-03-04 817
-
风机轴承位磨损了怎么办?能在线修复么?2022-06-28 917
-
在线螺旋上料器轴承位磨损的修复方式2022-07-06 826
-
斗轮机轴承位磨损在线修复项目报告2022-07-11 763
-
电机轴承位磨损的修复方法2022-08-12 1197
-
现场在线修复斗轮机轴承位磨损的解决方案2022-10-24 723
-
辊压机轴承位磨损在线快速修复方法2022-10-25 879
-
粗轧电机轴承位磨损能否在线修复2023-03-09 630
-
可靠的引风机轴承位磨损在线修复技术2023-04-03 631
-
风机轴承位磨损的修复2023-04-04 681
-
提升机轴承位磨损如何修复2023-04-20 758
-
机轴承位磨损的修复技术介绍2023-05-23 613
-
关于电机轴承位磨损的修复2023-06-19 624
-
提升机轴承位磨损在线修复技术2023-08-04 1440
全部0条评论

快来发表一下你的评论吧 !
