

辊压机轴磨损还得靠专业的维修技术
描述
一、辊压机的工作原理:
辊压机是根据料床粉磨原理设计而成,其主要特征是:高压、满速、满料、料床粉碎。辊压机由两个相向同步转动的挤压辊组成,一个为固定辊,一个为活动辊。物料从两辊上方给入,被挤压辊连续带入辊间,受到100-150MPa的高压作用后,变成密实的料饼从机下排出。排出的料饼,除含有一定比例的细粒成品外。在非成品颗粒的内部,产生大量裂纹,改善了物料的易磨性,且在进一步粉碎过程中,可较大地降低粉磨能耗。
二、辊压机轴磨损实际案例介绍:
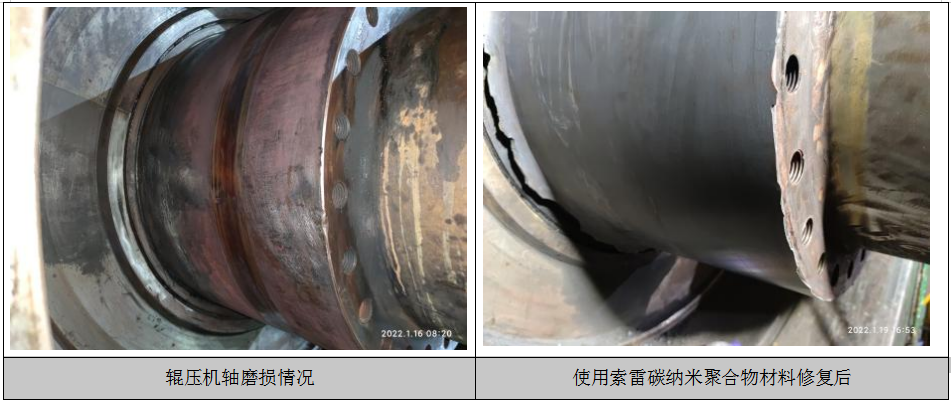
某企业的辊压机动辊支撑侧轴承位磨损严重,轴径Ф750mm,轴承型号232/750CAKFI/W33/C3,磨损深度局部可见明显坑洞,磨损宽度148mm(如下图所示)。

三、辊压机轴磨损维修技术:
针对辊压机轴磨损传统修复方法往往采用补焊、刷镀、喷涂等工艺进行离线修复,直接的影响就是停机时间长、综合费用高、劳动强度大。索雷碳纳米聚合物材料修复法实现了在线修复,该技术可免拆卸免机加工修复,既无补焊热应力影响,修复厚度也不受限制,同时产品所具有的金属材料不具备的退让性,可吸收设备的冲击振动,避免再次磨损的可能,并大大延长设备部件的使用寿命。 具体的步骤如下:
1.加热轴承位,后使用磨光机将轴承位磨损处进行打磨处理,显露出金属原色;
2.使用无水乙醇将轴承位打磨处擦拭干净,晾干;
3.按比例调和SD7101H材料,调和均匀无色差;
5.涂抹SD7101H材料,涂敷于修复轴承位;
6.加热轴承位,等待材料固化;
7.回装轴承,固定紧固轴承,调节至合适的轴承游隙范围内,后对角把紧螺栓,完成修复。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
- 相关推荐
- 热点推荐
-
辊压机轴头磨损如何修复2021-05-26 1008
-
辊压机轴承位磨损原因及修复方法2021-06-09 1452
-
辊压机轴承位磨损如何修复2021-07-28 1117
-
如何修复辊压机轴磨损问题2021-08-12 990
-
辊压机轴磨损修复教程2022-01-13 894
-
大型辊压机轴磨损能不能现场维修?2022-06-23 779
-
辊压机轴承位的维修方法2022-08-02 720
-
辊压机轴径磨损的修复方法2022-08-16 767
-
辊压机轴封磨损的维修方法2022-09-14 634
-
在线维修辊压机轴磨损怎么操作2022-11-08 703
-
辊压机轴磨损要求24小时开机,记录一次紧急的修复过程2022-10-24 1768
-
修复辊压机轴承位磨损的过程2024-01-03 692
-
修复辊压机轴磨损步骤2024-01-26 630
-
辊压机轴磨损是如何修复的2024-02-18 514
-
辊压机轴磨损了如何维修2024-03-05 462
全部0条评论

快来发表一下你的评论吧 !
