

轧机牌坊磨损修复为什么使用高分子复合材料,看过详实的数据支撑你就明白
描述
一、高分子复合材料是什么
高分子复合材料是高分子材料和另外不同组成、不同形状、不同性质的物质复合粘结而成的多相材料。高分子复合材料最大优点是博各种材料之长,如高强度、质轻、耐温、耐腐蚀、绝热、绝缘等性质,根据应用目的,选取高分子材料和其他具有特殊性质的材料,制成满足需要的复合材料。本文重点分析工业修复用高分子复合材料,以下数据以福世蓝®2211F型号作为测试材料。
二、高分子复合材料物理及化学性能
高分子复合材料物理数据:

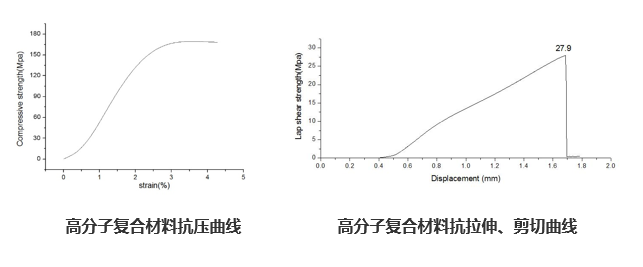
高分子复合材料性能曲线:
高分子复合材料化学数据:
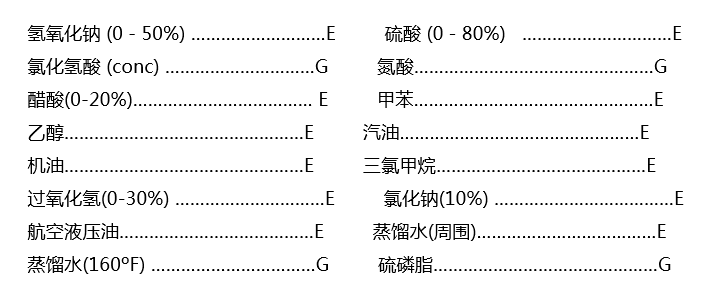
E = 极好 (可以长期浸泡) G = 好 (可以偶尔洒上,但是要清除) NR = 不推荐 (不能沾,材料会受到损害)
注:2211F可以抗多种无机酸、有机酸、醇类、碱类、盐类、脂类、烃类,还可以抗各种气体和动植物油类
三、高分子复合材料技术修复轧机牌坊物理性能评估
轧机牌坊立柱的横截面尺寸是根据轧线轧制需求强度设计的,因此热轧线的大小决定了牌坊机架的材质、进而决定了牌坊的横截面积。因此随着不同轧线轧制区域不同的轧机,其机架横截面积也不同。轧制力越大机架横截面积也越大,反之越小。当牌坊出现磨损时牌坊横截面积变小,导致轧机强度、刚度下降。使用高分子复合材料技术进行牌坊修复时,根据轧线的大小的不同,所以其横截面尺寸的大小也不同,因此使用材料修复后的抗压强度也不同。
四、高分子复合材料技术修复轧机牌坊物理性能评估
以下按照2032轧线粗轧机牌坊底板修复为例,计算使用高分子复合材料技术及进行修复后的牌坊各项数据:2030粗轧机底面尺寸为:1092*698mm,单机架轧制力为36000KN。
轧制力在我国习惯称为轧制压力或轧制总压力,通常把轧件作用于轧辊上(作用力与反作用力)并通过AGC调整缸或轧机底板传递给机架的力称为轧制力,P = p1 + p2。
此二力大小相等,方向相反作用在一条直线上,即机架的外载荷是对称的。这时机架没有倾翻力矩,机架底座不受力,严格说来,由于两轧辊直径和速度的差别,轧制速度的变化,和咬入时冲击而引起的惯性力使轧制力作用于横梁的方向不是垂直的,不过水平分力之值相对垂直力部,一般都不大,因而在进行机架设计时通常可以忽略不计。
●根据轧制力公式P = p1 + p2,轧机单机架轧制力为36000KN,单机架底板位置受力为:
P2=P÷2=36000÷2=18000KN
●根据底板面积698×1092mm。修复厚度1mm计算,修复后的抗压强度为:
69.8cm×109.2cm×1600kg/cm²=12195456kg=12196t=119521KN
●抗弯曲强度为:
69.8cm×109.2cm×766kg/cm²=5838575kg
●抗拉强度为:
69.8cm×109.2cm×145kg/cm²=1105213kg
●粘着力为:
69.8cm×109.2cm×275kg/cm²=2096094kg
●按照修复厚度1mm,在0-100℃的温差变化的情况下膨胀量为:
35.6×10 -6 ×1mm×100℃=0.00356mm
五、应用福世蓝高分子复合材料修复轧机牌坊的部分案例
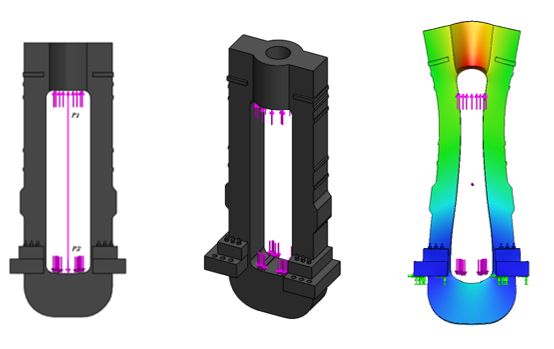
案例一: CSP轧线F3轧机牌坊工作辊区域磨损修复案例
某钢铁企业CSP薄板坯连铸连轧车间F3轧机出现轧机牌坊磨损问题,该轧线F3轧机牌坊与操作侧出口弯辊缸配合面、传动侧出口弯辊缸与衬板配合面共计2个配合面出现磨损腐蚀情况,磨损量约3mm。

案例二:1700热连轧轧机(粗轧)牌坊与机架辊配合面磨损修复案例

案例三:1580热连轧轧机(粗轧)牌坊与下支撑板配合面磨损修复案例
某钢铁企业1580车间粗轧机下支撑辊衬板安装面出现磨损情况,磨损量在3-5mm左右,使用高分子复合材料技术仅用18小时就完成了下支撑区域四个衬板安装面的修复工作。

案例四:CSP薄板坯连铸连轧生产线F2轧机牌坊与上下支撑、工作辊衬板配合面磨损修复
某钢铁企业CSP薄板坯连铸连轧车间F2轧机出现轧机牌坊磨损问题,该轧线F2轧机牌坊与上下支撑辊衬板、上下工作辊衬板共计12个配合面出现磨损腐蚀情况,上下支撑辊衬板与牌坊配合面磨损量约0.8mm,上下工作辊衬板与牌坊配合面磨损量约1mm左右。

案例五:1750粗轧机牌坊底面磨损修复
某1750轧线粗轧机出现牌坊底面磨损情况,观察其损坏情况为牌坊底面磨损,最大处为传动侧,最大磨损量25mm(与设计标高对比),且操作侧与传动侧现标高差值近13mm,且紧固螺栓全部断裂。牌坊底面尺寸为1360*820mm,原始设计底面平面度为0.2mm,两侧标高差≤0.5mm。牌坊底面磨损腐蚀现状已经远远超出原设计公差要求。对牌坊的刚度及水平值已经产生恶劣影响,导致钢坯在轧制过程中频繁出现跑偏及堆钢现象,加大了精轧机的轧制难度。

- 相关推荐
- 热点推荐
-
无需大范围拆卸,快速恢复钢铁轧机牌坊窗口精度2024-11-11 1497
-
搪瓷釜脱瓷严重漏介质,用高分子复合材料轻松修补2024-07-31 1509
-
修复轧机牌坊、底板磨损,真的这么快?修复后表面100%面配合,延长设备使用寿命2024-04-23 1497
-
轧机牌坊磨损是如何修复的2024-02-29 472
-
轧机牌坊磨损的修复2024-02-26 501
-
轧机牌坊磨损如何修复2024-02-25 519
-
钢铁企业4300轧机牌坊磨损,24小时快速在线修复完成2024-01-15 1258
-
精轧机AGC油缸与牌坊配合面出现磨损?为你详细解析如何快速修复2024-01-02 1257
-
走进维修现场:高分子复合材料在车载储罐防腐保护应用,有效延长储罐的使用寿命2023-11-20 1390
-
「经验分享」高分子复合材料技术在换热器管板防腐补强上的应用2022-09-08 1809
-
高分子材料在线修复锂膜牵引机传动轴磨损,化腐朽为神奇,这种方法您了解吗?2022-05-30 1387
-
什么材料可以修复轧机牌坊衬板安装位磨损?2022-05-05 668
-
【轧机专业修复】冷轧机主减速机轴承室修复技术报告2022-02-16 1564
-
维修不再等待!宽厚板轧机牌坊配合面磨损现场快速修复2021-07-20 1384
全部0条评论

快来发表一下你的评论吧 !
