

工艺升级之钣金设计在激光焊接箱体结构中的作用
描述

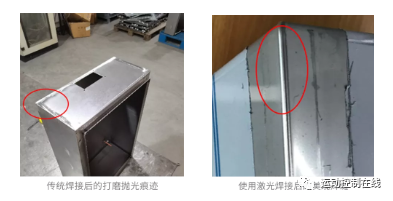
在应用工程师过往的工作中,也接触过类似的样件,而且我们也特别针对氩弧焊、气保焊等传统焊接和激光焊做过工艺优势的对比。
工艺升级
钣金设计在激光焊接
具有翻边45°斜接接口箱体结构中的应用
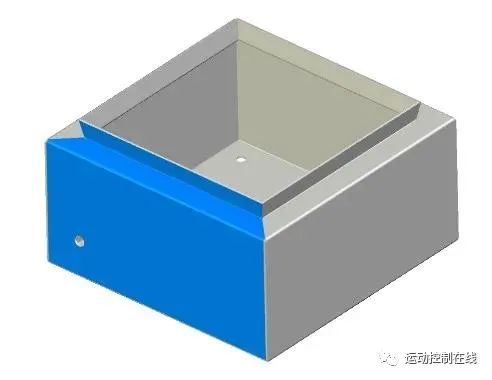
样件示意图
对箱体结构搭边量的优化
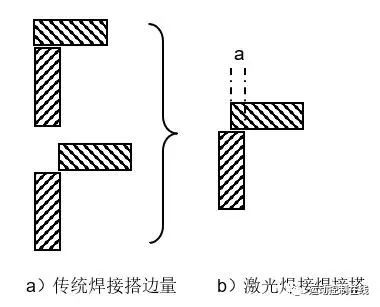
图2 角焊缝搭边量改进
如图2、3所示,其中,t为板厚,a为搭接量占板厚的百分比,b为激光中心在板断面的位置,α为激光倾角。
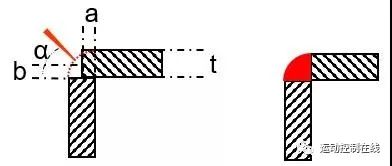
图3 激光焊接搭边量
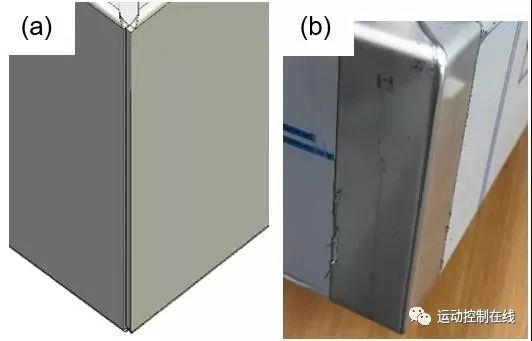
图4 搭边量优化示意图及实际激光焊接效果
通过激光焊接系统自动调焦系统精确设置离焦量为10.00mm,调焦精度为0.01mm。通过高倍CCD相机精确定位b值,可以实现在不填加焊丝的情况下得到圆润的激光焊缝,如图4b所示。该搭边量优化方案适用于3mm及以下厚度,其中a、b、α值由t值决定。
边角释放槽的设计
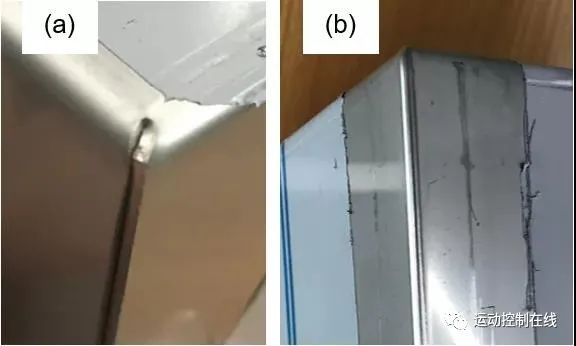
在传统焊接过程中,一般采用矩形或圆形边角释放槽。但该类型边角释放槽,在进行激光焊接时极易造成焊穿或不饱满的情况。
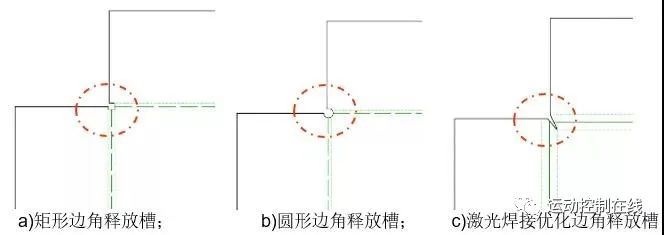
图5 边角释放槽示意图

图6 边角释放槽激光焊接设计示意图
通过调用激光焊接边角释放槽工艺块,对产品结构进行优化。在激光焊接后,可以得到非常饱满、圆润的焊接效果,几乎不需要二次处理,极大的减少了后续加工的时间,如图7所示。
a)焊接前 b)焊接后
图7 边角释放槽实际激光焊接效果
翻边45°斜接接口的设计
在焊接不锈钢箱体结构中,由于折弯变形量的存在,在翻边45°斜接接口位置很难闭合紧密,如图8,A处所示,采用激光焊接极难处理。因此,该接口的设计将直接影响到箱体结构的焊接质量。同时在B处也会存在较大的孔隙,直接激光焊接很难处理。
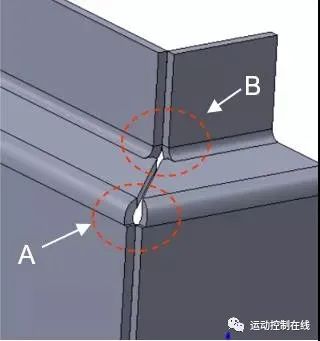
图8 优化前结构示意图、
对于该种情况,本文对箱体结构进行了优化。在设计时将台阶面部分金属进行切除,再延伸出两个小台阶面,如图9a所示,之后在展开时,以其端面为基准,将先前切除部分补齐,如图9b、9c所示。在图8中B处,做两个台阶面交错延伸,以增加金属补偿量,弥补在此处产生的孔隙,如图9d所示。
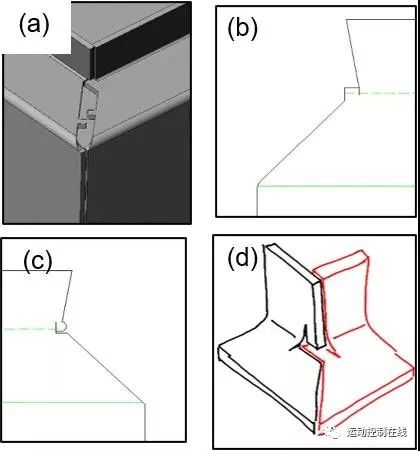
图9 翻边45°斜角接口钣金设计示意图
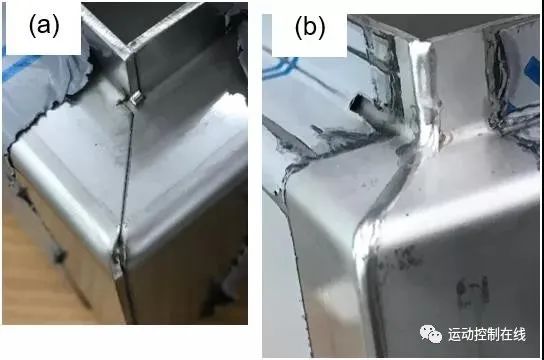
图10 翻边45°斜角接口激光焊接效果
图10为实际激光焊接之后的效果。由图10a可以看到在接口处闭合紧密,完全满足激光焊接工艺要求。焊缝表面美观,过渡自然,无凹陷、焊穿等现象。
DMC640MH优点:
工作过程中,如焊接点线位时,我们可对激光器输出的激光功率进行有效的控制,根据每个焊接点的特性控制不同焊点时匹配的激光功率,从而保证激光焊接质量,避免出现PCB板烧板或虚焊现象。
预送锡焊接工艺,降低上锡难度,提升上锡准确率,解决焊料多寡一致性问题。

- 相关推荐
- 热点推荐
- 激光
-
数控冲剪复合机床在钣金加工工艺中的应用2009-05-08 1406
-
科尔摩根钣金激光切割解决方案的核心优势2020-03-13 2903
-
光纤激光焊接机在钣金机箱设计和加工中的应用2020-09-27 3036
-
钣金产品设计及工艺设计广泛应用于机械设备领域2021-05-27 3702
-
激光焊接技术在焊接耳鼻喉镜的工艺应用2024-06-13 1032
-
激光焊接技术在焊接涡轮风扇工艺中的特点2025-05-19 1009
-
激光焊接技术在焊接吹胀板工艺中的应用2025-07-16 830
-
激光焊接技术在焊接水表工艺中的应用2025-08-13 1053
-
激光焊接技术在焊接制冷配件工艺中的应用2025-09-09 1041
-
激光焊接技术在焊接多层线圈弹簧工艺中的应用2025-09-28 845
-
激光焊接技术在焊接加强筋工艺中的应用2025-10-31 1207
-
激光焊接技术在焊接咖啡罐工艺中的应用2025-11-12 673
-
激光焊接技术在焊接风机阀门工艺中的应用2025-12-08 605
-
激光焊接技术在焊接马蹄脚工艺中的应用2025-12-10 835
全部0条评论

快来发表一下你的评论吧 !
