

离心风机轴承跑内圈是怎么回事
描述
离心风机是依靠输入的机械能,提高气体压力并排送气体的机械,它是一种从动的流体机械。许多企业都有风机这种设备,而每个企业也都会遇到风机的轴承跑内圈问题。
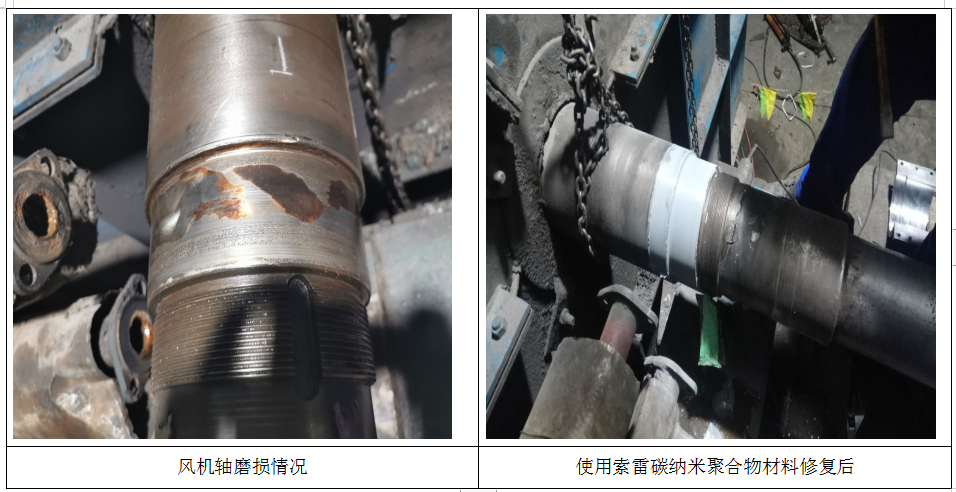
某企业的离心式风机轴轴承位磨损修复,磨损0.25mm左右,因轴承抱死,致使轴承跑内圈磨损轴承位。

造成轴承跑内圈的原因是:
1.轴承与轴配合的过盈量大小是与栽荷大小相适应的,如果过盈量不足,将导致轴承与轴颈之间的摩擦力不足而跑内圈;
2.轴的定位不好,导致轴在轴向的较大窜动,引起轴承跑内圈;
3.轴承的轴向固定方式不合理,或者,轴承的内圈与轴肩轴向不紧固。
轴承跑内圈的维修方法:
虽然针对轴承跑内圈的故障,有许多维修的方法,但现在有效的方法就是采用索雷碳纳米聚合物材料技术,该技术从本质上区别于传统修复工艺,该材料修复轴类磨损讲究的是综合力学性能,材料不具有金属疲劳的特性,完全可以满足各种轴类运行压力和强度需求。另外该材料由于是膏状,所以修复后可以完全做到100%的面配合,避免了间隙的产生。具体的步骤如下:
(1)测量风机轴轴承位磨损的尺寸进行加工工装;
(2)对加工出来的工装进行测量保证工装加工尺寸精度;
(3)使用氧气乙炔对轴承位磨损表面进行烤油碳化处理;
(4)使用角磨机对受损面进行打磨,直至漏出金属原色并表面粗糙;
(5)使用无水乙醇进行清洁;
(6)将SD7000脱模剂均匀涂抹至工装内表面与螺栓螺栓孔处;
(7)调和碳纳米聚合物材料SD7101H至无色差;
(8)将已调和好的材料反复刮压涂抹至轴承位磨损表面并使表面高出基准面;
(9)迅速将工装夹持到位并紧固好螺栓并对工装进行加热快速固化;
(10)拆卸工装打磨去除多余材料;
(11)热装轴承(注意保持架材质);
(12)开始安装轴承,轴承位修复完毕。
- 相关推荐
- 热点推荐
- 风机
-
轴承跑内圈会带来什么后果,我们该如何处理2021-03-29 5499
-
破碎机轴承跑内圈如何解决2021-05-11 1439
-
除尘风机轴承箱磨损的修复案例2021-07-03 1504
-
离心风机轴承跑内圈原因及解决方法2021-07-09 2245
-
如何解决破碎机轴承跑内圈问题2021-09-10 1048
-
风力发电机轴承跑内圈的原因及处理2021-10-18 2426
-
风机轴承烧结导致轴承位磨损怎么办?2022-05-31 770
-
电动机轴承跑内圈怎么处理?2022-06-16 828
-
篦冷机轴承跑内圈问题该如何解决2022-07-23 594
-
轴承跑内圈是什么意思?怎么处理?2022-07-27 770
-
风机轴承位磨损了怎么办2023-03-21 682
-
离心式高温风机轴承位磨损了该怎么办2023-04-10 647
-
碎煤机轴承跑内圈怎么回事?2023-05-26 541
-
如何修复烘缸轴承跑内圈2024-01-24 535
-
造成破碎机轴承跑内圈的原因2024-02-28 556
全部0条评论

快来发表一下你的评论吧 !
