

CRT激光焊接的首尾激光功率控制要点
描述
激光焊接具有热输入量低,焊接变形小,易于实现自动化,生产效率高等优点,相比于常规的电弧焊方法,激光焊接具有无可比拟的优势。

通常,在激光焊接过程中,由于焊接平台或焊接机器人在运动开始和结束阶段存在加/减速过程,若不对激光器的出光与关光阶段进行工艺优化,焊缝起始和结束段就会出现过烧现象,具体表现为:起始部位呈现“凸”形貌,结束部位呈现“凹”形貌,如图1所示。对焊缝整体均匀性产生较大影响,不仅会让焊缝不美观,而且凹凸部位会产生应力集中,导致整个焊缝强度降低。
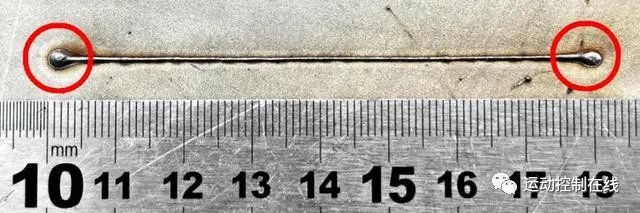
图1
因此,在实际焊接过程中,一般通过在运动起始与结束阶段对激光的功率控制来消除这种负面影响。在焊接起始阶段,随着运动机构从静止到加速至所设定的焊接速度,功率从低逐渐升高;在焊接结束阶段,随着运动机构逐渐减速至静止,激光功率逐渐降低。综上所述,选择合适的一套激光焊接运动控制系统实时控制激光功率,可以避免焊缝起始与结束处的凹凸形貌,效果如图2所示。
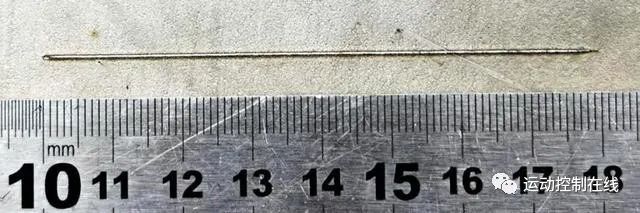
图2
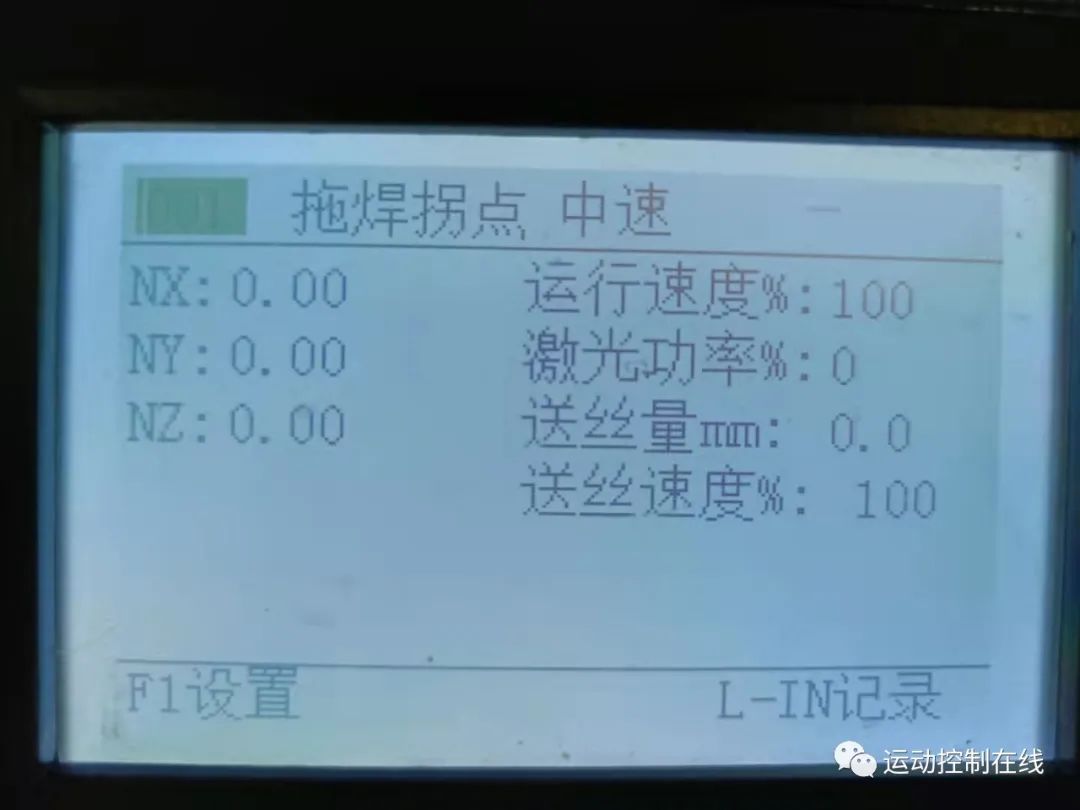
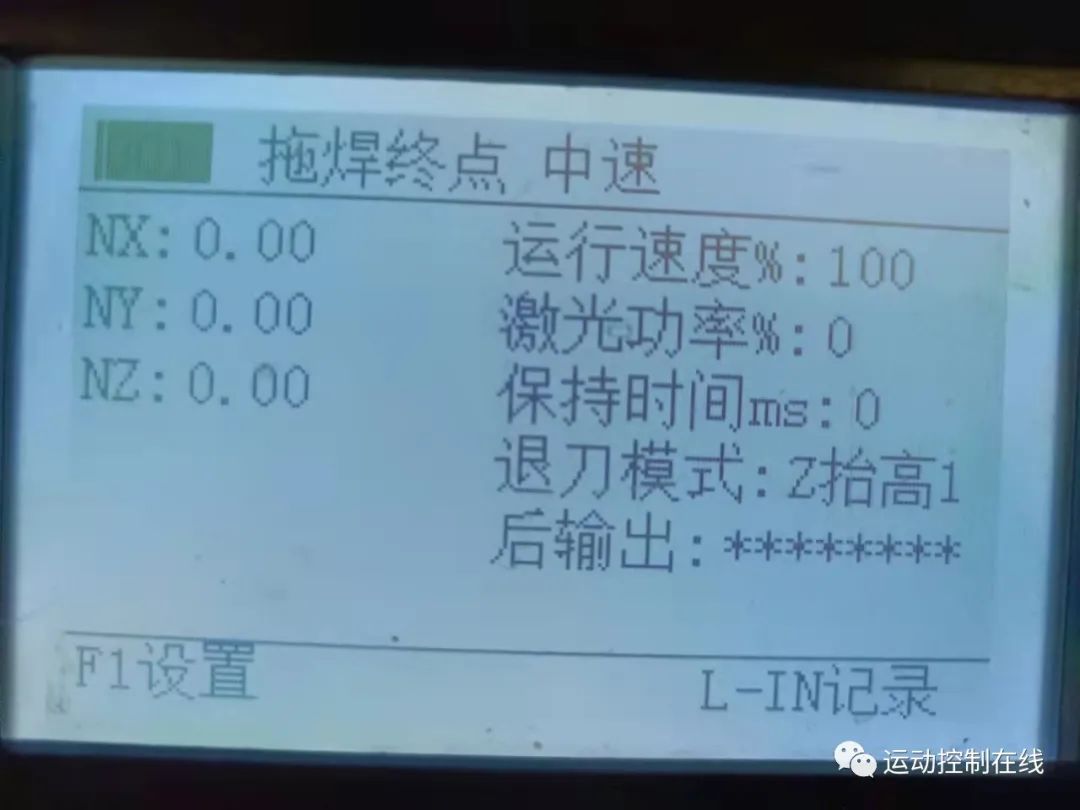
CRT-DMC640MH激光焊接系统采用模拟量实时调整参数实现激光输出功率的控制。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
激光焊接工艺有哪些?2024-10-12 13389
-
激光焊接技术焊接黄铜的工艺特点2024-01-03 2384
-
激光焊接设备型号,应用,及常见功率2023-12-29 1899
-
国产大飞机背后的超精密激光加工技术(CRT激光焊接系统)2023-04-20 2761
-
铝合金激光焊接技术(CRT脱机激光焊接示教系统)2023-03-30 2171
-
激光焊接中输入功率的重要性/CRT激光焊接控制系统2022-11-14 846
-
激光焊接与激光锡焊的工艺详解2021-12-10 3426
-
精密电子在激光自动焊锡机的工艺应用优势2021-11-01 1333
-
激光熔覆的主要工艺参数(CRT激光焊接系统)2021-10-28 6644
-
激光焊接的原理是什么?2019-10-18 4416
-
小功率激光填丝焊接技术研究2018-11-22 2795
-
激光焊接的优点2016-03-14 4480
-
激光焊接原理2016-03-11 3634
全部0条评论

快来发表一下你的评论吧 !
