

螺纹测量方法知多少?
描述
螺纹在工业领域应用非常广泛,主要起连接、传动和密封作用,螺纹常用于零部件的装配,螺纹质量合格与否直接影响到零部件的装配精度和安全性能。
因此,检测螺纹精度是否符合标准就十分重要,今天小编就和大家聊一聊常见的螺纹检测方法。
1)螺纹通、止量规检测法
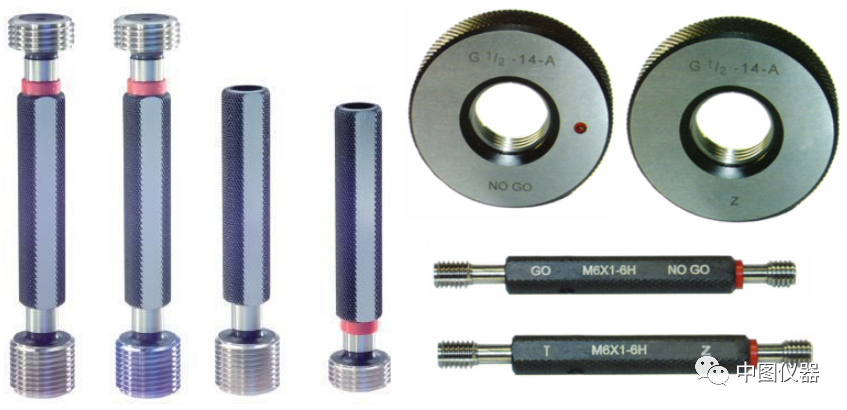
按泰勒原则的传统通、止规检验法,只能达到螺纹检测中的最低检测要求。这种检验方法的优点是快捷、经济、实用。
但是这种检验方法的缺点也很明显:只定性检测螺纹是否合格,无法提供螺纹单项参数的数值,无法提供不合格的原因,对螺距、半角及形状误差等参数,不能进行单独的定量控制,旋合中可能会出现虚假性配合,导致测量结果无法溯源,常引起争议。
2)千分尺测量法
螺纹千分尺属于专用的螺纹测量量具,螺纹千分尺具有特殊的测量头,测量头的形状做成与螺纹牙形相吻合的形状,每一对测量头只能用来测量一定螺距范围的螺纹。
由于螺纹千分尺的螺纹测头存在一定的角度误差,工件外螺纹的螺距和牙侧角也存在较大误差,故该方法主要用于精度要求不高的普通工件外螺纹中径测量。
3)螺纹三针法
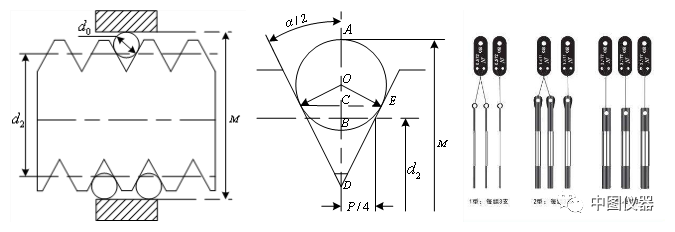
三针是一组具有确定的相同直径的三根量针,以间接法测量螺纹中径。通过将三根螺纹量针放入两侧牙槽中,利用千分尺、测长机等读取M值,通过螺纹中径与量针直径,牙型角以及螺距的函数关系,计算螺纹单一中径。
该方法测量结果需进行多项误差修正,如不修正,会引入较大误差,测量结果存在差异。
4)影像测量法
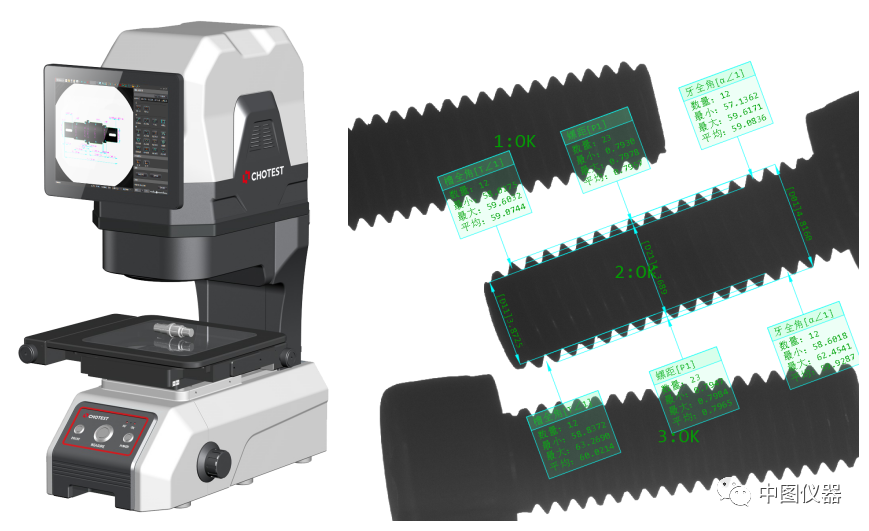 VX系列闪测仪
VX系列闪测仪
螺纹工件影像测量法常用仪器为闪测仪、影像仪等采用图像识别测量螺纹工件参数。
VX系列闪测仪,一键实现外螺纹批量测量,轻松获得螺纹的大中小径、牙型角、螺距等参数,效率很高,非常适合大批量生产检测。
5)触针扫描式测量法
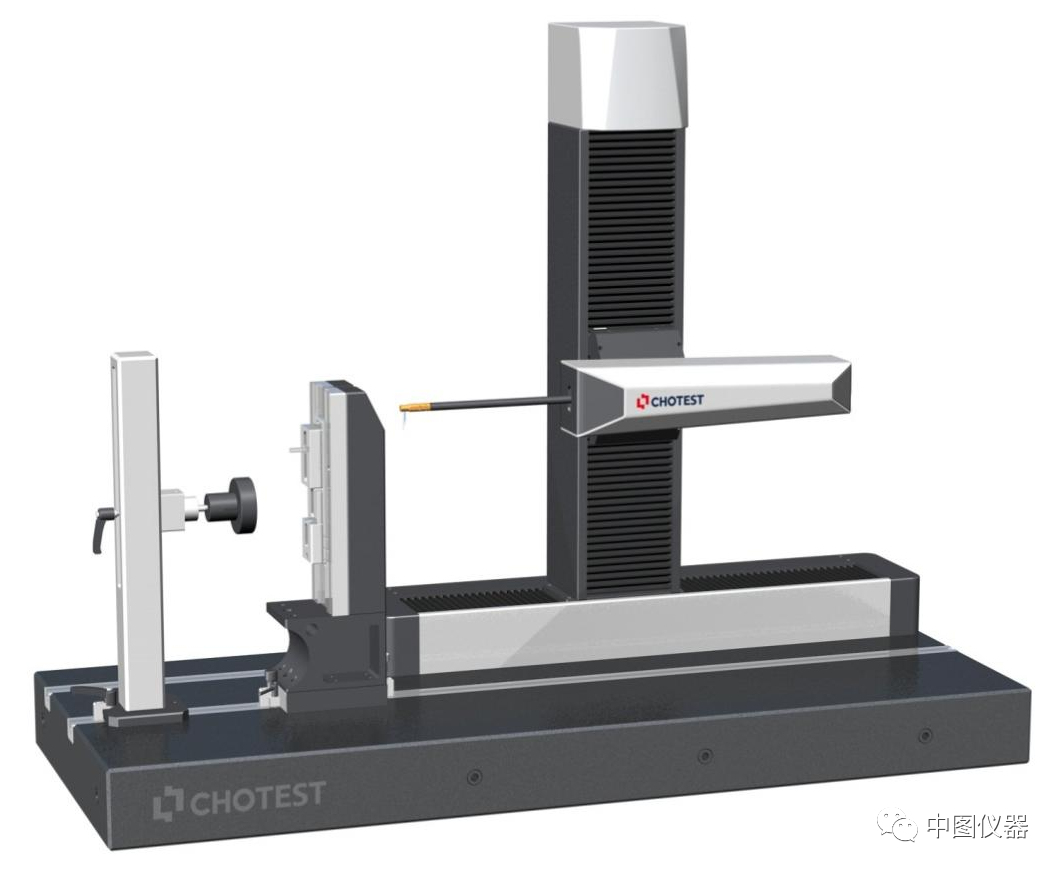 SJ5780高精度智能轮廓粗糙度测量仪
SJ5780高精度智能轮廓粗糙度测量仪
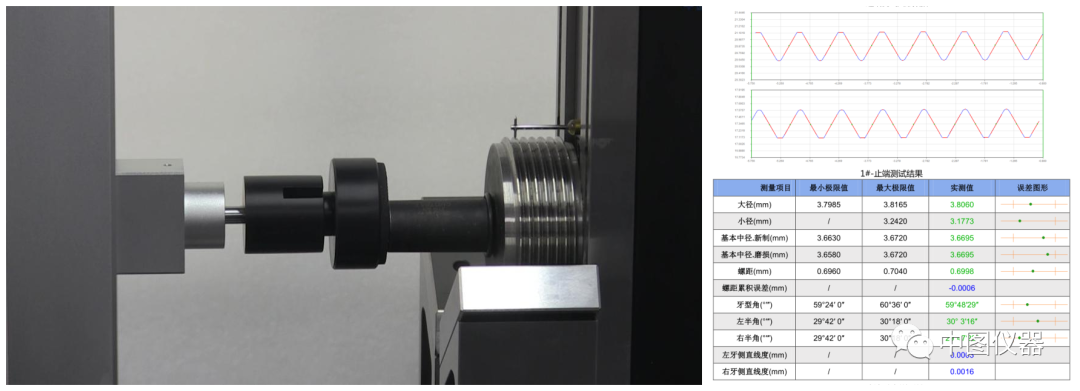
SJ5780高精度智能轮廓粗糙度测量仪通过在螺纹轴向剖面的上、下轮廓表面连续扫描测量,再根据所得到的轮廓信息计算螺纹的中径、大径、小径、螺距、牙型半角、锥度等参数。
SJ5780高精度智能轮廓粗糙度测量仪内外螺纹尺寸均可测量,不仅能测量常见的圆柱螺纹、圆锥螺纹,还能测量梯形螺纹、偏梯形螺纹、锯齿螺纹等大坡度螺纹,多头螺纹也不在话下,在石油长管螺纹及长行程丝杆方面也能轻松实现测量,螺纹数据库标准涵盖世界各国常见标准,功能十分强大全面。
- 相关推荐
- 热点推荐
- 测量
-
PWM占空比的测量方法2021-02-03 3846
-
最基本的纹波测量方法分享2022-01-03 2326
-
基于太阳仿真器的测量方法2009-02-23 816
-
模拟测量方法和数字测量方法2009-07-13 1131
-
转速测量方法与原理2009-09-06 2383
-
热工测量的概念和测量方法2010-09-14 795
-
频率测量方法的改进2010-10-14 1080
-
可控硅的测量方法2007-12-22 52199
-
电力功率测量方法2008-12-04 3513
-
探讨电池的内阻及测量方法2009-11-10 1922
-
基于油罐液位测量方法的研究2017-01-22 1206
-
基于声卡的直流信号测量方法分析2021-09-28 1235
-
GIS回路电阻测量方法2021-11-18 3156
-
锂电池自放电测量方法2022-07-10 6775
-
螺纹测量解决方案:SJ5780螺纹轮廓扫描一体机2022-05-26 3681
全部0条评论

快来发表一下你的评论吧 !
