

维修不再等待!宽厚板轧机牌坊配合面磨损现场快速修复
描述
【摘要】:宽厚板轧机是宽厚板生产的关键设备,其运行状态的良好与否直接影响到宽厚板成品的质量。本文介绍了某钢铁厂宽厚板轧机牌坊的磨损情况,并提出了现场修复方案,通过使用高分子复合材料现场修复技术有效的解决了这一问题。进而证明了使用高分子复合材料技术可以有效的现场解决轧机牌坊磨损问题。
【关键词】:宽厚板、现场修复、轧机牌坊磨损、轧机牌坊
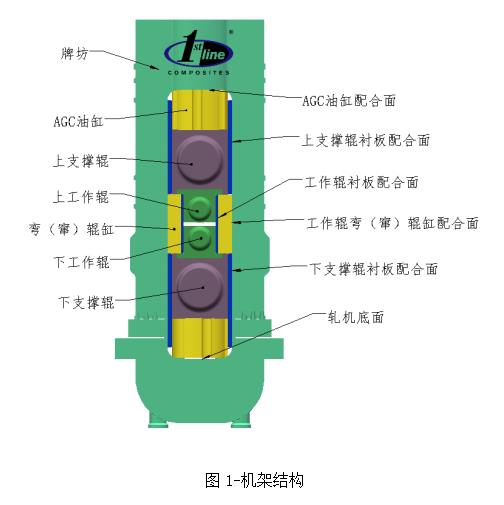
一、设备介绍
新轧机牌坊的窗口公差常在一定的公差范围内在(见图1),来为轧辊轴承座建立稳定而准确的位置。经过多年使用轧机机架的状态和各个主要配合面都会由于各种因素的影响而出现恶化。
二、设备问题分析
众所周知在板带轧制中,热轧机械设备的工况十分恶劣,特别是轧机在工作过程中,轧制冷却水遇到红灼的钢坯迅速雾化,夹带着从钢坯表面脱落的氧化铁粉末向四周喷射。轧辊通过轴承座对牌坊形成较大冲击,使轧机机架牌坊内侧窗口面、机架牌坊底面等均出现不同程度的腐蚀磨损,使轧机机架尺寸难以有效控制,时常出现轧机机架与轧辊轴承座间隙超过管理极限值现象,轧机牌坊间隙增大恶化了轧机主传动系统的工作条件,使主传动震动冲击大,钢锭咬入时容易发生打滑,影响到板型的控制,对产品质量造成很大影响。总结来说轧机牌坊配合面出现磨损、腐蚀情况的主要原因有以下三点:
(1)冷却水腐蚀,根本原因是金属与金属之间的配合面无法做到100%配合,使其配合面之间产生微观间隙,造成冷却水的渗入腐蚀;
(2)衬板紧固螺栓松动,造成轧制过程中,衬板与牌坊之间产生拍击,造成金属疲劳磨损;
(3)金属疲劳磨损
三、轧机牌坊修复工艺
针对轧机牌坊磨损问题传统方法主要有以下几种
1.机械加工去除法。即在线通过机加工方法清除牌坊表面受损层加工平整,加工出配合面,然后通过加垫片的方式来达到要求精度标高尺寸。
2.需要补焊后在现场机加工,加工出配合面及标高尺寸。
3.激光熔覆。与传统堆焊、喷涂、电镀相比激光熔覆技术具有一定的优势,但是往往因为造价高,工期长等原因无法在短时间内完成修复。
以上所述几种传统修复工艺是现如今钢铁企业常用的几种修复工艺,其中上述几种修复工艺所需的维修劳务费用、设备运输和机加工费用等综合费用较现场修复高,同时受现场空间的局限较大,但修复精度相对较高。
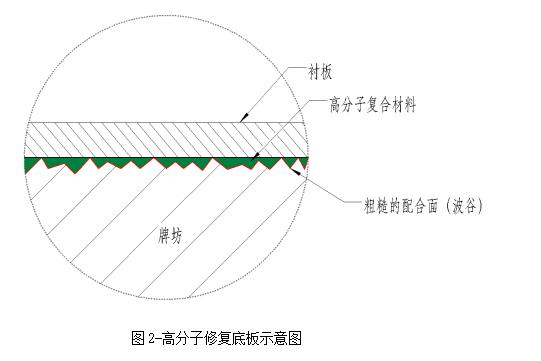
高分子复合材料现场修复工艺
使用高分子复合材料进行修复其原理是在不机加工的前提下,采用高分子复合材料修复技术在现场进行修复。修复用的高分子复合材料固化后形成的化学键连接作用力使其与修复的金属部件形成优异的抗压强度及粘着力,满足轧机牌坊及油缸在运行中承受各种复合力的要求,另外高分子复合材料良好的化学性能可以使修复完成后的配合面能有效的避免冷水水的侵蚀,进而避免轧机牌坊腐蚀问题。
四、现场修复过程
1.修复工艺
1、首先在衬板上焊接定位螺杆,焊接完成后装配定位顶丝;
2、松开衬板螺栓,拧紧顶丝,测量牌坊开裆尺寸,边测量边调整,直至尺寸合适;
3、调整完成后,紧固顶丝备帽;
4、测量拆卸衬板之前的标高,并记录数据;
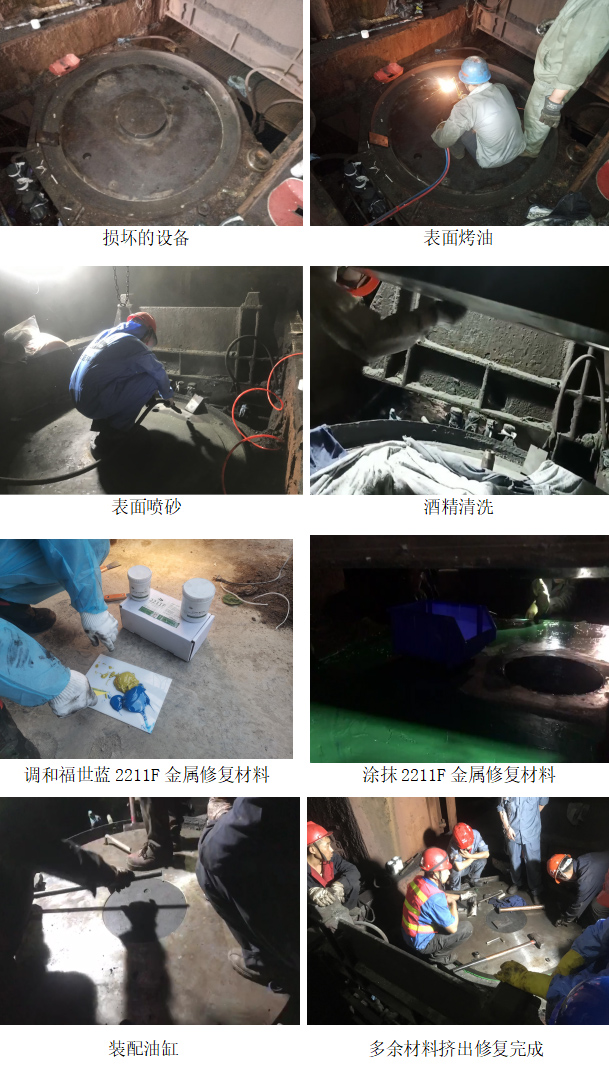
5、将待修复的表面进行烤油处理,确保表面无油渍;
6、将待修复底板表面进行喷砂处理;
7、衬板接触面用无水乙醇擦拭干净,确保表面清洁干燥;
8、根据之前测量的标高,在底板上放置合适的铜皮;
9、调和福世蓝2211F高分子材料,并涂抹在修复的底板上;
10、衬板接触面涂抹803脱模剂,晾干备用;
11、安装衬板,先将螺栓轻微紧固到位;
12、测量标高,边测量边紧固,确保安装误差在设计公差之内;
13、修复完成,待福世蓝2211F高分子复合材料固化,加热固化3小时即可。
2、修复照片
五、结语
采用上述方法修复的轧机底板配合面的磨损、腐蚀问题,较传动修复工艺具有操作简单、成本低,易于实施等特点,经过实践检验,修复后的轧机牌坊能达到一个很长的使用寿命。通过后期的应用效果跟踪与传统工艺相比较后得出高分子复合材料可以很好的应用在轧机牌坊磨损、腐蚀问题上,以延长轧机的使用寿命,缩短停机时间。
- 相关推荐
- 热点推荐
-
精轧机弯辊缸传动侧衬板安装面磨损,短时间内快速高效修复2024-04-30 1138
-
修复轧机牌坊、底板磨损,真的这么快?修复后表面100%面配合,延长设备使用寿命2024-04-23 1511
-
轧机牌坊磨损是如何修复的2024-02-29 479
-
轧机牌坊磨损的修复2024-02-26 513
-
轧机牌坊磨损如何修复2024-02-25 530
-
钢铁企业4300轧机牌坊磨损,24小时快速在线修复完成2024-01-15 1268
-
精轧机AGC油缸与牌坊配合面出现磨损?为你详细解析如何快速修复2024-01-02 1270
-
什么材料可以修复轧机牌坊衬板安装位磨损?2022-05-05 672
-
修复轧机牌坊衬板安装位磨损很难么?2022-02-10 686
-
轧机牌坊磨损有什么影响?该如何维修2022-01-10 1514
-
「钢铁必读」分享一种轧机牌坊现场快速修复新技术2021-12-08 1538
-
轧机砧铁配合面磨损原因及修复方法2021-09-15 1037
-
轧机牌坊磨损修复的时间周期、工艺及案例探讨2021-07-07 2274
-
轧机牌坊配合面磨损原因及修复方法2021-06-10 1028
全部0条评论

快来发表一下你的评论吧 !
