

运动控制器之追剪应用Demo
描述
一 、编程框架简介
编程框架为追剪应用通用框架,各部分功能已编写完备,用户在此框架基础上只需修改相关的加工参数值即可,连接了触摸屏,可在触摸屏界面修改,使用简单便捷。
软件框架的包含两类文件,正运动编程软件ZDevelop编写的basic和HMI混合程序文件,威纶通编程软件EasyBuilder Pro编写的触摸屏文件。

本系统有两种模式:硬件平台运行和软件平台仿真,在触摸屏上可自定义切换。
在没有控制器或驱动器等控制系统的场合,可在仿真平台运行,方便用户快速上手。
触摸屏提供两种可选:威纶通触摸屏,ZHD触摸屏,无实物屏也可在这两种平台下仿真运行。
二 、追剪指令
追剪运动需要两个轴,主轴为轴6,一般是编码器轴,用于传送工件,使用VMOVE指令控制主轴匀速运行,从轴为轴0,在追剪运动中,从轴跟随主轴,从轴使用MOVESLINK自动凸轮指令控制变速运动。
MOVESLINK -- 自动凸轮2
此指令用于自定义的凸轮运动,该运动自动规划中间曲线,不用计算凸轮表。
被连接轴为参考轴,连接轴为跟随轴。
MOVESLINK (distance,link dist,start sp,end sp,link axis[,link options][,ink pos][,link offpos])
[, link options] [, link pos] 可选参数不填时,逗号不能省掉,控制器根据参数的位置来判断是什么参数。
distance:从连接开始到结束,跟随轴移动的距离,此参数可正可负,为正数正方向跟随,为负数负方向跟随,采用units单位
link dist:参考轴在连接的整个过程中移动的绝对距离,采用units单位
start sp:启动时跟随轴和参考轴的速度比例,units/units单位,负数表示跟随轴负向运动
end sp:结束时跟随轴和参考轴的速度比例,units/units单位, 负数表示跟随轴负向运动 注:当start sp = end sp = distance/link dist时,匀速运动
link axis:参考轴的轴号
link options:连接模式选项,不同的二进制位代表不同的意义
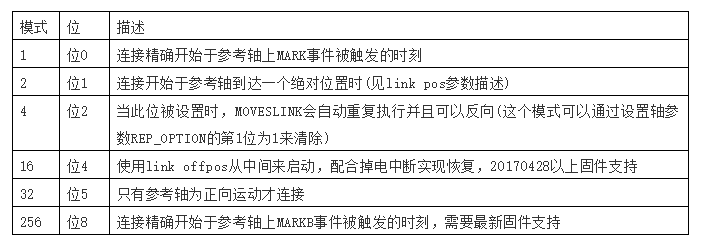
link pos:当link options参数设置为2时,该参数表示参考轴在该绝对位置值时,连接开始
link offpos:当link_options参数bit4置为1时,该参数表示主轴已经运行完的相对位置。20170428以上固件支持。
在加速和减速阶段为了与速度匹配,下一条MOVESLINK的start sp必须与当前MOVESLINK的end sp相同。
请确保指令传递的距离参数*units是整数个脉冲,否则出现浮点数会导致运动有细微误差。
例子:追剪加工过程中,参考轴(主轴轴1 )为型材,工作台(从轴轴0 )为跟随轴,一个加工周期,工作台先运动距离1,再反方向运动1,回到原处,整个过程型材运动距离4。
RAPIDSTOP(2)
WAIT IDLE(0)
WAIT IDLE(1)
BASE(0,1)
UNITS=10000,10000
ATYPE=1,1
DPOS=0,0
SPEED=1,1 '型材运行速度1m/s,60m/min
ACCEL=2,2
DECEL=2,2
VMOVE(1) AXIS(1) '型材持续运动
TRIGGER '自动触发示波器
MOVESLINK(0,1,0,0,1) AXIS(0) '型材运动1单位前,工作台静止
MOVESLINK(0.4,0.8,0,1,1) AXIS(0) '工作台加速阶段,工作台运动0.4,型材运动0.8,加速时,跟随轴的速度为0,故跟随轴和参考轴的速度比例为0,加速完成,跟随轴和参考轴的速度相等,比例为1
MOVESLINK(0.2,0.2,1,1,1) AXIS(0) '速度跟随阶段,速度一致,保持同步运动0.2
MOVESLINK(0.4,0.8,1,0,1) AXIS(0) '工作台减速阶段,工作台运动0.4,型材运动0.8,减速时,跟随轴和参考轴的速度相等,比例为1,减速完成,跟随轴的速度为0,故跟随轴和参考轴的速度比例为0
MOVESLINK(-1,1.2,0,0,1) AXIS(0) '工作台回到起始点,工作台运动-1,型材运动1.2
END
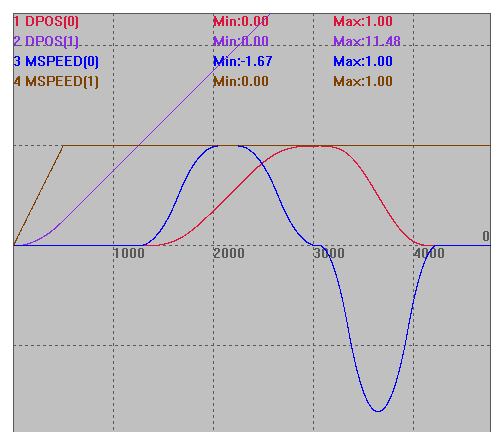
主轴轴1 和从轴轴0的速度和位置曲线:
三 、程序结构
控制器主体程序用Basic语言编写,HMI程序为ZHD触摸屏程序。
(一)视图窗口
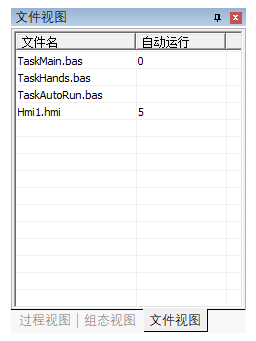
1.文件视图:包含四个文件,两个自动运行任务,其他任务由指令开启。
2.过程视图:每个文件下包含的SUB子函数,其中GLOBAL为全局子函数,可被HMI的元件调用。
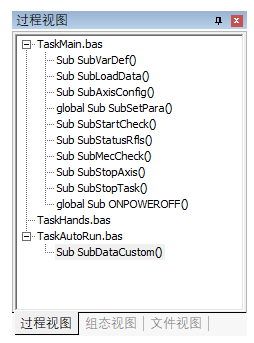
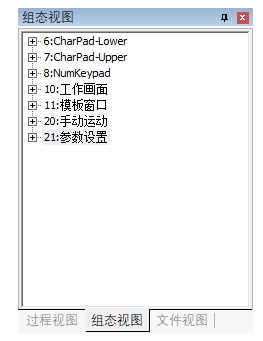
3.组态视图:组态窗口和各个组态窗口下的元件
(二)任务分配
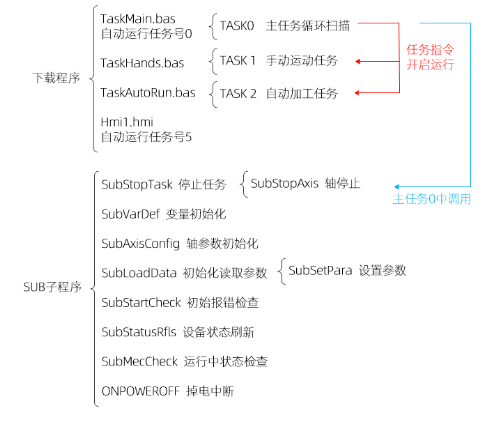
项目下一共包含4个任务,三个Basic任务,一个HMI任务。
Task0:主任务
由自动运行任务号0开启,上电自动运行文件“TaskMain.bas”,进行参数定义,轴参数初始化,主程序循环扫描等。
Task1:手动任务
由主任务0的主循环开启,以任务1运行“TaskHands.bas”手动文件任务。
此文件包含一个while语句,初始自动开启,后续循环检测手动运动的触发条件是否满足并执行手动运动。
包括功能有JOG手动、MOVE寸动和寸动距离设置、轴回零、用户参数和机械参数存储到FLASH块。
Task2:自动任务
由主任务0的主循环开启,以任务2运行“TaskAutoRun.bas”自动加工文件任务。
此文件循环执行追剪加工,追剪参数可采用初始化过程中设定的参数,用户也可以在触摸屏界面上自定义输入追剪参数,每加工一次,产量自动加1,并显示在触摸屏上。
自动加工任务2执行之前会停止除主任务外的所有basic任务,并快速停止所有轴,然后执行加工程序。
如果在开启自动运行任务2的时候,按下了“停止”按钮,则结束任务2,并切换到手动任务1。
Task5:功能预留
由自动运行任务号5开启,上电自动运行文件“Hmi1.hmi”,此任务是ZHD触摸屏程序,可下载到控制器后连接到ZHD触摸屏上控制,或连接到xplc screen触摸屏仿真平台。
若使用威纶通组态程序,则此文件不运行,去掉自动运行任务号或删除此hmi文件。
框架的任务与子程序的调用关系:
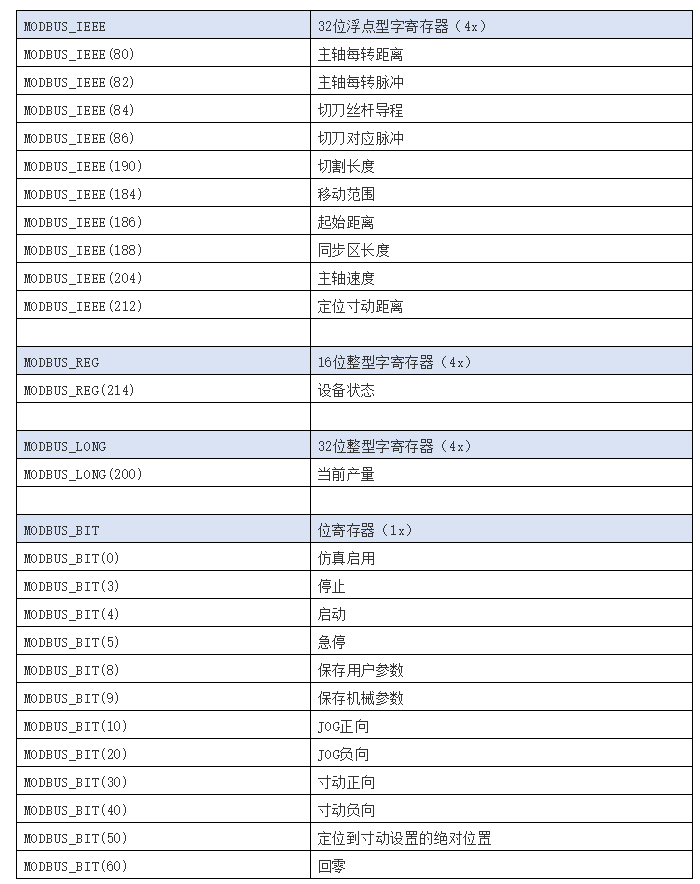
四 寄存器使用
主要使用的是MODBUS寄存器,MODBUS_IEEE用于数据的保存和传递,触摸屏元件调用MODBUS_IEEE地址显示寄存器的值,MODBUS_BIT用于功能控制,配合触摸屏的功能键或位元件使用。
VR寄存器,配合掉电中断保存数据,上电时,再从VR中读取。
VR_INT(30):保存产量。
VR(35):保存从轴(追剪轴轴0)的目标位置DPOS(0)。
FLASH块,用于保存机械参数与用户参数。
FLASH块0:存储机械参数
FLASH块1:存储用户参数
五 程序运行说明
(一)控制器平台
控制器连接触摸屏使用的一般流程:
控制器端的程序使用ZDevelop软件编写完成下载到控制器内。
触摸屏端的程序使用对应的编程软件编写完成后下载到触摸屏保存。
程序下载完成之后,选择串口或网口连接触摸屏与控制器脱机运行。
1. 接线:将控制器、驱动器、触摸屏等按要求接好线。
2.下载控制器程序:在ZDevelop软件中打开zpj项目程序,先连接到控制器,将程序下载到控制器。
3.下载触摸屏程序:
若使用ZHD触摸屏,直接将上面的zpj下的basic与hmi文件下到控制器,再使用ZHD400X触摸屏连到控制器网口上,操作连接成功后就能使用,不需要单独下载程序到触摸屏。详细使用方法参见正运动小助手文章“正运动控制器ZHMI组态编程简介一”。
若使用威纶通触摸屏,删掉hmi文件,将basic文件下载到控制器,然后再将框架文件内的威纶通触摸屏程序下载到威纶通触摸屏内,操作触摸屏连接到控制器。详细使用方法参见正运动小助手文章“如何进行运动控制器与触摸屏通讯”。
4.按要求连接触摸屏与控制器,操作触摸屏界面,进行数据交互。
(二)触摸屏仿真操作
其他厂家触摸屏与正运动控制器的数据交互主要通过传递MODBUS寄存器数据来实现。触摸屏按钮调用MODBUS寄存器或获取MODBUS寄存器的值显示,按钮按下能给控制器发送寄存器内的数据,从而实现人机交互过程。
如果没有触摸屏,触摸屏程序可仿真,通过PC端来显示触摸界面,与实物操作方法一致。
无实物操作流程:
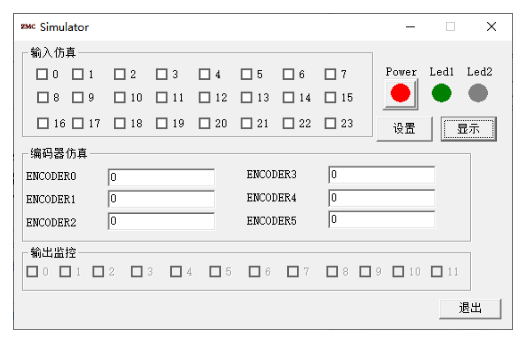
在ZDevelop软件上打开zpj文件,先连接到仿真器ZMC Simulator,将程序下载到仿真器,在仿真器内打开xplc sreen显示触摸屏界面。
若使用威纶通触摸屏程序,先在ZDevelop软件上打开zpj文件,先连接到仿真器ZMC Simulator,将程序下载到仿真器。使用威纶通软件打开文件夹的程序,操作软件连接到ZMC Simulator,在选择”在线模拟“即可显示触摸屏界面。
1.Xplc screen仿真
使用ZDevelop软件的HMI编程方式编写的组态程序可以在Xplc screen上仿真。
将程序下载到控制器或仿真器之后,在ZDevelop软件根目录打开screen文件夹的xplcterm应用程序,或通过ZDevelop软件菜单栏快捷按钮打开如下窗口,选择控制器IP后连接,即可显示组态界面。
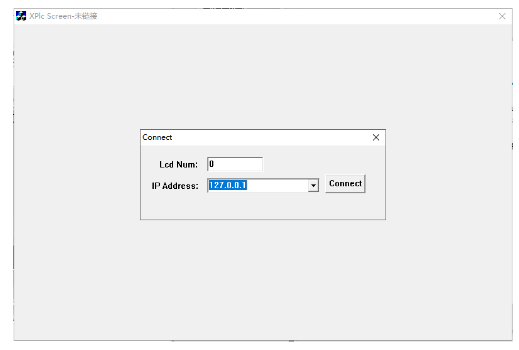
连接到仿真器时,点击“显示”能直接打开xplc screen并显示组态界面。
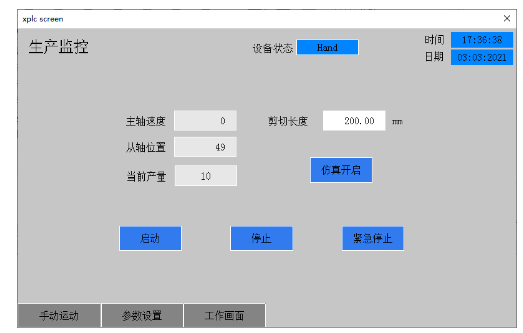
工作画面(主界面)
主轴速度:获取主轴轴6的运动速度并显示。
从轴位置:获取从轴轴0的编码器反馈位置MPOS。
当前产量:产量从0开始计数,追剪一次,产量加1,掉电自动保存产量,上电读取,设置MODBUS_LONG(200)修改产量。
剪切长度:为型材上工件的剪切长度,也就是说一个追剪周期,工件的运动距离是200mm,追剪轴在200mm内要完成剪切并回到初始位置。
仿真开启:默认仿真关闭,可下载到控制器运行;按下后仿真开启,方便在仿真平台上运行。
启动:按下启动追剪加工任务,并循环加工
停止:按下停止追剪任务,此时可进行手动控制。
紧急停止:快速停止追剪任务和手动任务,并停止所有轴的运动。
设备状态:调用状态标志位,不同的值显示不同的文本,gStatus=0 紧急停止,gStatus=1 Hand,gStatus=2 Auto,gStatus=3 Pause。
手动运动:打开手动运动窗口
参数设置:打开参数设置窗口
工作画面:打开当前界面(如下图主界面)
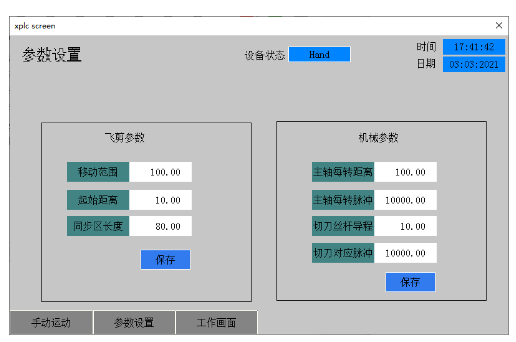
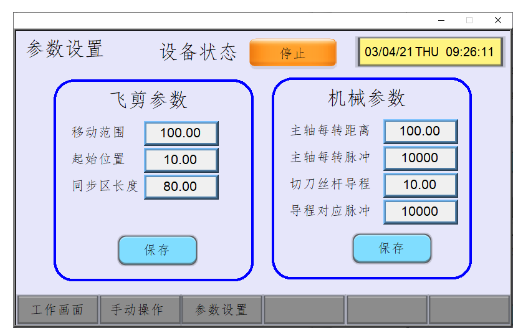
参数设置
飞剪参数和机械参数设有初始值,用户可在此界面自定义输入数据。
移动范围:追剪轴的运动距离
起始距离:追剪轴跟随主轴加速阶段的运动距离,加速阶段完成,追剪轴速度与主轴速度一致,即为同步。
同步区长度:两轴同步时的运动距离。
主轴每转距离:主轴转一圈的移动的距离。
主轴每转脉冲数:主轴转一圈所需脉冲数。
切刀丝杆导程:从轴追剪轴转一圈,丝杆移动的距离。
切刀对应脉冲:从轴追剪轴转一圈所需脉冲数。
以上自定义参数设置完成,按下“保存”按钮,将数据变更存储到FLASH块。
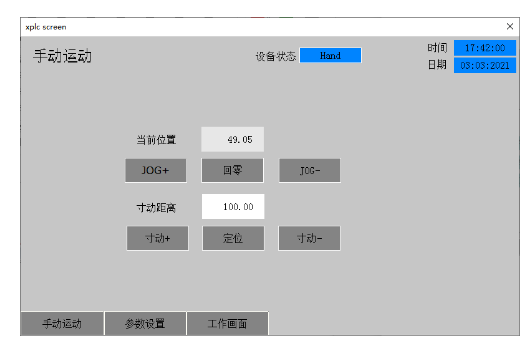
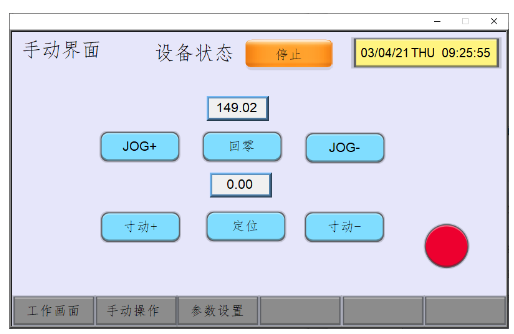
手动运动
当前位置:实时获取追剪轴的MPOS显示。
JOG:持续按下时控制追剪轴运动,松开按钮停止,可选运动方向。
回零:控制轴回零,接入硬件设备时,需在程序中映射原点开关等。
寸动距离:设置寸动时移动的相对距离。
寸动:每按下一次,便运动寸动距离设置的距离,可选运动方法。
定位:按下该按钮运动到寸动距离设置的绝对坐标位置。
2.Easybuilder Pro仿真
使用最新版Easybuilder Pro软件,打开框架文件夹内的触摸屏文件,将触摸屏程序按要求下载到触摸屏,再连接到控制器,或者连接控制器后在威纶通平台在线模拟,操作界面与HMI程序相同,均可显示如下三个窗口。
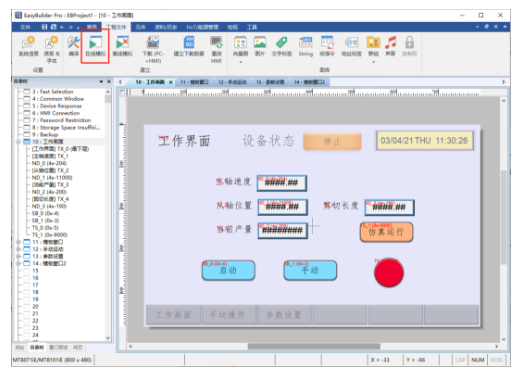

使用威纶通触摸屏或仿真时,不运行HMI文件,可以删掉。
六 追剪运动波形
示波器采样追剪运行效果如下图。
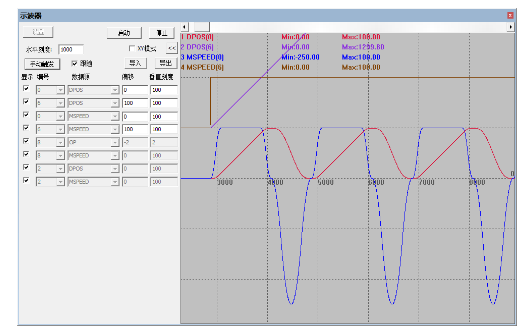
主轴轴6采用VMOVE持续运行,从轴轴0跟随主轴。
第一段加速运动从轴运动距离10,主轴运动20。
第二段同步运动从轴运动距离80,主轴运动80。
第三段减速运动从轴运动距离10,主轴运动20。
第四段回复运动从轴运动距离-100,主轴运动80。
一个追剪周期,从轴运动的绝对距离10+80+10-100=0,主轴运动的绝对距离:20+80+20+80=200。
《运动控制器之追剪应用Demo》就讲到这里。更多学习视频及图文详解请关注我们的公众号“正运动小助手”。代码请联系正运动技术销售。
本文由正运动技术原创,欢迎大家转载,共同学习,一起提高中国智能制造水平。文章版权归正运动技术所有,如有转载请注明文章来源。
-
ACS运动控制器浅谈#ACS控制器 #ACS #ACS运动控制器 #可编辑控制器 #音圈电机 #硬声创作季电子知识科普 2022-10-22
-
Windows实时运动控制软核:LOCAL高速接口测试之Labview# 正运动技术# 运动控制器# 运动控制正运动技术 2024-04-16
-
EtherCAT运动控制器上位机之Python+Qt(一):链接与单轴运动# 正运动技术# 运动控制器正运动技术 2024-07-31
-
EtherCAT运动控制器上位机开发之Python+Qt(二):回零# 正运动技术# 运动控制器# 运动控制正运动技术 2024-08-07
-
EtherCAT运动控制器上位机开发之Python+Qt(三):PDO配置与SDO读写# 运动控制器# 控制卡正运动技术 2024-08-22
-
LabVIEW运动控制(一):EtherCAT运动控制器的SCARA机械手应用 #正运动技术 #运动控制器正运动技术 2025-01-09
-
LabVIEW运动控制(三):EtherCAT运动控制器的高效加工指令自定义封装 #正运动技术 #运动控制器正运动技术 2025-04-08
-
LabVIEW运动控制(五):EtherCAT运动控制器的心跳检测功能 #正运动技术 #运动控制器 #正运动正运动技术 2025-05-13
-
激光振镜运动控制器在流水线激光打标上的应用 #正运动技术 #运动控制器 #运动控制 #正运动正运动技术 2025-08-05
-
运动控制器相关资料分享2021-09-07 1204
-
嵌入式同步运动控制器在飞剪系统中的应用2009-07-02 1006
-
什么是运动控制器_运动控制器的工作原理及应用2018-04-23 38897
-
运动控制器之ZMC420SCAN的硬件接口2022-02-16 2281
-
运动控制器之ZMC420SCAN的控制振镜矫正2022-02-18 3032
全部0条评论

快来发表一下你的评论吧 !
