

[合新通信]-光器件(OSA)封装之---激光焊
描述
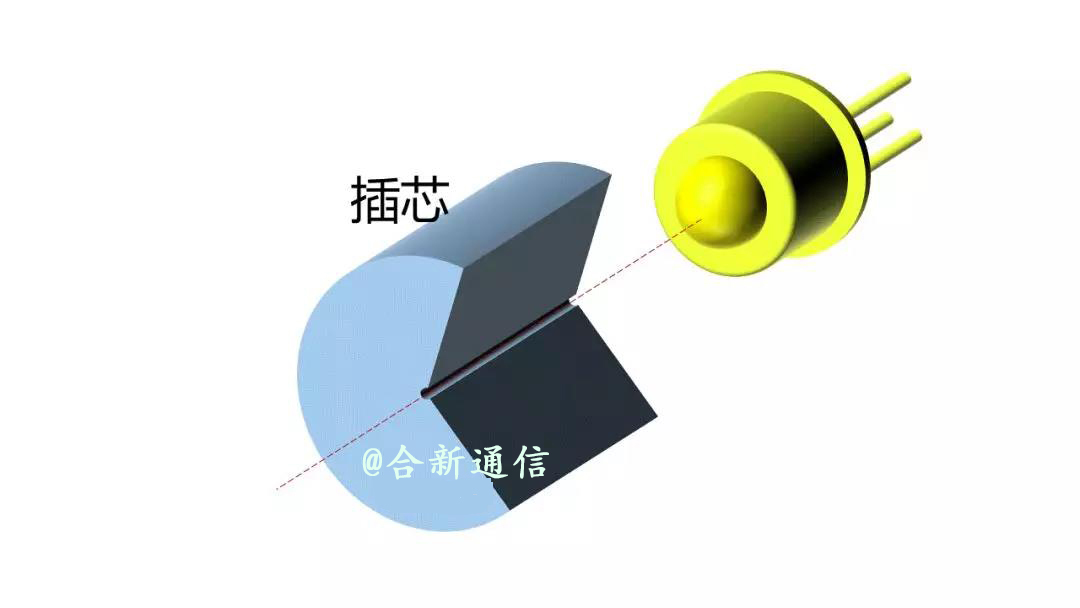
激光焊,用在TOSA的比较多,最主要的原因是激光从TO,到插芯,入光纤,需要的精度特别特别高,单模光纤的纤芯只有9um,不像探测器光敏面有几十个um,可以允许胶粘,有一点位移不要紧。
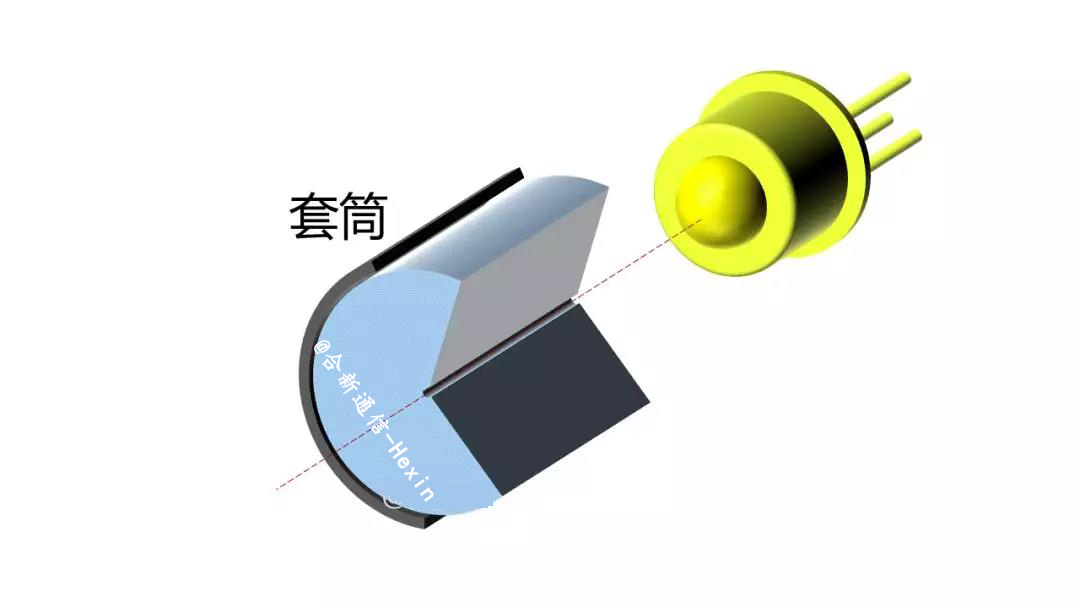 插芯外边,一般用C型的套筒做同轴固定
插芯外边,一般用C型的套筒做同轴固定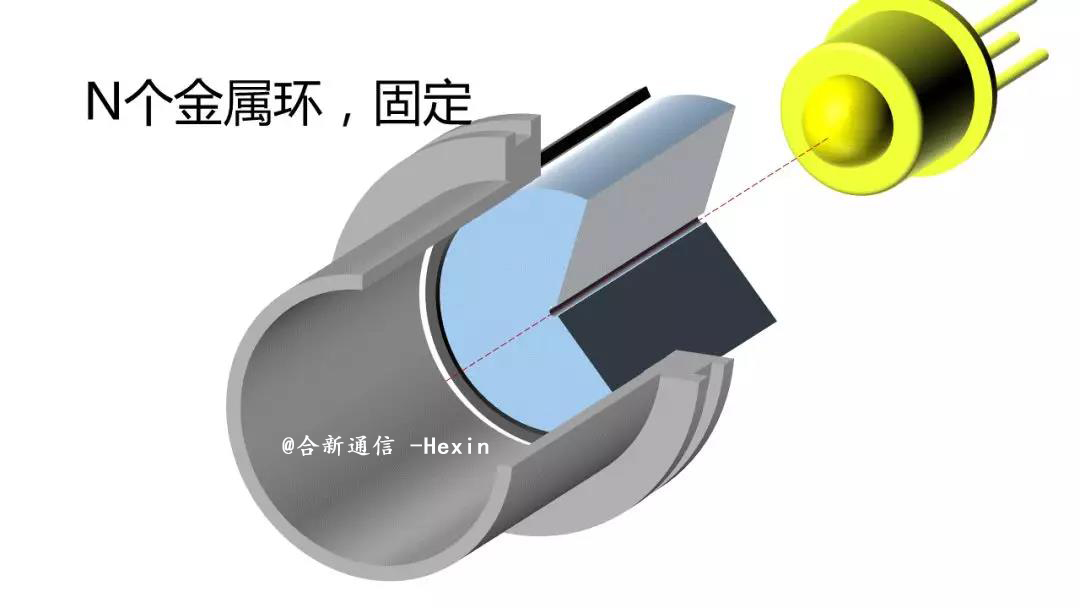 外面再用一连串的金属套环,把这个发射光路小心翼翼的焊在一起
外面再用一连串的金属套环,把这个发射光路小心翼翼的焊在一起
激光焊接过程,原理也很简单,我用TO和金属固定环来举例,一般同轴光器件可以有3、4、6等等焊点,均匀分布一圈儿,达到一定的焊接强度
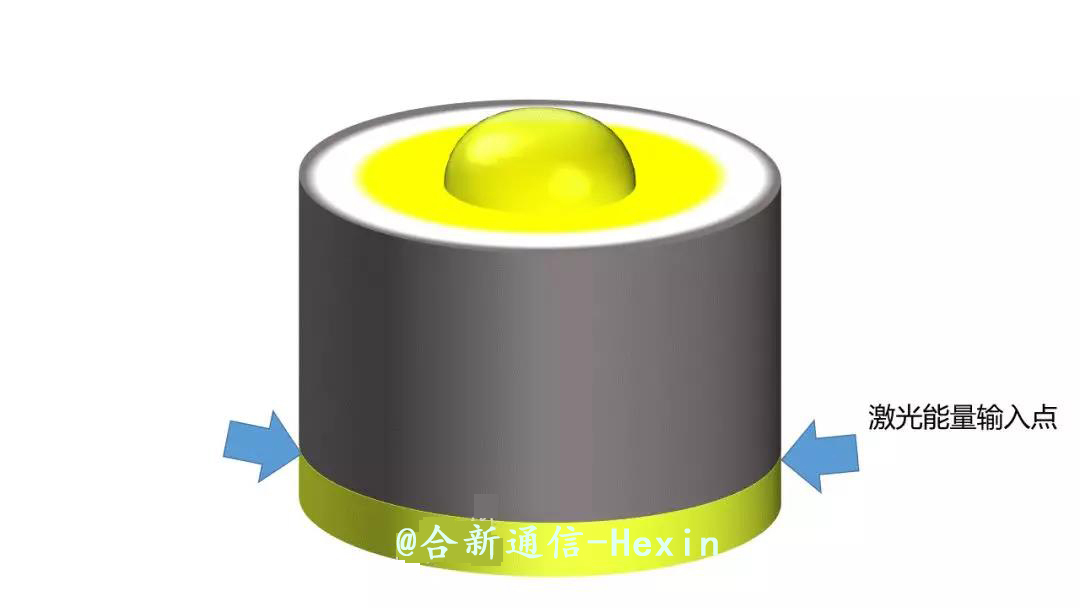 激光的光子,输入到两层金属界面间,光子能量被金属里的电子吸收
激光的光子,输入到两层金属界面间,光子能量被金属里的电子吸收 吸收了激光光子能量的金属电子们变得更加活跃,从金属的表象来看,就是从固体,熔化到液体了的(当然,电子吸收的能力更高的话,就成气态了)
吸收了激光光子能量的金属电子们变得更加活跃,从金属的表象来看,就是从固体,熔化到液体了的(当然,电子吸收的能力更高的话,就成气态了)
两种液态金属就成了一体,冷却后,就又成固体,这个就是焊点。
能量密度更高的激光,就是一个范围内是气态,气态周边热量没那么高,就是液态,气态会挥发跑掉,冷却后的液态形成固体,形成焊点
这两种焊接,各有特点
固-液-固, 这种焊斑大,熔融的深度比较浅
固-液-气-液-固,这种焊斑小,中间有个气体挥发后的小孔,熔融的深度比较深,也叫深腔焊,或者叫小孔焊
选择哪一种焊接模式,是依据光器件的设计目标来选择的。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
未来已来--数据中心光端设备核心之光端器件技术发展方向2018-06-14 2572
-
用于高速光电组件的光焊球阵列封装技术2018-08-23 2130
-
优化封装之键合线封装中的两个主要不连续区2018-09-12 3481
-
激光二极管的封装2019-07-04 4123
-
激光锡焊的原理及优势是什么,适配激光焊接工艺锡膏推荐2020-05-20 7450
-
光模块的核心器件分别包含哪些?2021-01-18 3297
-
光电器件激光焊接封装的建模与分析2012-01-09 1289
-
OSA光谱分析仪原理及操作2017-09-24 4429
-
激光焊的优缺点_激光焊的应用领域2020-08-28 11826
-
光隆科技激光器芯片生产与封装项目正式投产2020-12-22 5086
-
详解有源光器件的封装结构2022-06-30 5635
-
激光焊锡机在光芯片及PCBA器件焊接的应用优势2023-11-29 2086
-
倒装焊器件封装结构设计2024-02-21 2627
-
激光锡焊工艺在光模块 ROSA 器件中的应用2025-06-23 1012
-
激光锡焊系统和激光锡焊机的区别2025-09-22 1144
全部0条评论

快来发表一下你的评论吧 !
