

案例分享 | 注塑件不良怎么办?高效智能检测解决方案来了!
描述
注塑件是塑料在注塑机加热料筒中塑化后,由柱塞或往复螺杆注射到闭合模具的模腔中形成制品的塑料。
一般来说,注塑件性能优劣主要体现在三个方面:
第一、外观质量,包括完整性、颜色、光泽;
第二、尺寸和相对位置间的准确性,即尺寸精度和位置精度;
第三、与用途相应的力学性能、化学性能、电学性能等,即功能性。
注塑件在加工成型的过程会受到加工环境条件、制品冷却时间、后处理工艺等复杂加工流程的影响,如果以上任何一个环节出现问题,都会导致注塑件缺陷的产生。且不良品如果在组装才被发现,那么该下游成品直接是作废处理,成本直线上升。
因此及时检测及次品剔除对质量控制和成本控制是非常重要的,但是传统依靠人工检测的效率、精度与稳定性都得不到保障,严重制约了注塑成形工艺的自动化与智能化水平。
目前,非接触式3D检测技术已逐渐应用于注塑行业。比起2D检测,3D检测不仅可以高效快速检测不良品缺陷,还可以提取更多深度信息,如尺寸、形状等来帮助判断质量缺陷。

注塑行业外观检测案例分享



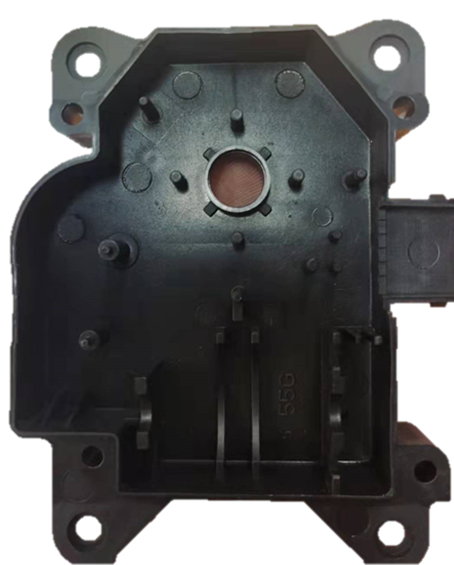
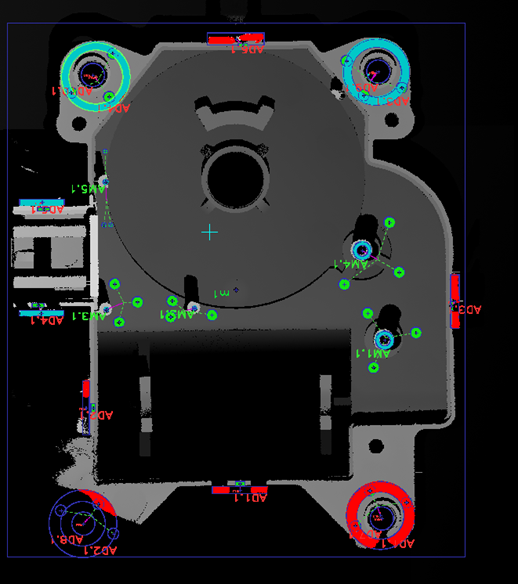
客户样品原图
检测需求
1.检测柱子高度;
2.检测卡扣是否存在注塑缺陷;
3.检测孔位是否存在注塑缺陷。
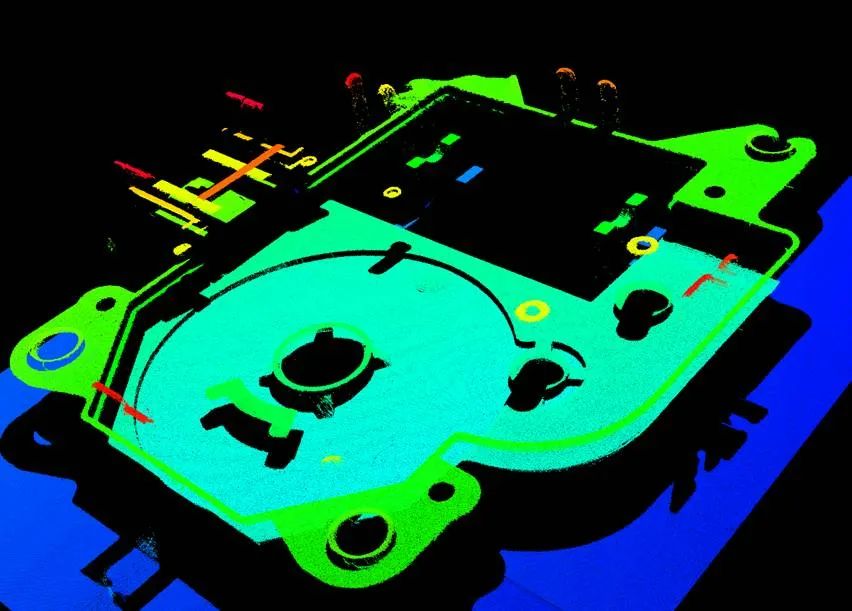
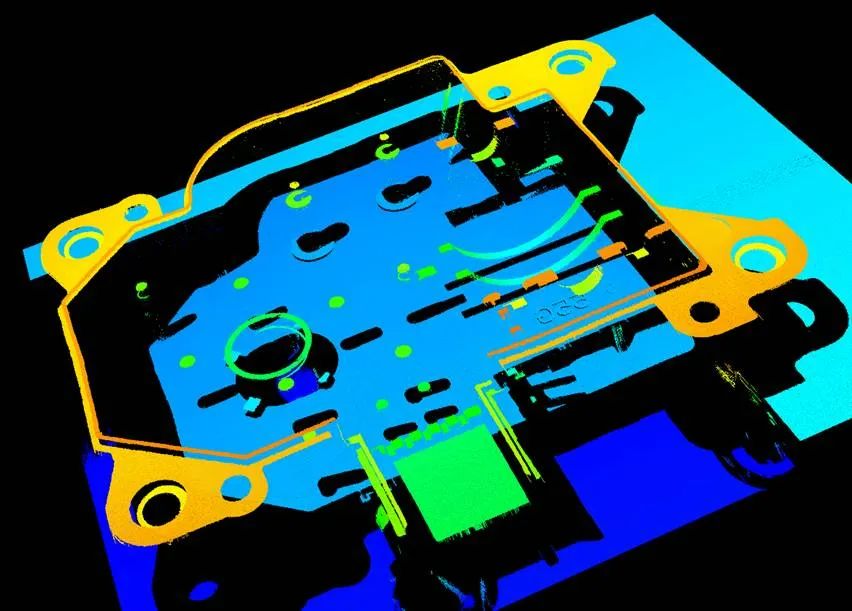
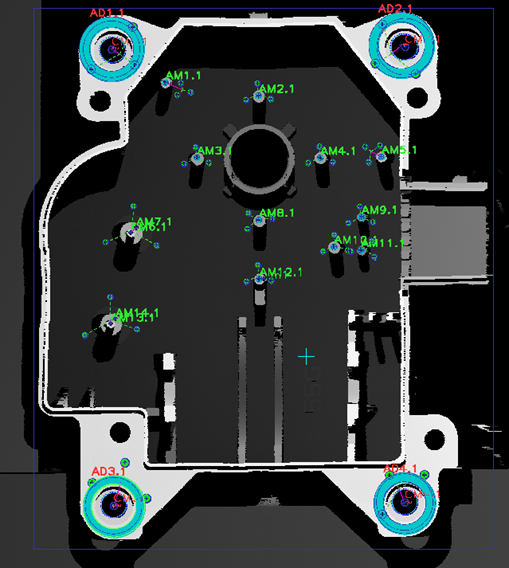
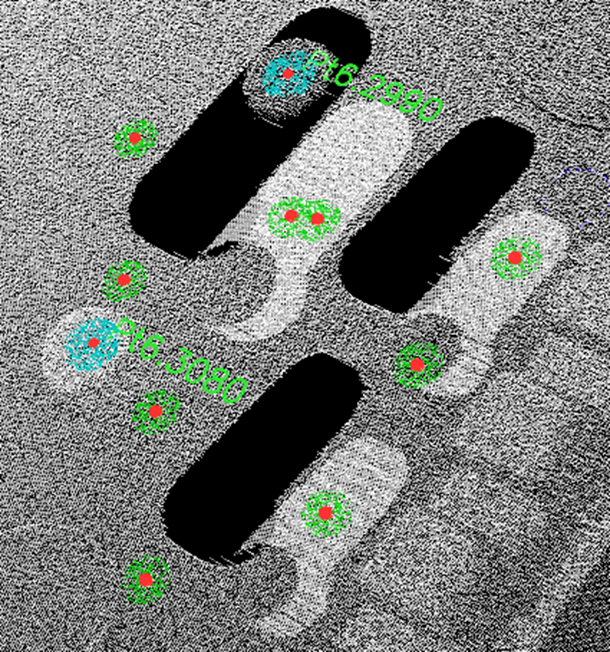
热力点云图及检测界面数据图
检测方法

高度检测


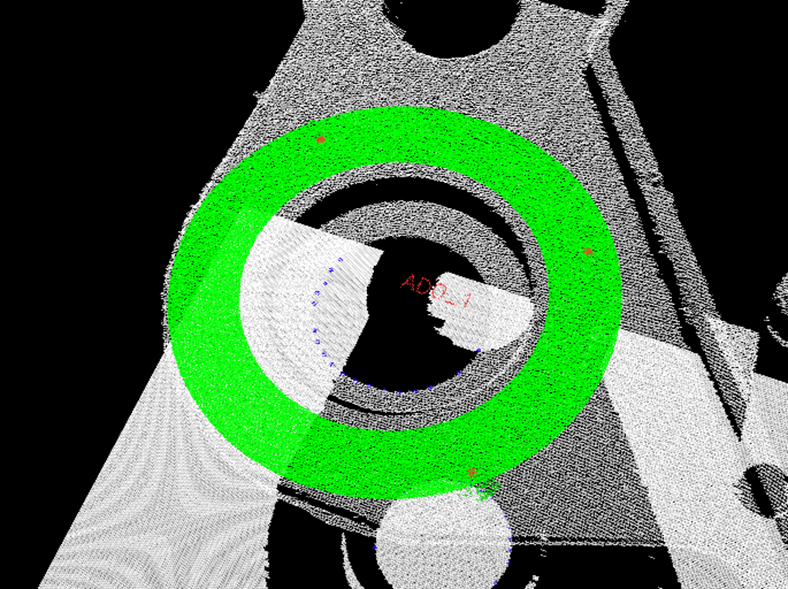
高度检测方法
使用LP系列3D激光轮廓仪对产品进行扫描成像,得到产品点云数据后,在指定的基准区域内选取多个ROI框拟合基准面,再选取待测面的点,其中蓝色区域为检测区域提取效果,绿色为基准面拟合区域,计算检测区域到基准面的段差。
缺陷检测
缺陷检测方法
使用LP系列3D激光轮廓仪扫描,检测绿色区域的面积,当面积小于设定值为NG,为有缺陷;反之则OK。如果孔内有面积数据,则为孔堵塞,判为NG。
检测结果
1.缺陷判断:在70mm/s的速度内,单个产品检测CT为2S,有效判别边缘圆缺陷、孔堵塞、卡扣缺陷等;
2.高度检测:产品重复取放十次,高度动态重复性精度为0.015mm。
该案例中使用的昂视LP系列3D激光轮廓仪集扫描、测量和控制于一体,具有结构简单、检测快速、可靠性高等优点。该产品可实现速度8000轮廓/秒,最快采集点云数25,600,000点/秒,最高可达8KHZ,X轴高达3200个点。能高效完成高度差/高度测量、连续高度测量、多点高度测量、体积测量等任务。
区别于市面上其他3D产品,昂视LP系列3D激光轮廓仪不需要搭载专用点云采集控制器,便于安装;配合自主研发3DCloud软件,功能丰富、操作简便,能够实现快速部署,大幅降低综合成本。
PIQS
昂视工业技术(深圳)有限公司
昂视工业技术(深圳)有限公司(简称“昂视”)成立于2013年,是一家机器视觉专业化生产供应商,是集底层算法研究、产品开发、生产销售于一体的科技型企业。

昂视从前期的产品选择到系统集成定制整体解决方案,为各个行业不同的用户提供质量稳定、安全可靠的生产方式,帮助企业有效降低实施成本,提高生产效率和生产质量,最终实现自动化、智能化、数字化的生产制造!
- 相关推荐
- 热点推荐
- 检测
-
塑料注塑缺陷检测的创新解决方案2025-08-05 1095
-
三维光学扫描仪高效保障汽车注塑件高质量生产2024-11-26 1078
-
塑胶注塑件气密性检测仪:保障产品质量的关键设备2024-09-13 1164
-
工业机器人装夹高速电主轴3mm注塑件切割技术方案2024-05-07 1221
-
电机过热怎么办?2023-11-01 1815
-
注塑件尺寸检测蓝光三维扫描仪高精度3d尺寸测量服务2023-02-28 2909
-
CASAIM-IS智能检测系统,批量检测注塑件尺寸偏差,确保注塑件尺寸精确度与可装配性2022-12-26 796
-
CASAIM-IS智能检测系统提高注塑件制品尺寸的精确性2022-11-01 1770
-
电机过热怎么办?WAYON维安PPTC有方案2022-07-20 2138
-
如何知道汽车塑胶注塑件防水等级已达到相应的标准2020-12-18 1673
-
ABS注塑件如何增加光亮度,有什么有效解决方案2020-11-11 4364
-
电池换新无法可依怎么办2019-03-19 1951
-
UL746D QMMY2注塑件UL认证2019-03-15 2279
-
电脑找不到硬盘怎么办2012-05-08 63724
全部0条评论

快来发表一下你的评论吧 !
