

激光焊接5种缺陷的解决方式
描述
一、裂纹
激光连续焊接中产生的裂纹主要是热裂纹,如结晶裂纹、液化裂纹等,产生的原因主要是焊缝在完全凝固之前产生较大的收缩力而造成的,填丝、预热等措施可以减少或消除裂纹。
裂纹焊缝
二、气孔
气孔是激光焊接中较容易产生的缺陷。激光焊的熔池深而窄,冷却速度又很快,液态熔池中产生的气体没有足够的时间逸出,容易导致气孔的形成。但激光焊冷却快,产生的气孔一般小于传统熔焊。焊接前清理工件表面可减轻气孔倾向,吹气的方向也会影响气孔产生。
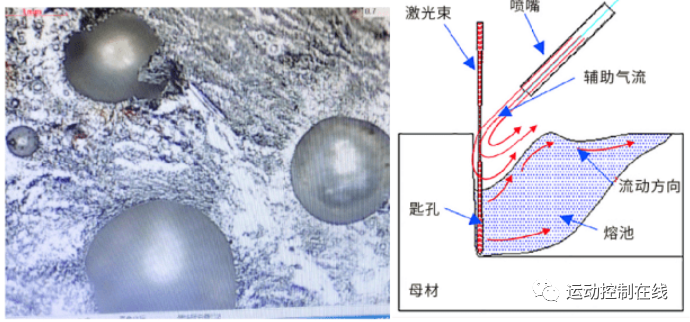 焊缝气孔(左) ▲焊缝形成过程(右)
焊缝气孔(左) ▲焊缝形成过程(右)
三、飞溅
激光焊产生的飞溅严重影响焊缝表面质量,且会污染损坏镜片。飞溅与功率密度有直接关系,适当降低焊接能量可减少飞溅。如果熔深不足,可降低焊接速度。
 焊接飞溅
焊接飞溅
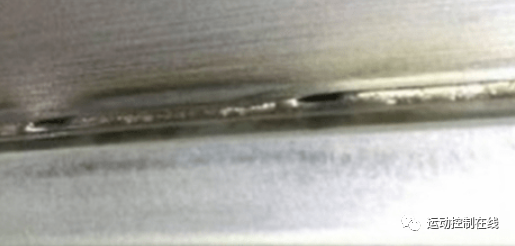
四、咬边
如果焊接速度过快,小孔后部指向焊缝中心的液态金属来不及重新分布,在焊缝两侧凝固就会形成咬边。接头装配间隙过大,填缝熔化金属减少,也容易产生咬边。激光焊结束时,如果能量下降时间过快,小孔容易塌陷,导致局部咬边,控制功率和速度相匹配可以很好解决咬边的产生。
五、下塌
如果焊接速度较慢,熔池大而宽,熔化金属量增加,表面张力难以维持较重的液态金属时,焊缝中心会下沉,形成塌陷和凹坑,此时需要适当降低能量密度来避免熔池下塌。
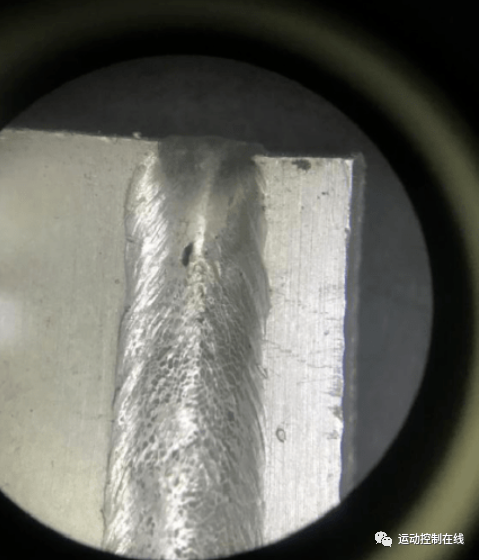
铝合金焊缝下塌

激光焊接示教系统
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
- 相关推荐
- 热点推荐
- 焊接
-
激光焊接十大常见缺陷及解决方法2025-03-17 7466
-
激光焊接机作为一种高效、精密的焊接设备2024-06-01 1736
-
揭秘激光焊接机的独特焊接方式2024-01-15 1615
-
激光焊接的焊接方式及优势?2023-12-08 3331
-
激光焊锡——高科技、高精度的焊接方式2023-11-22 1399
-
两种不同冷却方式的小型手持激光焊接机价格差异2023-08-18 2908
-
铝合金激光焊接技术(CRT脱机激光焊接示教系统)2023-03-30 2174
-
激光焊接有哪些焊接方式及优势2023-02-03 2426
-
激光焊接铝合金抑制气孔的3种方式2022-12-19 6458
-
详解16种常见的PCB焊接缺陷2022-12-06 5837
-
激光焊接技术在焊接铝合金缺陷的解决方案2022-09-23 3819
-
这样焊接会出大问题!盘点16种焊接缺陷2022-02-09 844
-
汽车领域激光焊接方式的应用2020-07-10 4913
-
激光焊接方式2019-04-24 8329
全部0条评论

快来发表一下你的评论吧 !
