

加工条件不明确,选刀难免有偏差
描述
在晶圆划切过程中,不仅需要选择合适的划片刀,而且要关注加工条件的优化。合适的划片刀和良好的加工条件,对于获得好的切割效果起着至关重要的作用。
上期我们已经分析划片刀选型的几个关键因素,本期关注加工条件的影响。
加工条件主要涉及以下几个方面:
主轴转速
进给速度
冷却水
主轴转速
刀片固定在划片机主轴上,以非常高的速度旋转,通常在每分钟25000至60000转之间,这就是我们通常所说的主轴转速。主轴转速是影响切割效果的关键因素之一。
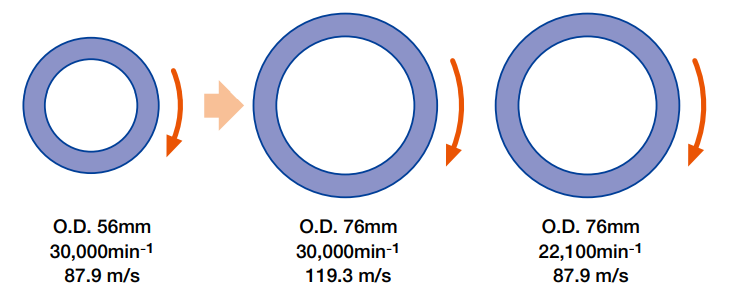
在相同转速下,刀片外径不同,外圆线速度也不同。不同外径的刀片为了获得相同的外圆线速度,必须调整主轴转速,以保证切割质量及稳定性。
当主轴转速增加时,金刚石的加工负荷减少,从而提高刀片寿命,同时降低了被切产品正面崩边产生的风险。但是,金刚石加工负荷减少会阻碍刀片自锐,导致被切产品背面崩边发生率的增加。
降低主轴转速,加速刀片自锐,是减少被切产品背面崩边发生率的有效措施之一。
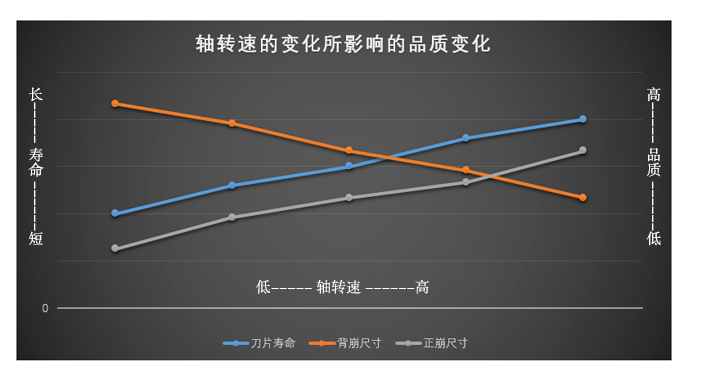
相同切割条件下,主轴转速越高,被切产品正面崩边尺寸越小,背面崩边尺寸则越大,刀片蛇形切割的发生概率也越高。
为了使被切产品保持良好的切割质量,并达到预期的使用寿命,有必要根据被切产品的材料情况、刀片规格和加工质量要求对主轴转速进行合理选择。
进给速度
在切割过程中,我们移动台盘来实现切割速度的变化(1-300mm/s)。大家都知道工厂生产中,效率意味着成本。切割速度越高,效率越高。但是往往切割速度越高,刀片负载越高,切割品质会越差。因此优化切割速度实现高效率高品质的生产至关重要。
高进给速度下,每颗金刚石的负载也会增加,对崩边产生较大影响,同时,进给速度会影响刀片寿命。
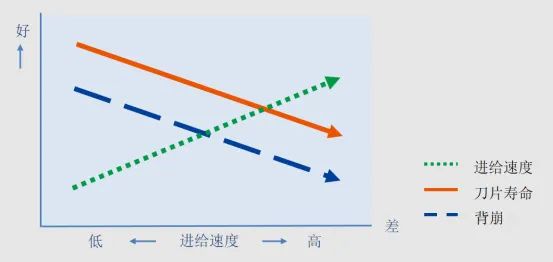
进给速度越慢,背崩尺寸越小,刀片寿命越长。相反,进给速度越快,背崩尺寸越大,刀片磨损加大,刀片寿命也就越短。
冷却水
由于在划切中主轴高速旋转,在切割材料时,刀片与材料的接触处会产生很高的温度,稳定的划切冷却水流量,不仅在划切过程中可以起到冷却刀片的作用,还可以防止电击、电弧现象发生,同时冲掉划切过程中碾碎的碎粒,减少芯片表面的碎屑污染,提高划切品质。
划切冷却水,主要采用去离子水,可根据产品需要增加特殊附件,例如二氧化碳气体,以改变水质电阻值等。
冷却水的流量和温度达到稳定时,划切品质才能达能最佳。冷却水流量的调节,包括喷嘴方向、高低、流量大小的调节。只有保证了足够的冷却效果,才能有效控制划切崩裂。
结合以上加工条件以及上期划片刀的几个关键因素,有硬脆材料切割需求的朋友们,大致就能了解自己需要的刀片了。情况复杂需要更多技术支持的时候,别忘记咨询深圳西斯特科技有限公司。
西斯特科技
深圳西斯特科技有限公司 (简称西斯特SST) ,以“让一切磨削加工变得容易”为主旨,倡导磨削系统方法论,2015年金秋创立于深圳,根植于技术创新的精神,屹立于创造价值、追求梦想的企业文化。
基于对应用现场的深度解读、创新性的磨具设计和磨削系统方法论的实际应用,西斯特秉承先进的磨削理念,践行于半导体、消费电子、汽车零部件等行业,提供高端磨具产品以及“切、磨、钻、抛”系统解决方案,在晶圆与封装基板划切、微晶玻璃和功能陶瓷磨削、汽车零部件精密磨削等领域应用广泛。
西斯特科技始终以先进的技术、创新的产品、优质服务的理念,引领产业革命,创造无限可能。
- 相关推荐
- 热点推荐
- 晶圆
-
铣削加工如何正确选择走刀方式2024-12-24 1823
-
在 PCB 加工中SycoTec自动换刀主轴的优势有哪些?2024-07-09 861
-
数控加工中心换刀机构常采用的是2024-06-07 3304
-
深圳恒兴隆|自动换刀电主轴:实现加工自动化与高效化的关键.2024-05-08 3657
-
数控加工七种对刀方式详解!2023-11-25 4619
-
项目进度不清晰、职责不明确、管理任务重?项目管理如何破局?2022-01-10 2552
-
苗圩:5G网络建设面临投资大、应用场景不明确的状况2020-11-16 2309
-
CNC加工中心换刀故障分析及处理2019-12-28 20628
-
瓷砖水刀切割拼花加工报价2018-07-18 2124
-
主题不明确、主题少于8个字符,斑竹将直接删除2013-07-17 3244
-
电极加工骗刀放火花位2012-11-01 2327
-
走刀路线和安排加工顺序2011-06-17 1431
全部0条评论

快来发表一下你的评论吧 !
