

辊压机轴磨损要求24小时开机,记录一次紧急的修复过程
描述
辊压机轴承位磨损是辊压机常见故障之一,磨损多是由于金属的正常疲劳以及润滑效果欠佳造成,安装过程中游隙没有调好,后期小压盘螺栓松动等原因也会造成磨损。对于辊压机来说这都是正常现象,但如果没有及时进行辊压机轴维修的话,就会影响到设备的正常运转。
水泥企业辊压机轴磨损,需要紧急开机
2022年某水泥企业,设备检修期间及时发现辊压机轴承的保持架发生损坏,由于据开机时间紧迫,企业负责人第一时间联系了我们福世蓝公司,该辊压机轴磨损问题4年前就给该企业治理过,一直使用至今,这次为了紧急开机要求24小时内开机,为此我们技术人员火速前往现场。到达现场时轴承已拆卸完毕,在拆卸过程中原来涂抹在轴上2211F修复材料还剩70%的接触面。
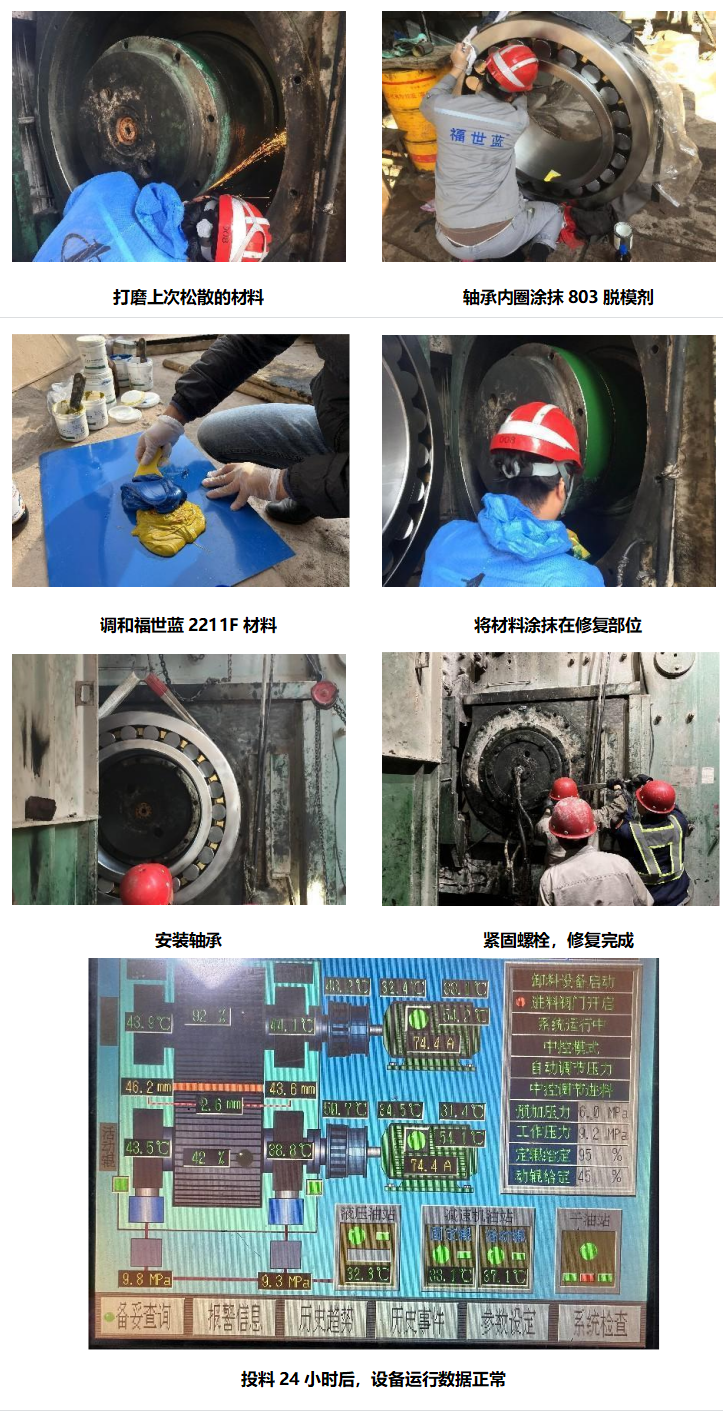
考虑到修复材料还在,这就说明定位基准还保留着,为此我们可以将之前涂抹材料打磨一部分,去除那些因拆卸而松散的修复材料,然后再次涂抹新调和的福世蓝2211F修复材料于表面,再直接装配轴承到指定位置即可。修复完成后参数如下:
修复设备:成都利君180-120
修复部位:操作侧定辊
轴承型号:241/750CAK30/W33
磨损量:打磨掉原有的材料,单边0.3mm
轴承初始游隙:1.25mm
轴承剩余游隙:0.55mm
剩余预紧距离:5.5mm
设备修复后,运行效果很好,达到了企业既定的要求,企业对福世蓝的工艺及材料非常认可。
福世蓝高分子材料修复工艺
1、以辊压机轴径未磨损的面作为定位基准,设计并加工一个对开的模具,且模具带有定位销及排料槽;
2、用氧气-乙炔火焰对辊压机轴磨损面进行烘烤,以去除表面的油污;
3、用磨光机将修复表面打磨粗糙,打磨掉其表面的锈蚀,以便加强对材料的粘接;
4、测量并空试加工的对开模具,验证模具加工无误;
5、按照2:1比例调和福世蓝®2211F材料,并涂抹在修复表面;
6、在模具内表面薄薄地涂抹一层福世蓝803脱模剂;
7、安装模具,在紧固模具时,检查是否有多余材料挤出;
8、待修复材料固化,开模后并测量其尺寸;
9、用磨光机、锉刀等工具,去除周围挤出的多余材料;
10、修复表面再次薄薄地涂抹一层福世蓝2211F材料;
11、安装轴承,安装过程中,控制好游隙,即修复完成。
-
辊压机轴承位磨损修复2024-03-01 641
-
辊压机轴承位磨损修复的过程2024-02-23 745
-
辊压机轴磨损是如何修复的2024-02-18 514
-
修复辊压机轴磨损步骤2024-01-26 630
-
如何修复辊压机轴承位磨损2024-01-22 709
-
修复辊压机轴承位磨损技巧2024-01-19 680
-
如何修复辊压机轴承位磨损的2024-01-12 524
-
修复辊压机轴承位磨损的过程2024-01-03 692
-
辊压机轴磨损修复过程分享2022-05-11 844
-
辊压机轴磨损修复教程2022-01-13 893
-
如何修复辊压机轴磨损问题2021-08-12 990
-
辊压机轴承位磨损如何修复2021-07-28 1117
-
辊压机轴头磨损如何修复2021-05-26 1008
全部0条评论

快来发表一下你的评论吧 !
