

氮化硅AMB基板是新能源汽车SiC功率模块的首选工艺
描述
碳化硅(SiC)作为宽禁带半导体材料,相对于Si基器件具备降低电能转换过程中的能量损耗、更容易小型化、更耐高温高压的优势。如今,SiC“上车”已成为新能源汽车产业难以绕开的话题,而这要归功于搭载意法半导体碳化硅器件的特斯拉Model 3的问世,使诸多半导体企业在碳化硅上“卷”了起来。
AMB受益于车用SiC放量进入爆发期
2.1. 汽车电动化平台高压化提升SiC MOS需求
汽车电动平台高压化有助于提升续航里程+快充。续航里程和充电时间长是目前电动车的首要痛点,提高电压能在同样的电阻下减少电耗损失,提升效率,增加续航里程。同时,800V高压平台可搭配350kW超级充电桩,提升充电速度,缩短充电时长。此外在充电功率相同的情况下,800V高压快充架构下的高压线束直径更小,相应成本更低,电池散热的更少,热管理难度相对降低,整体电池成本更优。
SiC在高压+长续航平台有先天性能优势。第三代半导体材料具有禁带宽度大、击穿电场高、热导率高、电子饱和速率高、抗辐射能力强等特点,在高频、高压、高温等工作场景中,有易散热、小体积、低能耗、 高功率等明显优势。相较于硅基器件,SiC器件具有优越的电气性能,如耐高压、耐高温和低损耗。


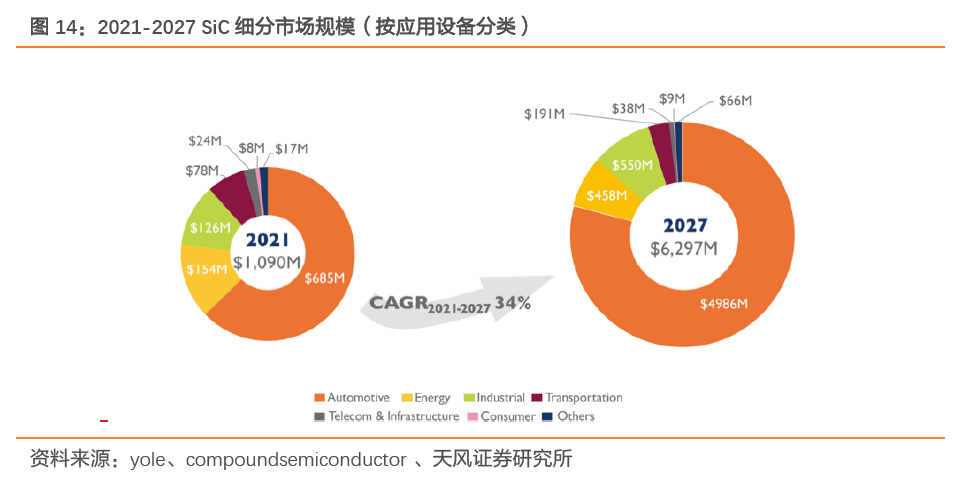
新能源汽车持续渗透+汽车平台高压化带动SiC 器件市场将高速增长。根据Yole数据,2021-2027年,全球 SiC 功率器件市场规模将由10.9亿美元增长到62.97亿美元,CAGR为34%;其中车用SiC市场规模将由6.85亿美元增长到49.86亿美元,CAGR 为39.2%,车(逆变器+OBC+DC/DC转换器)是SiC最大的下游应用,占比由62.8%增长到79.2%,市场份额持续提升。
2.2. 主流新能源车企加速导入SiC电动化平台
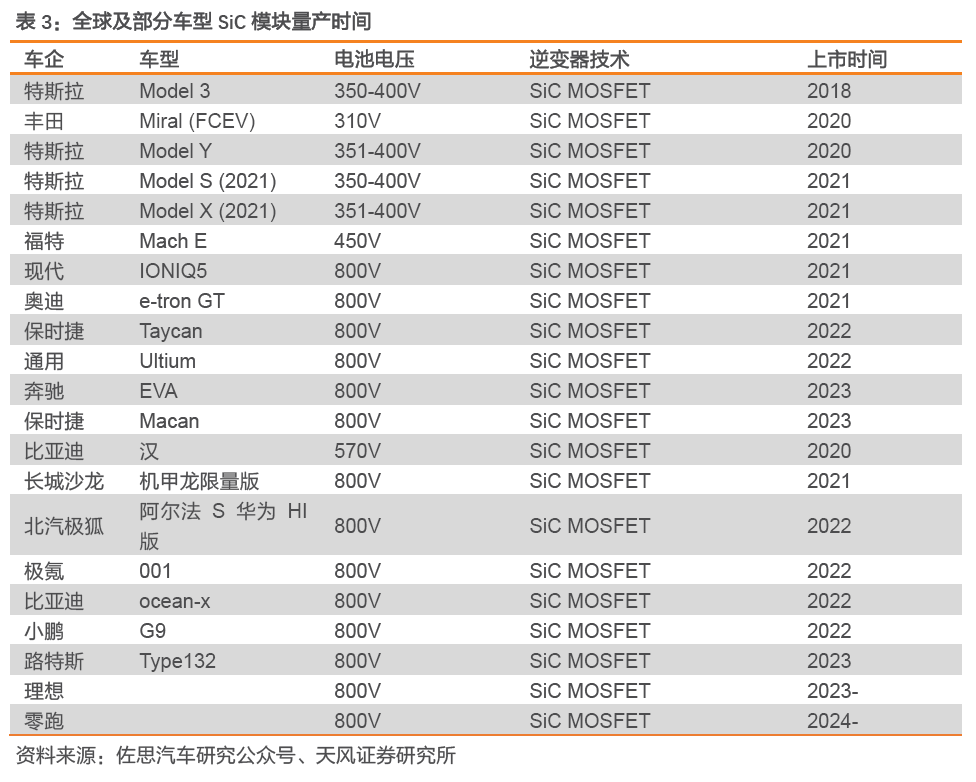
主流新能源车企加速导入高压SiC平台。2021-2022年,现代IONIQ5、奥迪e-tron GT、保时捷Taycan等国外车型,以及长城沙龙机甲龙、北汽极狐阿尔法S华为HI版、极氪001等国内车型已率先应用800V高压平台+SiC功率模块。2023年以后,更多基于800V架构的新能源汽车将进入量产阶段。根据英飞凌预计,到2025年汽车电子功率器件领域采用SiC技术的占比将会超过20%。
2.3. AMB陶瓷基板需求受益于SiC MOS放量进入加速成长期
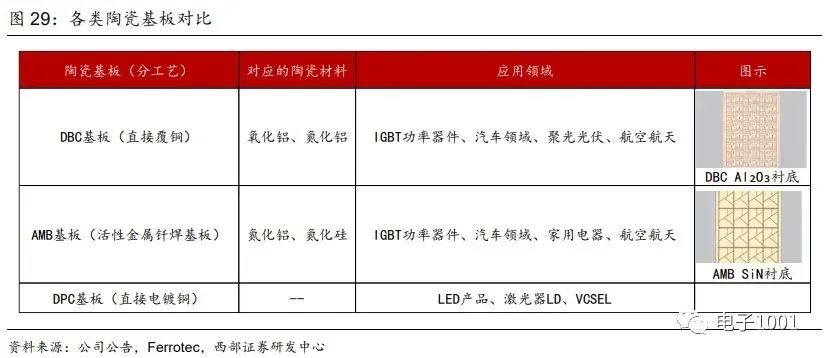
陶瓷衬板又称陶瓷电路板,是在陶瓷基片上通过覆铜技术形成的基板;再通过激光钻孔、图形刻蚀等工艺制作成陶瓷电路板。陶瓷基板按照工艺主要分为DBC、AMB、DPC、HTCC、LTCC等基板,按照基板材料划分主要为氧化铝(Al2O3)、氮化铝(AlN)和氮化硅(Si3N4),其中氧化铝陶瓷基板最常用,主要采用DBC工艺;氮化铝陶瓷基板导热率较高,主要采用DBC和AMB工艺;氮化硅可靠性优秀,主要采用AMB工艺。
SiC在新能源汽车上的应用优势:
提升加速度
新能源汽车的加速性能与动力系统输出的最大功率和最大扭矩密切相关,SiC技术允许驱动电机在低转速时承受更大输入功率,且不怕电流过大导致的热效应和功率损耗,这就意味着车辆起步时,驱动电机可以输出更大扭矩,强化加速能力。
增加续航里程
SiC器件通过导通/开关两个维度降低损耗,从而实现增加电动车续航里程的目的。
汽车轻量化
SiC材料载流子迁移率高,能提供较高的电流密度,相同功率等级下封装尺寸更小。SiC能够实现高频开关,减少滤波器和无源器件如变压器、电容、电感等的使用,从而减少系统体系和重量;SiC禁带宽度宽且具有良好的热导率,可以使器件工作于较高的环境温度中,从而减少散热器体积;SiC可以降低开关与导通损耗,使系统效率提升,同样续航范围内,可以减少电池容量,有助于车辆轻量化。2022年800V高压平台成为解决快充痛点的主流方案,碳化硅模块上车的进程大幅超过市场预期,AMB陶瓷基板优异导热和抗弯性能已经成为SiC芯片最佳封装材料。
此外,随着汽车电动化快速进入到2.0快充阶段,高压快充系统成为车企不约而同的选择。目前,越来越多车企陆续发布了搭载800V高电压平台的车型。电压平台的升高,将意味着核心三电系统以及空调压缩机、DCDC、OBC等部件以及充电桩都要能在800V甚至1000V的电压下正常工作。而SiC具有高耐压特性,在1200V的耐压下阻抗远低于Si,对应的导通损耗会相应降低,同时由于SiC可以在1200V耐压下选择MOSFET封装,可以大幅降低开关损耗,因此受到多家车企的青睐。
Si3N4-AMB基板是SiC器件封装基板的首选
以往被广泛使用的直接覆铜(DBC)陶瓷基板是通过共晶键合法制备而成,铜和陶瓷之间没有粘结材料,在高温服役过程中,往往会因为铜和陶瓷(Al2O3或AlN)之间的热膨胀系数不同而产生较大的热应力,从而导致铜层从陶瓷表面剥离,因此传统的DBC陶瓷基板已经难以满足高温、大功率、高散热、高可靠性的封装要求。
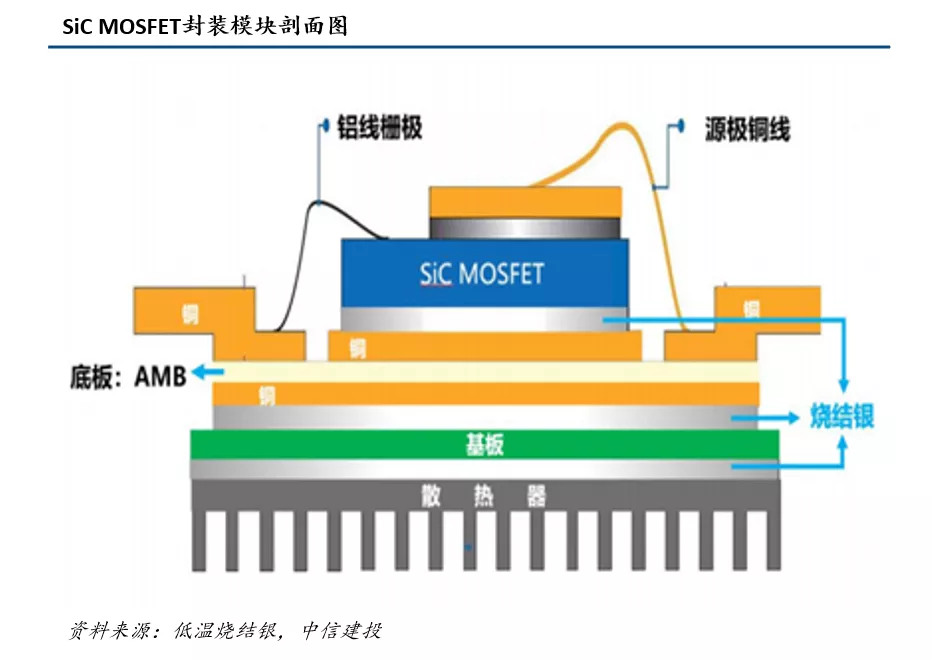
Si3N4-AMB覆铜基板则是利用活性金属元素(Ti、Zr、Ta、Nb、V、Hf等)可以润湿陶瓷表面的特性,将铜层通过活性金属钎料钎焊在Si3N4陶瓷板上。通过活性金属钎焊(AMB)工艺形成的铜/陶瓷界面粘结强度更高,且Si3N4陶瓷相比Al2O3和AlN同时兼顾了优异的机械性能和良好的导热性,因此Si3N4-AMB覆铜基板在高温下的服役可靠性更强,是SiC器件封装基板的首选。
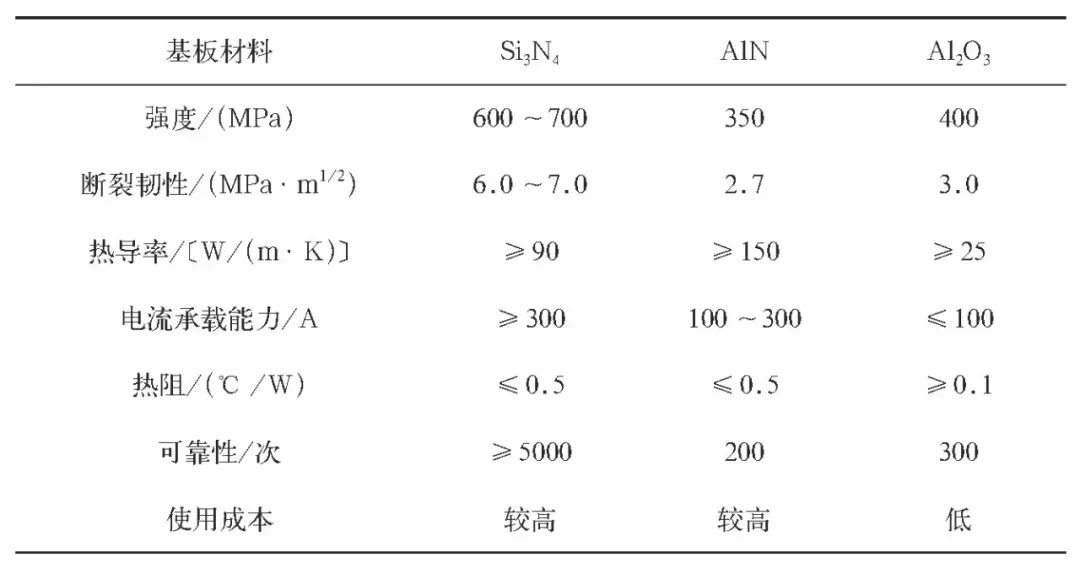 三种陶瓷基板材料性能对比(来源:张伟儒,《第3代半导体碳化硅功率器件用高导热氮化硅陶瓷基板最新进展》
三种陶瓷基板材料性能对比(来源:张伟儒,《第3代半导体碳化硅功率器件用高导热氮化硅陶瓷基板最新进展》
Si3N4-AMB基板制备流程
AMB工艺根据钎焊料不同,目前主要分为放置银铜钛焊片和印刷银铜钛焊膏两种。
以后者为例,工艺流程如下图所示。首先将Ag、Cu、Ti元素直接以粉末形式混合制成浆料,采用丝网印刷技术将Ag-Cu-Ti焊料印刷在氮化硅陶瓷基板上,再利用热压技术将铜箔层压在焊料上,最后通过烧结、光刻、腐蚀及镀Ni工艺制备出符合要求的氮化硅AMB覆铜板。
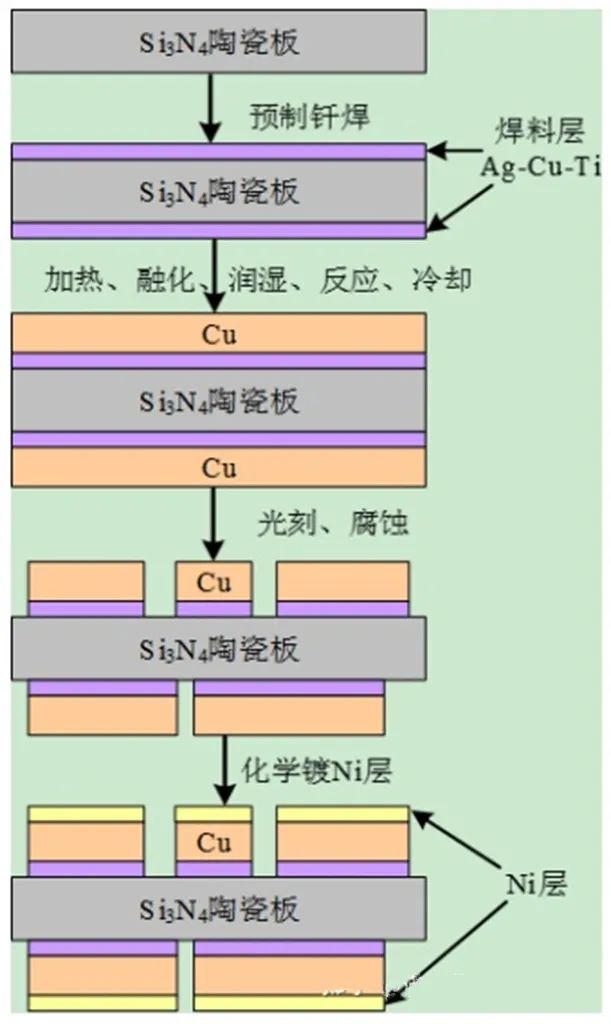 氮化硅AMB覆铜板制备工艺流程图
氮化硅AMB覆铜板制备工艺流程图
在AMB工艺中,利用Ti等过渡金属与Ag、Cu等元素形成合金焊料,具有很强的化学活性,能够与氧化物陶瓷、非氧化物陶瓷等发生反应,促使熔融焊料润湿陶瓷表面,完成氮化硅与无氧铜的连接。活性元素Ti与氮化硅陶瓷反应的主要产物是TiN和TiAl3。
但这两种方法都存在一定局限。首先,焊片工艺所用的银铜钛焊片在制备过程中容易出现活性元素Ti的氧化、偏析问题,导致成材率极低,焊接接头性能较差。对于焊膏工艺,在高真空中加热时有大量有机物挥发,导致钎焊界面不致密,出现较多空洞,使得基板在服役过程中易出现高压击穿、诱发裂纹的问题。此外,释放的有机挥发物会污染真空腔体和泵组管道,影响分子泵的使用寿命。
据此,李伸虎等创新地提出了银铜钛焊膏的预脱脂钎焊工艺,可以在保护高真空设备的同时,显著降低Si3N4陶瓷-铜的界面空洞率。
此外,AMB工艺还还存在一些短板,其技术实现难度要比DBC、DPC两种工艺大很多,对技术要求高,且在良率、材料等方面还有待进一步完善,这使得该技术目前的实现成本还比较高。
AMB(Active Metal Brazing)
-
《氧化铝、碳化硅、氮化硅,谁才是工业陶瓷老大?》2026-04-29 958
-
碳化硅基板——三代半导体的领军者2021-01-12 4494
-
氮化硅陶瓷基板助力新能源汽车市场2021-01-21 1283
-
氮化硅基板应用——新能源汽车核心IGBT2021-01-27 1810
-
应用于新能源汽车的碳化硅半桥MOSFET模块2023-02-27 1508
-
氮化硅陶瓷基板的5大应用你知道吗?2022-11-10 3863
-
国产氮化硅陶瓷基板升级SiC功率模块,提升新能源汽车性能优势2023-03-15 2894
-
氮化硅陶瓷基板的市场优势和未来前景2023-04-11 3369
-
国产氮化硅陶瓷基板邂逅碳化硅功率模块,国产新能源汽车开启性能狂飙模式2023-05-02 3129
-
氮化硅陶瓷基板生产工艺 氮化铝和氮化硅的性能差异2023-07-06 3175
-
汽车功率模块中AMB陶瓷基板的作用及优势2023-10-23 3093
-
氮化硅陶瓷逆变器散热基板:性能、对比与制造2025-07-25 2637
-
氮化硅陶瓷基板:新能源汽车电力电子的散热革新2025-08-02 4985
-
热压烧结氮化硅陶瓷逆变器散热基板2025-08-03 2058
-
AMB覆铜陶瓷基板迎爆发期,氮化硅需求成增长引擎2025-12-01 7232
全部0条评论

快来发表一下你的评论吧 !
