

基于相变材料的智能手机散热系统设计
描述
摘要:针对智能手机中高功率 5G 芯片及大容量锂离子电池的散热问题,提出一种新型散热结构。该结构采用质量分数为 92% 的石蜡/石墨与质量配比为 64∶36 的月桂酸/肉豆蔻酸分别作为 5G 芯片及锂离子电池的相变冷却介质,并通过石墨烯和铜箔组成的复合散热层协助散热。通过数值分析,研究了相变材料的液相体积分数,融化率及各元件温度。结果表明: 随相变材料融化率的增大,对元件温升的抑制效果越明显。在 5G 芯片与锂离子电池中采用不同物理性质的相变材料使其温度分别下降了 8. 67% ,10. 49% ,散热效果较为明显。复合散热层的加入可以有效降低手机内部温度,提升智能手机的安全可靠性。
关键词:5G 芯片; 锂离子电池; 相变材料
1 引言
随着 5G 技术的深度发展,大功率 5G 芯片在电信基站、智能手机/平板电脑、互联网汽车和宽带接入等领域得到广泛普及和应用。新一代 5G芯片采用高密度封装,单位容积的生热量不断增大,在密闭且高度集成的条件下,芯片温度难免持续升高。芯片的正常工作温度范围一般在 -5 ℃ ~ 70 ℃,处于高温工作环境下的芯片会产生不同程度的失效,影响到系统的循环使用寿命和安全可靠性,甚至可能危及使用者的安全。研究数据表明: 当电子芯片温度高于 70 ℃ 时,温度每升高 10 ℃,其稳定性会下降 50% ,这种现象在智能手机中尤为突出。5G 芯片需要支持更多的频段和实现更加复杂的功能,其功率消耗约为 4G芯片的 2. 5 倍,将达到 10 ~ 12 W。功率的提升意味着需要配备更大容量的锂离子电池,而锂离子电池也是智能手机的主要产热部件之一,其正常工作温度范围为 0 ℃ ~ 40 ℃。当锂离子电池温度高于 40 ℃时,电池内部化学反应加剧,容量大幅衰减,甚至出现隔膜变形、电解液分解等现象,存在爆炸隐患。因此,提出更高效合理的散热方案,对提高智能手机的安全可靠性及循环性具有重要意义。
当前应用于智能手机的散热方式主要有: 石墨烯散热,热管散热和均热板散热。石墨烯具有低密度、耐高温、导热性强、稳定性高等特点,Gao等人采用热化学气象沉积技术将制备的单层石墨烯薄膜应用于微型芯片上,芯片热斑温度由394 K 下降至 381 K。热管与均热板的原理大致相似,均为液体在气液相变过程中的热量传递。陶等人以高速芯片模块为研究对象,采用热管散热器对其进行仿真热分析,结果表明,芯片的最高温度下降了 20 K,系统最高温差下降了 10 K,热管技 术 有 效 缓 解 了 芯 片 的 散 热 问题。纪等人为解决大功率光电芯片的散热问题,采用泡沫金属作为毛细吸液芯构建了一种新型一体化平板热管,结果表明,该结构平板热管可以消除接触热阻,使散热系统处于均温状态并能够承载大热流密度。Boukhanouf 等人通过监测不同热流密度下均热板蒸发界面的温度,得出均热板具有良好的温度扩展性能。陈等人通过建立高热流密度相变均热板传热模型,分析其传热特性并提出强化传热措施,以达到更好的换热效果。
综上所述,从现有研究可以得出: 电子芯片的散热方式并不单一,但基于相变的散热形式中,大多均以水作为相变介质,因此存在漏液风险。同时,在智能手机中对于温升结构不同的 5G 芯片和锂离子电池采用一套冷却系统,一定程度上会影响电子元件的性能。为此,本文以 5G 芯片和锂离子电池作为研究对象,基于不同性质的定型相变材料构建散热系统。利用 CFD 仿真技术,通过数值模拟和优化分析,设计符合性能要求的智能手机散热系统。
2 散热系统设计
2. 1 物理模型
”
由于 5G 芯片的高度集成化设计,其内部微小单元中集成电路繁多,与锂离子电池内部的层叠缠绕结构相比更为复杂,若按照各元件的真实结构进行建模仿真,庞大的网格数量将严重影响计算效率。为此采用集中参数法建立模型,即将5G 芯片与锂离子电池看作温度均匀分布的均质体,如图 1 所示。
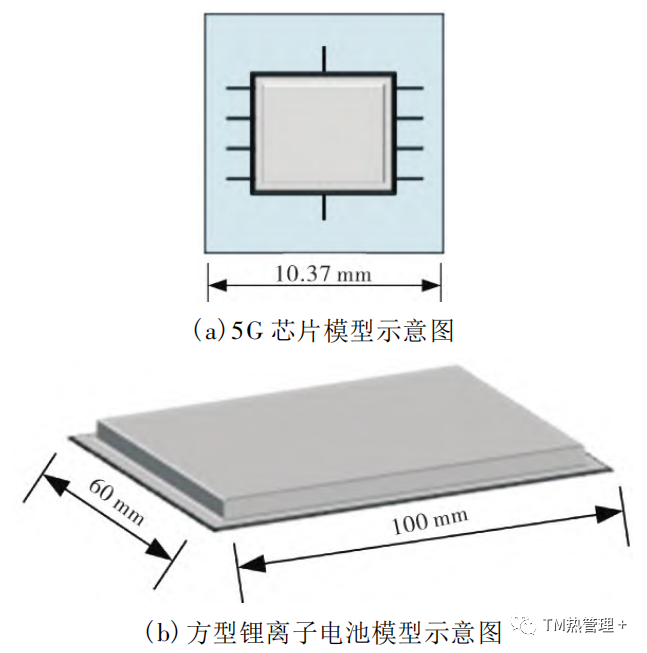
图 1 模型示意图
考虑到 5G 芯片与锂离子电池工作温度范围的差异,以及液体散热介质在电子元件中可能出现的漏液风险,故采用将熔点不同的定型相变材料分别覆盖至 5G 芯片与锂离子电池表面的散热方案。定型相变材料在达到相变温度时,不会产生宏观上的液体流动,相变过程中不存在渗漏现象,在规避漏液风险的同时可满足相应散热需求。根据 5G 芯片和锂离子电池的工作温度范围,分别选用质量分数为 92% 的石蜡/石墨和质量配比为 64∶36 的月桂酸/肉豆蔻酸作为相变介质,并通过在相变材料表面添加由铜箔和石墨烯纳米碳涂层组成的复合散热层协助散热。相变材料的融化过程将各电子元件中的热量吸收并短暂储存,利用复合散热层快速传递至手机壳体外侧,避免热量在智能手机内部聚集,出现热失效。散热系统结构如图 2 所示。
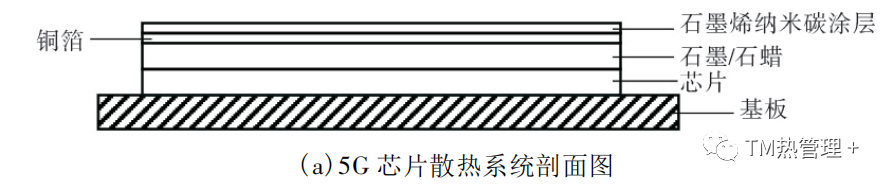

图 2 散热系统结构图
2. 2 数学模型
”
基于传热学的理论,石蜡/石墨与月桂酸/肉豆蔻酸这两种复合材料作为相变介质进行冷却散热的过程本质是相变传热。随温度的变化,相变材料在固相与液相间相互转化,并伴随热量的吸收或释放,过程中会出现两相共存的临界状态,即固液两相分界面。对于该过程,Fluent 采用焓- 孔隙率的方法分析凝固/融化过程中的相界面,引入液相分数的概念,表达为式( 1) ,通过液相分数来间接的描述相界面的变化过程。
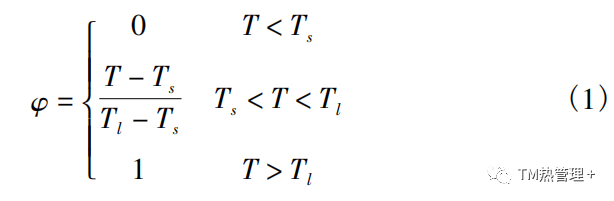
式中,φ 为液相分数; T 为温度; Ts 为相变材料的固相温度; Tl 为相变材料的液相温度,当 0 <φ < 1 时,定义相变材料处于糊状区。
相变传热过程的研究分为两种模型,即温度法模型和焓法模型。两者区别在于因变量的不同,以温度和相界面位置作为因变量的温度法模型需要监测两相区域的体积变化,以此建立能量守恒方程。而以温度和焓作为因变量的焓法模型可以统一固相与液相的控制方程,进而建立对整个区域的能量守恒方程。因便于数值计算,焓法模型被应用到多数相变问题中,其控制方程为:
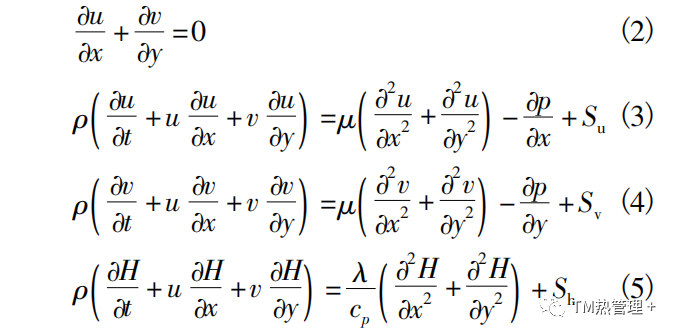
式中,u 为 x 方向上的速度; v 为 y 方向上的速度; t 为时间; ρ 为密度; μ 为动力粘度; λ 为导入系数; p 为压强; H 为比焓; cp 为比热; Su 为 x 方向上的动量源项; Sv 为 y 方向上的动量源项,Sh 为能量源项。
3 参数设定
设定环境温度为 25 ℃,对流换热系数为 5W/( m2·K) 。作为热源的 5G 芯片与锂离子电池被视为忽略其空间梯度但具有同等热物性质的均质体,热物性参数为各部件加权平均值,忽略相变前后材料的热物性变化,各部分材料参数如表1 所示。
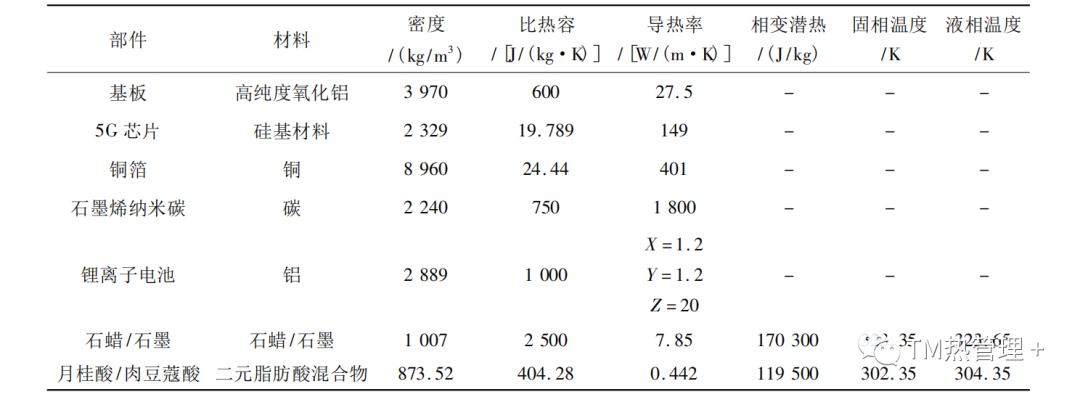
表 1 材料热物性参数
为保证数值模拟的准确性和计算效率,分别验证 5G 芯片与锂离子电池三维散热模型的网格独立性。该三维散热模型的重叠界面较多,故网格以 Y 方向截面呈现,如图 3 所示。将 5G 芯片散热结构进行网格划分,并设置温度监测点 1,选取三组网格数分别为 3 872、5 364、6 826,同理将锂离子电池散热结构进行网格划分,并设置温度监测点 2,选取三组网格数分别为 288 362、360 000、453 000。在相同的生热时间内,5G 芯片与锂离子电池监测点处的温度如表 2 所示。
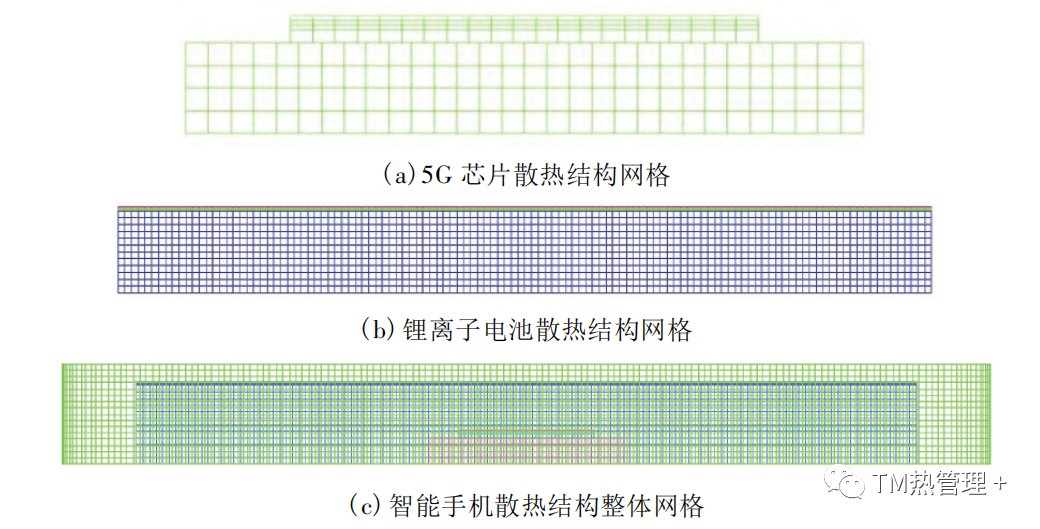
图 3 网格划分
表 2 不同网格数下 5G 芯片与锂离子电池监测点温度

对于 5G 芯片散热结构中的监测点 1,温度最大偏差为 0.13% ,锂离子电池散热结构中监测点2 的最大温度偏差为 0. 24% ,根据相变界面的清晰度与计算效率,选择 5G 芯片散热结构的网格数为 5 364,锂离子电池散热的结构网格数为 360000,智能手机散热结构整体网格为 1 041 172。
4 结果分析
4. 1 相变材料融化过程分析
”
在上述工况下,用于智能手机散热系统的石蜡/石墨和月桂酸/肉豆蔻酸在相变过程中液相区域随时间变化趋势如图 4 ( a) ,( b) 所示,图中蓝色区域为固相区,红色区域为液相区,黄绿色区域为固液共存的糊状区。芯片与锂离子电池的热量通过热传导的方式传递至相变材料,并随时间的增加达到相变温度,处于热源中心区域的部分最先发生融化,相变界面呈不规则环状逐步由中心向外扩散,自然对流在一定程度上影响了扩散界面的形状,但石蜡/石墨与月桂酸/肉豆蔻酸融化过程的相变界面基本保持对称分布。
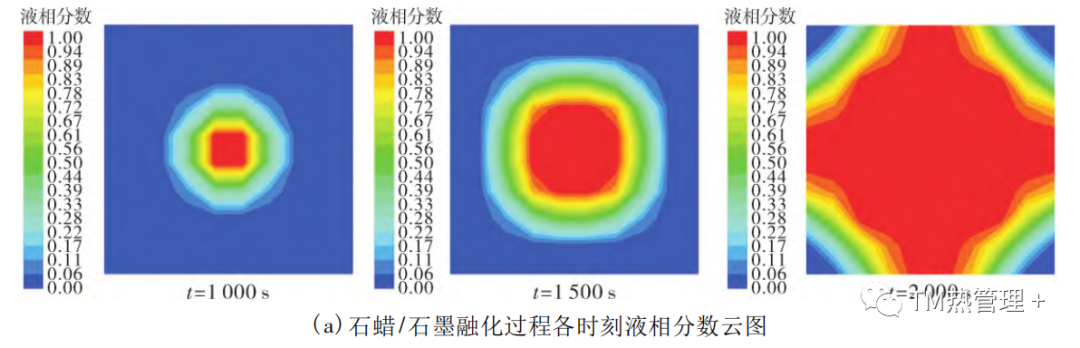
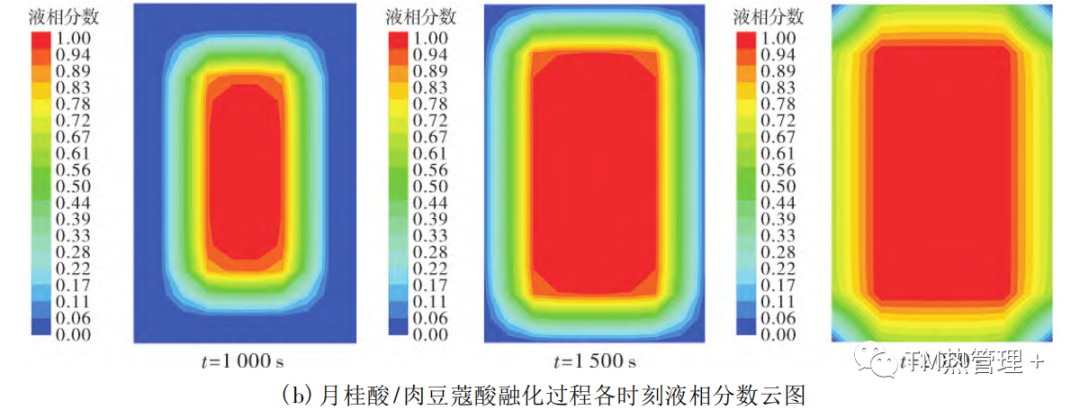
图 4 相变材料融化过程各时刻液相分数云图
石蜡/石墨与月桂酸/肉豆蔻酸的液相分数随时间变化曲线如图 5 所示,由图中可以得出: 应用于 5G 芯片散热系统的石蜡/石墨在前 1200 s 的融化率高于锂离子电池散热系统中的月桂酸/肉豆蔻酸,并在 1200 s 时,两种相变材料的融化率均达到 80% ,由于热源温升结构的差异,在 1000s 内石蜡/石墨的融化速率大于月桂酸/肉豆蔻酸,1000 s ~ 1500 s 内月桂酸/肉豆蔻酸的融化速率超过石蜡/石墨,1350 s 后因相变材料未融化部分逐渐远离热源中心,热阻增大,两种相变材料的融化速率缓慢减小,达到峰值。
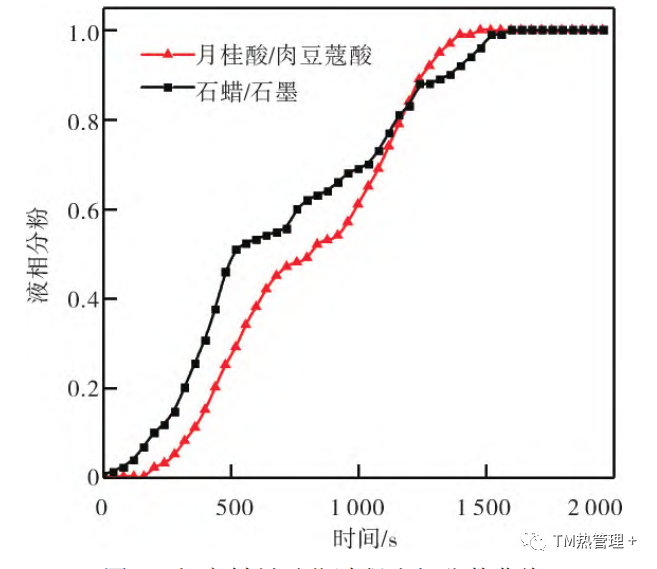
图 5 相变材料融化过程液相分数曲线
4. 2 相变冷却效果分析
”
为研究石蜡/石墨在 5G 芯片中的冷却散热效果,故将石蜡/石墨相变冷却与自然冷却下的5G 芯片温度进行对比,分别如图 6( a) ,( b) 所示。
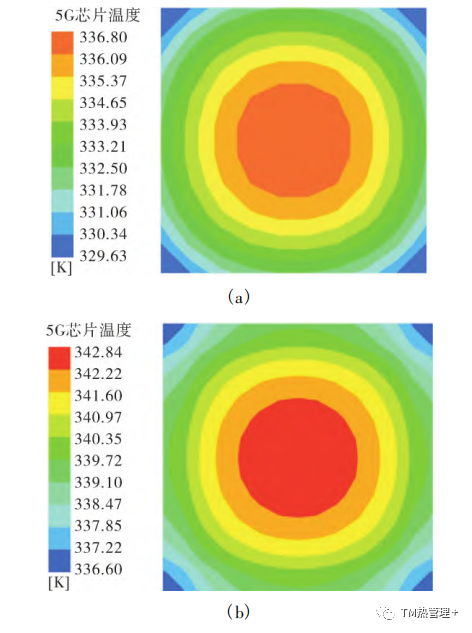
图 6 不同冷却方式下 5G 芯片温度分布云图
由图可知,与自然冷却相比,在 5G 芯片表面覆盖石蜡/石墨的冷却方式使得芯片最高温度下降了8. 67% ,散热效果较为明显。抑制芯片耗散生热的同时,使芯片处于健康工作温度范围。由于处于边界的少部分石蜡/石墨并不能在短时间内完全融化,因此相变冷却下 5G 芯片的局部温差比自然冷却下高 0. 93 ℃,结合系统整体散热效果,可忽略其影响。
图 7 描述了石蜡/石墨相变冷却和自然冷却下 5G 芯片温度随时间变化的关系曲线,在芯片生热前期,覆盖在 5G 芯片表面的石蜡/石墨未达到相变温度,相变材料并不会融化,但因其表面覆盖未融化的石蜡/石墨,故此阶段温度较高于自然冷却下的芯片温度。800 s 时石蜡/石墨开始产生熔化趋势,并吸收芯片产生的热量,5G 芯片的温升速率降低,温度逐渐低于同时刻自然冷却下的芯片温度。自然冷却下的 5G 芯片温升速率基本保持不变,温度持续升高。因采用质量分数为92% 的石蜡/石墨,其物理性质保证了 5G 芯片在高温区域的冷却散热效果,而处于低温区域时温度略高 于自然状态并不会影响 5G 芯片的安全性。
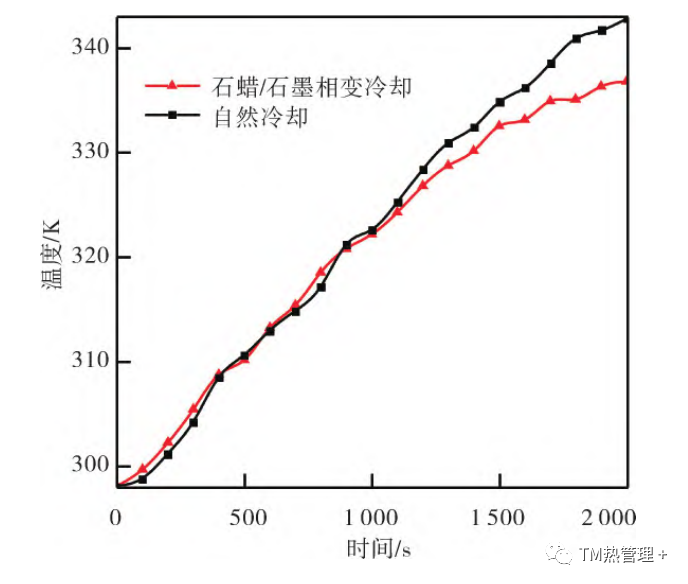
图 7 不同冷却方式下 5G 芯片温度曲线
当以锂离子电池为研究对象时,采用质量配比为 64∶36 的月桂酸/肉豆蔻酸进行相变冷却下的锂离子电池温度云图如图 8( a) 所示,自然冷却下锂离子电池温度云图如图 8( b) 所示。从图中可以看出: 在月桂酸/肉豆蔻酸的冷却下,电池表面的最高温度比自然冷却下降低了 4. 12 ℃,下降了 10. 49% ,散热效果较为明显。与 5G 芯片中采用的相变介质石蜡/石墨相比,月桂酸/肉豆蔻酸的相变温度较低,在生热过程中有更充分的温度空间使其融化得更加完全,温度更加均匀,因此锂离子电池的局部温差比自然冷却下低 3. 43 ℃,对元件有效散热的同时减小了温差。
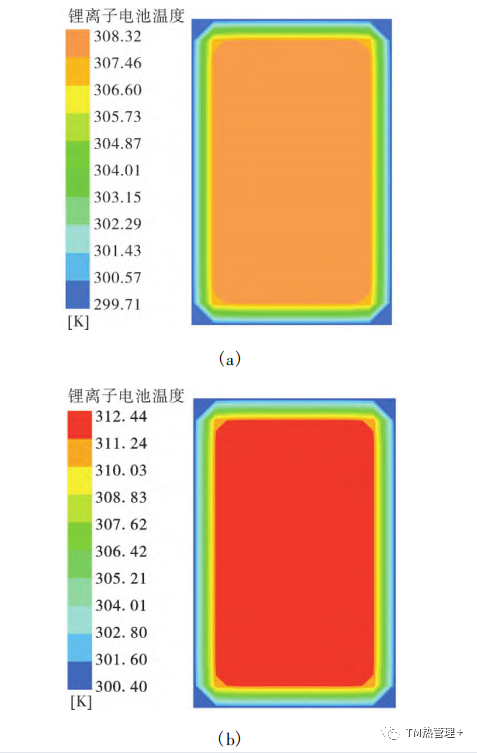
图 8 不同冷却方式下锂离子电池温度分布云图
在锂离子电池散热系统中,月桂酸/肉豆蔻酸相变冷却与自然冷却下的锂离子电池温度随时间变化曲线如图 9 所示。月桂酸/肉豆蔻酸的相变温度较低,在电池生热前期就会产生融化趋势,与自然冷却生热过程相比,在月桂酸/肉豆蔻酸相变冷却下的锂离子电池温度更低。2000 s 内处于自然冷却下的锂离子电池温度基本呈线性上升趋势,期间伴随小幅度的波动,而采用月桂酸/肉豆蔻酸作为相变介质进行冷却的锂离子电池在前1 000s 温升速率缓慢上升,1 200 s 时两种散热方式下的锂离子电池温差达到最小值。1000 ~1500 s 随着月桂酸/肉豆蔻酸融化率的不断提高,逐渐开始抑制电池温度上升,1500 ~ 2000 s月桂酸/肉豆蔻酸的融化率达到峰值,电池温度趋于平稳。
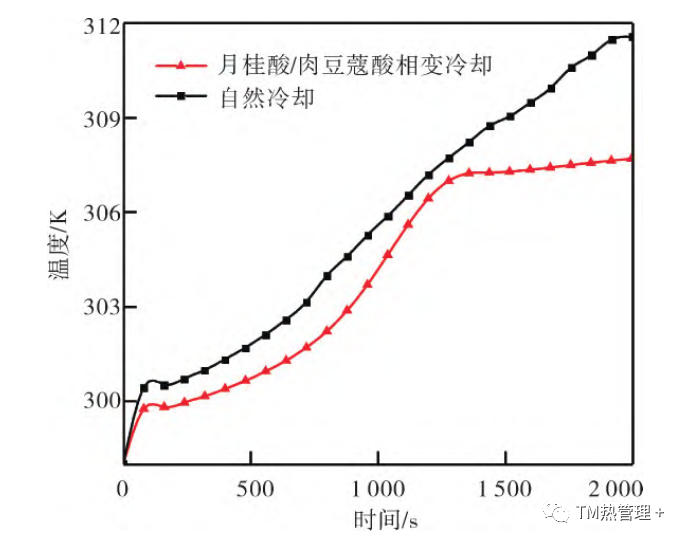
图 9 不同冷却方式下锂离子电池温度曲线
4. 3 复合散热层温度分析
”
在该散热结构下,两种定型相变材料的表面均覆盖了由铜箔和石墨烯纳米碳涂层组成的复合散热层,石蜡/石墨与月桂酸/肉豆蔻酸将 5G 芯片和锂离子电池中的热量吸收储存,并通过热传导的方式传递至复合散热层,以此降低智能手机内部温度。不同散热系统下复合散热层中铜箔与石墨烯纳米碳涂层的温度随时间变化曲线如图10 所示,因各部分元件的工作温度范围不同,处于 5G 芯片散热系统中的复合散热层温度相对较高。由于复合散热层的组成和布置结构,在 5G芯片与锂离子电池散热系统中铜箔的温度均略高于石墨烯纳米碳涂层,2 000 s 时各散热系统中铜箔与石墨烯纳米碳涂层的温差达到峰值。经过复合散热层的协助散热,5G 芯片与锂离子电池传递至壳体外侧的温度分别比原来下降了 25. 81% 和19. 39% 。
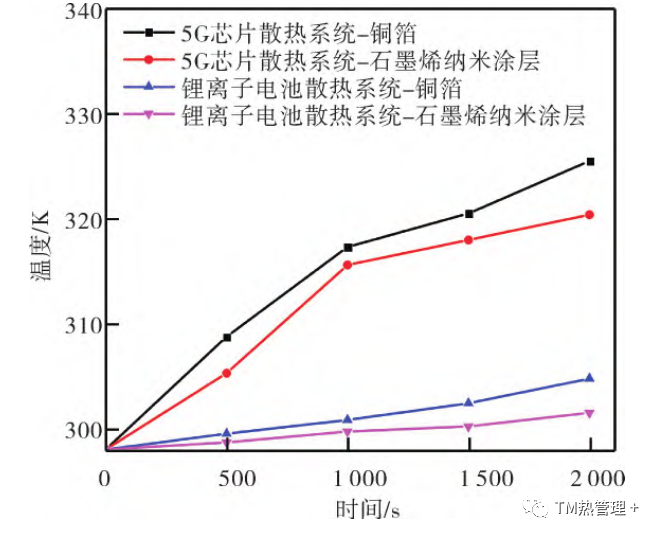
图 10 不同散热系统下复合散热层温度曲线
5 结论
本文分别以质量分数为 92% 的石蜡/石墨和质量配比为 64∶36 的月桂酸/肉豆蔻酸作为 5G芯片与锂离子电池的冷却散热介质,并配合由铜箔、石墨烯纳米碳涂层的复合散热层构成智能手机散热系统。采用 Fluent 对两种不同的相变介质进行融化过程分析,以及各部分元件温度分析,研究了相变材料融化过程对元件温度的影响,并对复合散热层的散热效果进行了讨论。通过分析不同时刻的液相分数与温度,得出结论如下:
( 1) 质量分数为 92% 的石蜡/石墨与质量配比为 64∶36 的月桂酸/肉豆蔻酸在相变过程的熔化界面一定程度上受自然对流的影响;( 2) 随着散热系统中相变介质熔化率的不断提高,对抑制 5G 芯片与锂离子电池的升温效果越明显;( 3) 在石蜡/石墨与月桂酸/肉豆蔻酸达到相变温度之前,5G 芯片和锂离子电池温度与自然冷却下差别不大,与自然冷却模式下的最大温差出现在相变介质熔化后的 2 000 s;( 4) 复合散热层有效降低了智能手机内部温度与传递至外部壳体的温度。
来源:低温/制冷技术
作者:刘家良,赵知辛,黄鸣远,陈小龙
陕西理工大学机械工程学院
-
傲琪人工合成石墨片: 破解智能手机散热困境的创新解决方案2025-09-13 3110
-
智能手机电源管理注意事项2012-02-03 5114
-
有效解决智能手机电磁干扰问题-日本大同进口吸波材料2012-03-13 4478
-
基于IMS的双模智能手机系统的设计2012-08-20 2283
-
【转】智能手机如何“越狱”和ROOT?2013-06-08 4384
-
智能手机2013-06-23 5685
-
智能手机如何判断人脸的贴近2013-09-30 5231
-
模拟智能手机2016-09-26 3762
-
你怎么定义智能手机壳,觉得高科技+手机壳=智能手机壳吗?!2018-01-05 5976
-
基于NFC技术的智能手机设计2019-06-19 3937
-
自动对焦在智能手机的应用2019-07-16 4138
-
智能手机怎么才能更加智能?2019-08-20 4160
-
如何设计智能手机省电系统?2019-11-05 2774
-
智能手机的散热方案有哪些2020-04-25 10379
-
请问如何去设计一种智能手机系统?2021-04-25 2507
全部0条评论

快来发表一下你的评论吧 !
