

高导热氮化硅陶瓷基板研究现状
描述
摘要:为了减少环境污染、打造绿色经济,高效地利用电力变得越来越重要。电力电子设备是实现这一目标的关键技术,已被广泛用于风力发电、混合动力汽车、LED 照明等领域。这也对电子器件中的散热基板提出了更高的要求,传统的陶瓷基板如 AlN、Al2O3、BeO 等的缺点也日益突出,如较低的理论热导率和较差的力学性能等,严重阻碍了其发展。相比于传统陶瓷基板材料,氮化硅陶瓷由于其优异的理论热导率和良好的力学性能而逐渐成为电子器件的主要散热材料。
关键词:半导体 陶瓷基板 氮化硅 热导率
然而,目前氮化硅陶瓷实际热导率还远远低于理论热导率的值,而且一些高热导率氮化硅陶瓷(>150 W/(m·K))还处于实验室阶段。影响氮化硅陶瓷热导率的因素有晶格氧、晶相、晶界相等,其中氧原子因为在晶格中会发生固溶反应生成硅空位和造成晶格畸变,从而引起声子散射,降低氮化硅陶瓷热导率而成为主要因素。此外,晶型转变和晶轴取向也能在一定程度上影响氮化硅的热导率。如何实现氮化硅陶瓷基板的大规模生产也是一个不小的难题。
现阶段,随着制备工艺的不断优化,氮化硅陶瓷实际热导率也在不断提高。为了降低晶格氧含量,首先在原料的选择上降低氧含量,一方面可选用含氧量比较少的 Si 粉作为起始原料,但是要避免在球磨的过程中引入氧杂质;另一方面,选用高纯度的 α-Si3N4 或者 β-Si3N4作为起始原料也能减少氧含量。其次选用适当的烧结助剂也能通过减少氧含量的方式提高热导率。
目前使用较多的烧结助剂是 Y2O3-MgO,但是仍不可避免地引入了氧杂质,因此可以选用非氧化物烧结助剂来替换氧化物烧结助剂,如 YF3-MgO、MgF2-Y2O3、Y2Si4N6C-MgO、MgSiN2-YbF3 等在提高热导率方面也取得了非常不错的效果。研究发现通过加入碳来降低氧含量也能达到很好的效果,通过在原料粉体中掺杂一部分碳,使原料粉体在氮化、烧结时处于还原性较强的环境中,从而促进了氧的消除。此外,通过加入晶种和提高烧结温度等方式来促进晶型转变及通过外加磁场等方法使晶粒定向生长,都能在一定程度上提高热导率。为了满足电子器件的尺寸要求,流延成型成为大规模制备氮化硅陶瓷基板的关键技术。
本文从影响热导率的主要因素入手,重点介绍了降低晶格氧含量、促进晶型转变及实现晶轴定向生长三种提高实际热导率的方法;然后,指出了流延成型是大规模制备高导热氮化硅陶瓷的关键,并分别从流延浆料的流动性、流延片和浆料的润湿性及稳定性等三方面进行了叙述;概述了目前常用的制备高导热氮化硅陶瓷的烧结工艺现状;最后,对未来氮化硅高导热陶瓷的研究方向进行了展望。
00
引言
随着集成电路工业的发展,电力电子器件技术正朝着高电压、大电流、大功率密度、小尺寸的方向发展。因此,高效的散热系统是高集成电路必不可少的一部分。这就使得基板材料既需要良好的机械可靠性,又需要较高的热导率。图 1 为电力电子模块基板及其开裂方式。研究人员对高导热系数陶瓷进行了大量的研究,其中具有高热导率的氮化铝(AlN)陶瓷(本征热导率约为320 W/(m·K))被广泛用作电子器件的主要陶瓷基材。
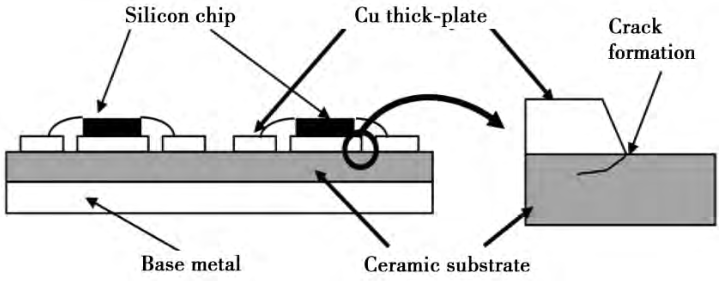
图 1 电力电子模块基板及其开裂方式
但是,AlN 陶瓷的力学性能较差,如弯曲强度为 300~400 MPa,断裂韧性为 3~4 MPa·m1/2,导致氮化铝基板的使用寿命较短,使得它作为结构基板材料使用受到了限制。另外,Al2O3 陶瓷的理论热导率与实际热导率都很低,不适合应用于大规模集成电路。电子工业迫切希望找到具有良好力学性能的高导热基片材料,图 2 是几种陶瓷基板的强度与热导率的比较,因此,Si3N4 陶瓷成为人们关注的焦点。
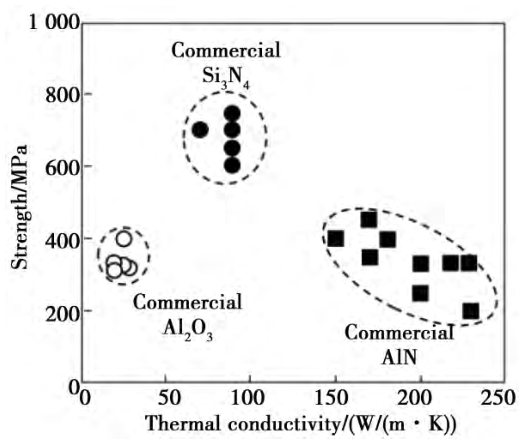
图 2 几种陶瓷基板的强度与热导率的比较
与 AlN 和 Al2O3 陶瓷基板材料相比,Si3N4 具有一系列独特的优势。Si3N4 属于六方晶系,有 α、β 和 γ 三种晶相。
Lightfoot 和 Haggerty 根据 Si3N4 结构提出氮化硅的理论热导率在200~300 W/(m·K)。Hirosaki 等通过分子动力学的方法计算出 α-Si3N4 和 β-Si3N4 的理论热导率,发现Si3N4 的热导率沿 a 轴和 c 轴具有取向性,其中 α-Si3N4 单晶体沿 a轴和 c轴的理论热导率分别为105 W/(m·K)、225W/(m·K);β-Si3N4 单晶体沿a轴和c轴方向的理论热导率分别是 170 W/(m·K)、450 W/(m·K)。
Xiang 等结合密度泛函理论和修正的 Debye-Callaway 模型预测了 γ-Si3N4 陶瓷也具有较高的热导率。同时 Si3N4 具有高强度、高硬度、高电阻率、良好的抗热震性、低介电损耗和低膨胀系数等特点,是一种理想的散热和封装材料。
现阶段,将高热导率氮化硅陶瓷用于电子器件的基板材料仍是一大难题。目前,国外只有东芝、京瓷等少数公司能将氮化硅陶瓷基板商用化(如东芝的氮化硅基片(TSN-90)的热导率为 90 W/(m·K))。
近年来国内的一些研究机构和高校相继有了成果,北京中材人工晶体研究院成功研制出热导率为 80 W/(m·K)、抗弯强度为 750 MPa、断裂韧性为 7.5MPa·m1/2 的 Si3N4 陶瓷基片材料,其已与东芝公司的商用氮化硅产品性能相近。
中科院上硅所曾宇平研究员团队成功研制出平均热导率为 95 W/(m·K),最高可达 120 W/(m·K)且稳定性良好的氮化硅陶瓷。其尺寸为 120 mm×120 mm,厚度为 0.32 mm,而且外形尺寸能根据实际要求调整。
目前我国的商用高导热 Si3N4 陶瓷基片与国外还是存在差距。因此,研发高导热的 Si3N4 陶瓷基片必将促进我国 IGBT(Insula-ted gate bipolar transistor)技术的大跨步发展,为步入新能源等高端领域实现点的突破。
近年来氮化硅陶瓷基板材料的实际热导率不断提高,但与理论热导率仍有较大差距。目前,文献报道了提高氮化硅陶瓷热导率的方法,如降低晶格氧含量、促进晶型转变、实现晶粒定向生长等。本文阐述了如何提高氮化硅陶瓷的热导率和实现大规模生产的成型技术,重点概述了国内外高导热氮化硅陶瓷的研究进展。
01
晶格氧的影响
氮化硅的主要传热机制是晶格振动,通过声子来传导热量。晶格振动并非是线性的,晶格间有着一定的耦合作用,声子间会发生碰撞,使声子的平均自由程减小。另外,Si3N4 晶体中的各种缺陷、杂质以及晶粒界面都会引起声子的散射,也等效于声子平均自由程减小,从而降低热导率。图 3 为氮化硅的微观结构。
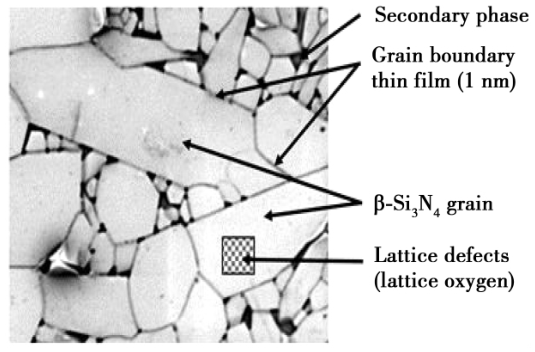
图 3 氮化硅烧结体的典型微观结构
研究表明,在诸多晶格缺陷中,晶格氧是影响氮化硅陶瓷热导率的主要缺陷之一。氧原子在烧结的过程中会发生如下的固溶反应:
2SiO2→ 2SiSi +4ON+VSi (1)
反应中生成了硅空位,并且原子取代会使晶体产生一定的畸变,这些都会引起声子的散射,从而降低 Si3N4 晶体的热导率。
Kitayama 等在晶格氧和晶界相两个方面对影响 Si3N4晶体热导率的因素进行了系统的研究,发现 Si3N4晶粒的尺寸会改变上述因素的影响程度,当晶粒尺寸小于 1μm时,晶格氧和晶界相的厚度都会成为影响热导率的主要因素;当晶粒尺寸大于 1μm 时,晶格氧是影响热导率的主要因素。而制备具有高热导率的氮化硅陶瓷,需要其具有大尺寸的晶粒,因此通过降低晶格氧含量来制得高热导率的氮化硅显得尤为关键。下面从原料的选择、烧结助剂的选择和制备过程中碳的还原等方面阐述降低晶格氧含量的有效方法。
1.1 原料粉体选择
为了降低氮化硅晶格中的氧含量,要先得从原料粉体上降低杂质氧的含量。目前有两种方法:一种是使用低含氧量的 Si 粉为原料,经过 Si 粉的氮化和重烧结两步工艺获得高致密、高导热的 Si3N4 陶瓷。将由 Si 粉和烧结助剂组成的 Si的致密体在氮气气氛中加热到 Si熔点(1414℃)附近的温度,使 Si 氮化后转变为多孔的 Si3N4 烧结体,再将氮化硅烧结体进一步加热到较高温度,使多孔的 Si3N4 烧结成致密的 Si3N4 陶瓷。另外一种是使用氧含量更低的高纯 α-Si3N4 粉进行烧结,或者直接用 β-Si3N4 进行烧结。
日本的 Zhou、Zhu等以 Si 粉为原料,经过 SRBSN 工艺制备了一系列热导率超过 150W/(m·K)的氮化硅陶瓷。高热导率的主要原因是相比于普通商用 α-Si3N4 粉末,Si 粉经氮化后具有较少的氧含量和杂质。
Park 等研究了原料Si 粉的颗粒尺寸对氮化硅陶瓷热导率的影响,发现 Si 颗粒尺寸的减小能使氮化硅孔道变窄,有利于烧结过程中气孔的消除,进而得到致密度高的氮化硅陶瓷。研究表明,当 Si 粉减小到 1μm 后,氮化硅陶瓷的相对密度能达到 98%以上。但是在 SRBSN 这一工艺减小原料颗粒尺寸的过程中容易使原料表面发生氧化,增加了原料中晶格氧的含量。
Guo等分别用 Si 粉和 α-Si3N4 为原料进行了对比试验。研究发现,以 Si 粉为原料经过氮化后能得到含氧量较低(0.36%,质量分数)的 Si3N4 粉末,通过无压烧结制得热导率为 66.5W/(m·K)的氮化硅陶瓷。而在同样的条件下,以 α-Si3N4 为原料制备的氮化硅陶瓷,其热导率只有 56.8 W/(m·K)。
用高纯度的 α-Si3N4 粉末为原料,也能制得高热导率的氮化硅陶瓷。Duan 等以 α-Si3N4 为原料,制备了密度、导热系数、抗弯强度、断裂韧性和维氏硬度分别为 3.20 g·cm-3 、60 W/(m·K)、668 MPa、5.13 MPa·m1/2 和 15.06 GPa的Si3N4 陶瓷。Kim 等以 α-Si3N4为原料制备了热导率为78.8 W/(m·K)的氮化硅陶瓷。
刘幸丽等以不同配比的 β-Si3N4/α-Si3N4 粉末为起始原料,制备了热导率为108 W/(m·K)、抗弯强度为 626 MPa的氮化硅陶瓷。结果表明:随着 β-Si3N4 粉末含量的增加,β-Si3N4柱状晶粒平均长径比的减小使得晶粒堆积密度减小,柱状晶体积分数相应增加,晶间相含量减少,热导率提高。
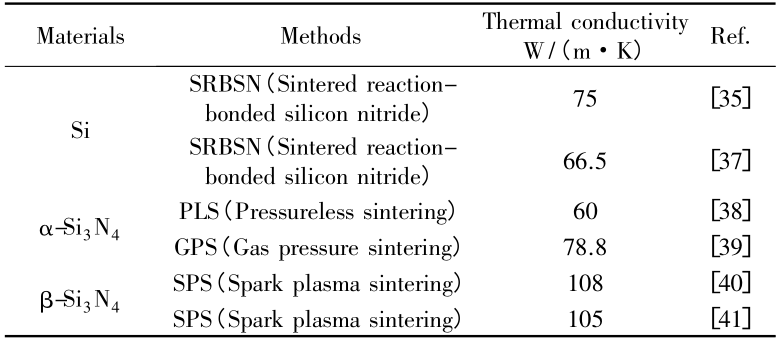
彭萌萌等研究了粉体种类(β-Si3N4或 α-Si3N4)及 SPS 保温时间对氮化硅陶瓷热导率的影响。研究发现,采用 β-Si3N4粉体制备的氮化硅陶瓷的热导率比采用相同工艺以 α-Si3N4为粉体制备的氮化硅陶瓷高 15% 以上,达到了 105W/(m·K)。不同原料制备的Si3N4材料的热导率比较见表1。
表 1 不同原料制备的 Si3N4材料的热导率比较
综合以上研究可发现,采用 Si 粉为原料制得的样品能达到很高的热导率,但是在研磨的过程中容易发生氧化,而且实验过程繁琐,耗时较长,不利于工业化生产;使用高纯度、低含氧量的 α-Si3N4粉末为原料时,由于原料本身纯度高,能制备出性能优异的氮化硅陶瓷,但是这样会导致成本增加,不利于大规模生产;虽然可以用 β-Si3N4 取代 α-Si3N4为原料,得到高热导率的氮化硅陶瓷,但是 β-Si3N4的棒状晶粒会阻碍晶粒重排,导致烧结物难以致密。
1.2 烧结助剂选择
Si3N4属于共价化合物,有着很小的自扩散系数,在烧结过程中依靠自身扩散很难形成致密化的晶体结构,因此添加合适的烧结助剂和优化烧结助剂配比能得到高热导率的氮化硅陶瓷。在高温时烧结助剂与Si3N4表面的 SiO2反应形成液相,最后形成晶界相。然而晶界相的热导率只有 0.7~1 W/(m·K),这些晶界相极大地降低了氮化硅的热导率,而且一些氧化物烧结添加剂的引入会导致 Si3N4晶格氧含量增加,也会导致热导率降低。
目前氮化硅陶瓷的烧结助剂种类繁多,包括各种稀土氧化物、镁化物、氟化物和它们所组成的复合烧结助剂。稀土元素由于具有很高的氧亲和力而常被用于从 Si3N4晶格中吸附氧。目前比较常用的是镁的氧化物和稀土元素的氧化物组成的混合烧结助剂。
Jia 等在氮化硅陶瓷的烧结过程中添加复合烧结助剂 Y2O3-MgO,制备了热导率达到 64.4W/(m·K)的氮化硅陶瓷。Go 等同样采用 Y2O3-MgO为烧结助剂,研究了烧结助剂 MgO 的粒度对氮化硅微观结构和热导率的影响。研究发现,加入较粗的 MgO 颗粒会导致烧结过程中液相成分分布不均匀,使富 MgO 区周围的 Si3N4晶粒优先长大,从而导致最终的 Si3N4陶瓷中大颗粒的 Si3N4晶粒的比例增大,热导率提高。
然而,加入氧化物烧结助剂会不可避免地引入氧原子,因此为了降低晶格中的氧杂质,可以采用氧化物 + 非氧化物作为烧结助剂。Yang 等以 MgF2-Y2O3为烧结添加剂制备出性能良好的高导热氮化硅陶瓷,发现用 MgF2可以降低烧结过程中液相的粘度,加速颗粒重排,使粉料混合物能够在较低温度(1600℃)和较短时间(3 min)内实现致密化,而且低的液相粘度与高的 Si、N 原子比例有助于 Si3N4 的 α→β 相变和晶粒生长,从而提高 Si3N4 陶瓷的热导率。
Hu 等分别以 MgF2-Y2O3和 MgO-Y2O3为烧结助剂进行了对比试验,并探究了烧结助剂的配比对热导率的影响。相比于 MgO-Y2O3,用 MgF2-Y2O3作为烧结助剂时 Si3N4陶瓷热导率提高了 19%,当添加量为 4%MgF2 -5%Y2O3时,能达到最高的热导率。
Li 等以 Y2Si4N6C-MgO 代替 Y2O3 -MgO 作为烧结添加剂,通过引入氮和促进二氧化硅的消除,在第二相中形成了较高的氮氧比,导致在致密化的 Si3N4 试样中颗粒增大,晶格氧含量降低,Si3N4 -Si3N4 的连续性增加,使Si3N4 陶瓷的热导率由 92 W/(m·K)提高到 120 W/(m·K),提高了 30.4%。
为了进一步提高液相中的氮氧比,降低晶格氧含量,通常还采用非氧化物作为烧结助剂。Lee 等研究了氧化物和非氧化物烧结添加剂对 Si3N4 的微观结构、导热系数和力学性能的影响。以 MgSiN2 -YbF3 为烧结添加剂,制备出导热系数为 101.5 W/(m·K)、弯曲强度为822~916 MPa 的 Si3N4 陶瓷材料。经研究发现,相比于氧化物烧结添加剂,非氧化物 MgSiN2 和氟化物作为烧结添加剂能降低氮化硅的二次相和晶格氧含量,其中稀土氟化物能与 SiO2 反应生成 SiF4,而SiF4 的蒸发导致晶界相减少,同时也会导致晶界相 SiO2 还原,降低晶格氧含量,进而达到提高热导率的目的。不同烧结助剂制备的氮化硅陶瓷热导率比较见表 2,显微结构如图 4所示。
表 2 不同烧结助剂制备的 Si3N4材料的热导率比较
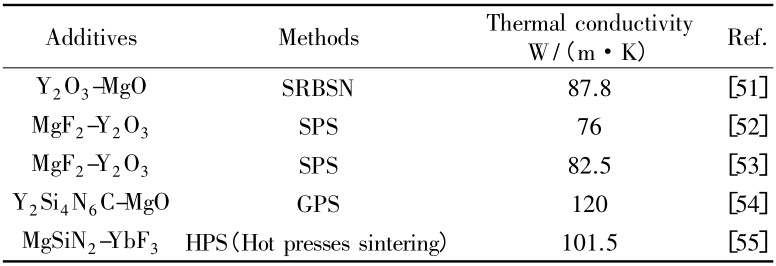
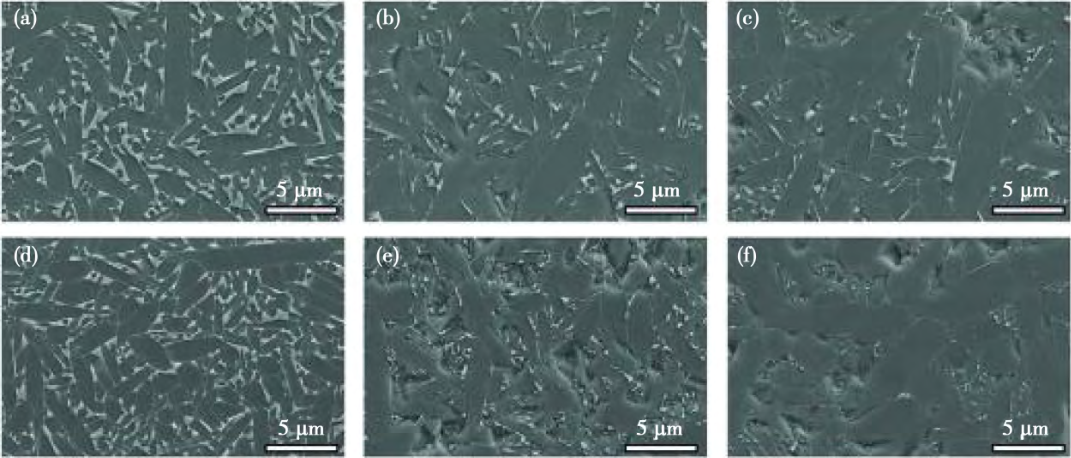
图 4 氧化物添加剂(a)MgO-Y2O3 和(d)MgO-Yb2O3、混合添加剂(b)MgSiN2 -Y2O3 和(e)MgSiN3 -Yb2O3 、非氧化物添加剂(c)MgSiN2 -YF3 和(f)Mg-SiN2 -YbF3 的微观结构
目前主流的烧结助剂中稀土元素为 Y 和 Yb 的化合物,但是有些稀土元素并不能起到提高致密度的作用。Guo等分别用 ZrO2 -MgO-Y2O3和 Eu2O3 -MgO-Y2O3作为烧结助剂,制得了氮化硅陶瓷,经研究发现 Eu2O3 -MgO-Y2O3的加入反而抑制了氮化硅陶瓷的致密化。
综合以上研究发现,相比于氧化物烧结助剂,非氧化物烧结助剂能额外提供氮原子,提高氮氧比,促进晶型转变,还能还原 SiO2 起到降低晶格氧含量、减少晶界相的作用。
1.3 碳的还原
前面提到的一些能高效降低晶格氧含量的烧结助剂,如Y2Si4N6C和 MgSiN2 等,无法从商业的渠道获得,这就给大规模生产造成了困扰,而且高温热处理也会导致高成本。因此,从工业应用的角度来看,开发简便、廉价的高导热 Si3N4 陶瓷的制备方法具有重要的意义。研究发现,在烧结过程中掺杂一定量的碳能起到还原氧杂质的作用,是一种降低晶格氧含量的有效方法。
碳被广泛用作非氧化物陶瓷的烧结添加剂,其主要作用是去除非氧化物粉末表面的氧化物杂质。在此基础上,研究者发现少量碳的加入可以有效地降低 AlN 陶瓷的晶格氧含量,从而提高 AlN 陶瓷的热导率。同样地,在 Si3N4 陶瓷中引入碳也可以降低氧含量,主要是由于在氮化和后烧结过程中,适量的碳会起到非常明显的还原作用,能极大降低 SiO 的分压,增加晶间二次相的 N/O 原子比,从而形成双峰状显微结构,得到晶粒尺寸大、细长的氮化硅颗粒,提高氮化硅陶瓷的热导率。
Li 等用 BN/石墨代替 BN 作为粉料底板后,氮化硅陶瓷的热导率提升了 40.7%。研究发现,即使 Si 粉经球磨后含氧量达到了 4.22%,氮化硅陶瓷的热导率依然能到达 121 W/(m·K)。其原因主要是石墨具有较强的还原能力,在氮化的过程中通过促进 SiO2 的去除,改变二次相的化学成分,在烧结过程中进一步促进 SiO2 和 Y2Si3O3N4 二次相的消除,从而使产物生成较大的棒状晶粒,降低晶格氧含量,提高 Si3N4 -Si3N4 的连续性。研究表明,虽然掺杂了一部分碳,但是氮化硅的电阻率依然不变,然而最终的产物有很高的质量损失比(25.8%),增加了原料损失的成本。
Li 等发现过量的石墨会与表面的 Si3N4 发生反应,这是导致氮化硅陶瓷具有较高质量损失比的关键因素。于是他们改进了制备工艺,采用两步气压烧结法,用 5%(摩尔分数) 碳掺杂 93%α-Si3N4 -2%Yb2O3 -5%MgO 的粉末混合物作为原料进行烧结实验。结果表明,碳的加入使 Si3N4 陶瓷的热导率从 102 W/(m·K)提高到 128 W/(m·K),提高了 25.5%。在第一步烧结过程中,碳热还原过程显著降低了氧含量,增加了晶间二次相的N/O比,在半成品 Si3N4样品中,有Y2Si4O7N2第二相出现,β-Si3N4 含量较高,棒状 β-Si3N4 晶粒较大。在第二步烧结过程中,第二相Y2Si4O7N2与碳反应生成了 YbSi3N5,极大降低了晶格氧含量,得到了较粗的棒状晶粒和更紧密的 Si3N4 -Si3N4 界面,使得 Si3N4 陶瓷的热导率有了显著的提升,所制备的Si3N4 的 SEM 图如图 5 所示。
图 5 最后的Si3N4陶瓷样品抛光表面和等离子刻蚀表面的 SEM 显微照片:(a)SN 和(b)SNC 的低倍图像;(c)SN 和(d)SNC 的高倍图像
在制备高导热氮化硅陶瓷中加入碳是降低晶格氧含量的有效方法,该方法对原料含氧量和烧结助剂的要求不高,降低了高导热氮化硅陶瓷的制备成本,随着技术的不断改进,有望在工业化生产中得到应用。
02
晶型转变、晶轴取向的影响
2.1 晶型转变对热导率的影响及改进方法
β-Si3N4因为结构上更加对称,其热导率要高于 α-Si3N4。在高温烧结氮化硅陶瓷的过程中,原料低温相 α-Si3N4会经过溶解-沉淀机制转变为高温相 β-Si3N4,但是在烧结过程中晶型转变并不完全,未转变的 α-Si3N4会极大地影响氮化硅陶瓷的热导率。为了促进晶型转变,得到更高的 β/(α + β)相比,目前比较常用的方法是:(1)在烧结制度上进行改变,如提高烧结温度和延长烧结时间及后续的热处理等;(2)在α-Si3N4中加入适量的 β-Si3N4棒状晶粒作为晶种。图6为加入晶种后氮化硅陶瓷的双模式组织分布。
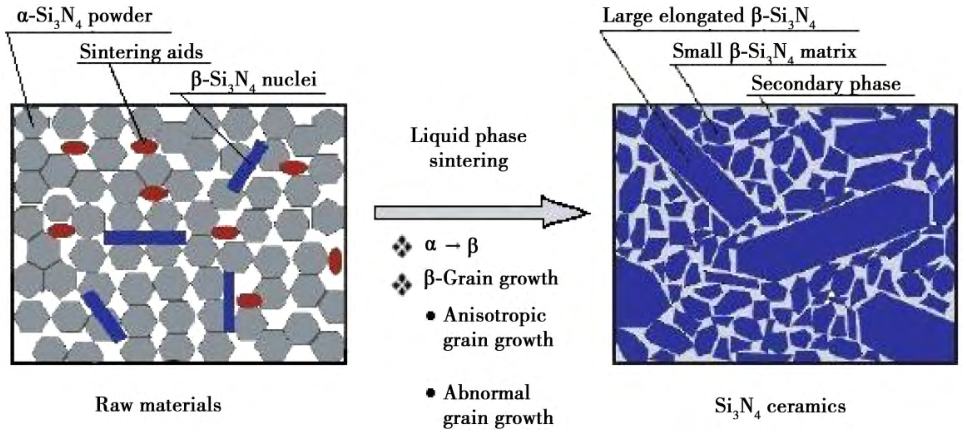
图 6 加入晶种后 β-Si3N4陶瓷的双模式组织分布
Zhou 等探究了不同的烧结时间对氮化硅陶瓷热导率、弯曲强度、断裂韧性的影响。由表 3 可见,随着烧结时间的延长,氮化硅陶瓷的热导率逐渐升高。这主要是由于随着溶解沉淀过程的进行,晶粒不断长大,β-Si3N4含量不断增加,晶格氧含量降低。童文欣等研究了烧结温度对 Si3N4热导率的影响,发现经 1600℃烧结后的样品既含有 α 相又含有 β 相。在烧结温度升至 1700℃及 1800℃后,试样中只存在 β 相。随着烧结温度的升高,样品热导率呈现增加的趋势,可能是晶粒尺寸增大、液相含量降低以及液相在多晶界边缘处形成独立的“玻璃囊”现象所致。
表 3 不同烧结时间下Si3N4的性能比较

Zhu 等发现在烧结过程中加入 β-Si3N4作为晶种,能得到致密化程度和热导率更高的氮化硅陶瓷。为了进一步促进晶型转变,得到大尺寸的氮化硅晶粒,可以采用 β-Si3N4代替α-Si3N4为起始粉末制备高导热氮化硅陶瓷。梁振华等在原料中加入了 1%(质量分数)的棒状 β-Si3N4颗粒作为晶种,氮化硅陶瓷的热导率达到了 158 W/(m·K)。刘幸丽等探究了不同配比的 β-Si3N4/α-Si3N4对氮化硅陶瓷热导率和力学性能的影响,结果表明,当原料中全是 β-Si3N4时氮化硅陶瓷有最高的热导率,达到了108 W/(m·K),但是抗弯强度也降低。
综合以上研究发现,适当提高烧结温度和延长烧结时间都能在一定程度上促进晶型转变;加入适量的 β-Si3N4晶种用来促进晶型转变可以在较短的时间内提高 β/(α+β)相比,使晶粒生长更加充分,得到高热导率的氮化硅陶瓷。
2.2 晶轴取向对热导率的影响及改进方法
由于 c 轴的生长速率大于 a 轴,各向异性生长导致了 β-Si3N4呈棒状,也导致了其物理性质的各向异性。前面叙述了氮化硅晶粒热导率具有各向异性的特征,β-Si3N4单晶体沿a 轴和c 轴的理论热导率分别为170 W/(m·K)、450 W/(m·K),因此在成型工艺中采取合适的方法可以实现氮化硅晶粒的定向排列,促进晶粒定向生长。目前能使晶粒定向生长的成型方法有流延成型、热压成型、注浆成型等。
在外加强磁场的作用下,氮化硅晶体沿各晶轴具有比较明显的生长差异。这主要是由于氮化硅晶体沿各晶轴方向的磁化率差异,在外加强磁场的作用下,氮化硅晶体会受到力矩的作用,通过旋转一定的角度以便具有最小的磁化能,氮化硅晶粒旋转驱动能量表达式如下:
Δχ = χc -χa,b (2)
 (3)
(3)
式中:V 是粒子的体积,B 是外加磁场,μ0 是真空中的磁导率,χc 和 χa,b 分别表示氮化硅晶体沿 c 轴和 a,b 轴的磁化率,|Δχ |是晶体沿各晶轴方向的磁化率差值的绝对值。而粒子的热运动能量 U 的表达式为:
U=3nN0kB (4)
式中:n 是物质粒子的摩尔数,N0 是阿伏伽德罗常数,kB 是玻尔兹曼常数,T 是温度。当 ΔE 大于 U 时,粒子可以被磁场旋转。由图 7 可知,若 c 轴具有较高的磁化率,棒状粒子将与磁场平行排列;若 c 轴的磁化率较低,棒状粒子将垂直于磁场排列。
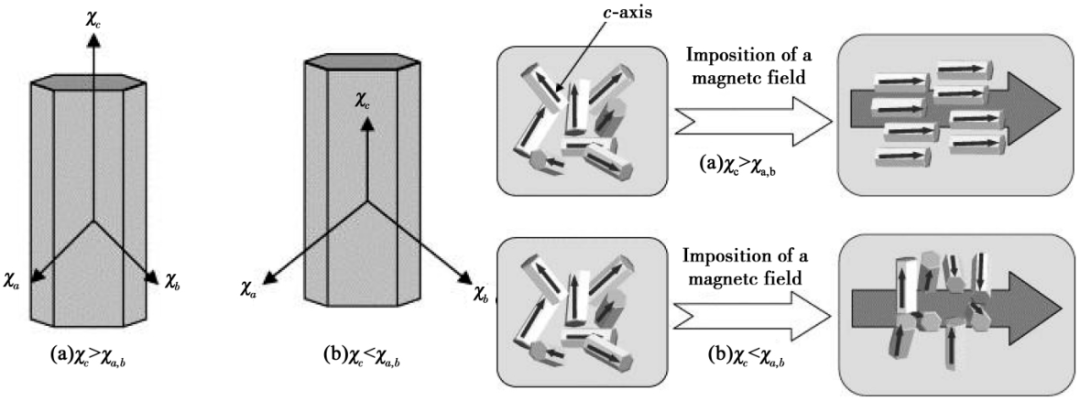
图 7 磁场对晶格中六边形棒状粒子排列的影响示意图:(a)χc > χa,b ;(b) χc<χa,b
在弱磁性陶瓷成型过程中引入强磁场,可以制备出具有取向微结构的样品。由于氮化硅晶粒沿各轴的磁化率 χc<χa,b可以在旋转的水平磁场中通过注浆成型等技术制备具有 c 轴取向的氮化硅陶瓷,制备原理如图 8 所示。
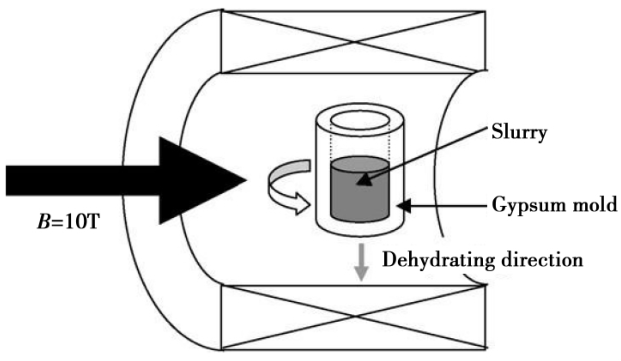
图 8 磁场中制备具有晶轴取向的陶瓷
杨治刚等用凝胶注模成型取代了传统的注浆成型,在6T 纵向磁场中制备出具有沿 a 轴或 b 轴取向的织构化氮化硅陶瓷,并研究了烧结温度和保温时间对氮化硅陶瓷织构化的影响规律。结果表明,升高烧结温度促进了氮化硅陶瓷织构化,而延长烧结时间对织构化几乎没有影响。Liang 等在使用热压烧结制备氮化硅陶瓷时,发现氮化硅晶粒{0001}有沿 z 轴生长的迹象,有较强的取向性。这有利于制备高导热的氮化硅陶瓷。Zhu 等在 12T 的水平磁场中进行注浆成型,得到热导率为 170 W/(m·K)的高导热氮化硅陶瓷。研究发现,在注浆成型的过程中模具以 5 r/min 的转速旋转形成一个旋转磁场,从而导致 β-Si3N4在凝结过程中具有与磁场垂直的 c 轴取向,c 轴取向系数为0.98。图9 为磁场和模具旋转对棒状氮化硅晶粒取向的影响。

图 9 磁场和模具旋转对棒状氮化硅晶粒取向的影响
现阶段,在大规模生产中很难实现氮化硅晶粒的取向生长,目前文献报道的定向生长的氮化硅陶瓷仅限于实验室阶段,需要通过合适的方法,在工业化生产中实现氮化硅晶粒的取向生长,这对制备高导热氮化硅陶瓷是极具应用前景的。
03
陶瓷基片制备工艺
3.1 成型工艺
由于电力电子器件的小型化,对氮化硅陶瓷基板材料的尺寸和厚度有了更加精细的要求,商业用途的氮化硅陶瓷基板的厚度范围是 0.3~0.6 mm。为了实现大规模生产氮化硅陶瓷基板材料,选择一种合适的成型方法显得尤为重要。目前制备氮化硅陶瓷的成型方法很多,如流延成型、热压成型、注浆成型、冷等静压成型等。但是为了同时满足小型化、精细化的尺寸要求和实现氮化硅晶粒的定向生长,流延成型无疑是实现这一目标的关键。图 10 是流延成型工艺的流程图,下面对流延成型制备氮化硅陶瓷基板材料进行叙述。
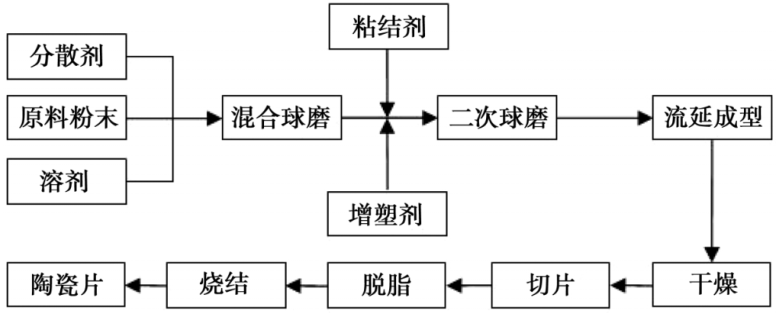
图 10 流延成型工艺流程图
流延成型的浆料是决定素坯性能最关键的因素,浆料包括粉体、溶剂、分散剂、粘结剂、增塑剂和其他添加剂,每一种成分对浆料的性能都有重要影响,并且浆料中的各个组分也会互相产生影响。虽然流延成型相比于其他成型工艺有着独特的优势,但是在实际操作中由于应力的释放机制不同,容易使流延片干燥时出现弯曲、开裂、起皱、厚薄不均匀等现象。为了制备出均匀稳定的流延浆料和干燥后光滑平整的流延片,在保持配方不变的情况下,需要注意浆料的润湿性、稳定性和坯片的厚度等因素。
通过流延成型制备氮化硅流延片时,Otsuka 等和Chou 等分别提出了理论液体的流动模型,流延成型过程中流延片厚度 D 与各流延参数的关系如式(5)所示:
 (5)
(5)
式中:α 表示湿坯干燥时厚度的收缩系数,浆料的粘度和均匀性对其影响较大;h 和 L 分别表示刮刀刀刃间隙的高度和长度;η 表示浆料的粘度;ΔF 表示料斗内压力,一般由浆料高度决定;v0 表示流延装置和支撑载体的相对速度。为了制备超薄的陶瓷基片,需要在保持浆料的粘度适中和均匀性良好的情况下,适当地调整刮刀间隙和保持浆料的液面高度不变。
在有机流延成型中,一般使用共沸混合物作为溶剂,溶解效果更佳,这样就需要保证溶剂对粉体颗粒有很好的润湿性,这与溶剂的表面张力有关,可以用式(6)解释:
 (6)
(6)
式中:θ 为润湿角;γsv、γsl、γlv 分别表示固-气、固-液、液-气的表面张力。由式(6)可知,γlv 越小,则 θ 越小,表明润湿性越好。润湿作用如图 11 所示。
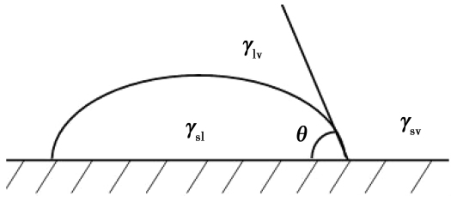
图 11 润湿作用示意图
为了保证流延浆料均匀稳定,需要加入分散剂,其主要作用是使粉体颗粒表面易于润湿,降低粉体颗粒表面势能使之更易分散,并且使颗粒之间的势垒升高,从而使浆料稳定均匀。浆料的稳定性可以通过 DLVO 理论来描述:
UT=UA+UR (7)
式中:UA 为范德华引力势能;UR 为斥力势能。当 UR大于 UA时,浆料稳定。为了保证浆料的均匀稳定,分散剂的用量也要把控。若用量过多,则产生的粒子很容易粘结,不利于获得珠状颗粒;若用量过少,容易被分散成小液滴,单体不稳定,随着反应的进行,分散的液滴也可能凝结成块。
Duan 等先采用流延成型工艺制备了微观结构均匀、相对密度达 56.08%的流延片,然后经过气压烧结得到了相对密度达 99%、热导率为 58 W/(m·K)的氮化硅陶瓷。Zhang等采用流延成型工艺和气压烧结工艺制备了热导率为 81W/(m·K)的致密氮化硅陶瓷。研究发现分散剂(PE)、粘结剂(PVB)、增塑剂/粘结剂的配比和固载量分别为 1.8%(质量分数)、8%(质量分数)、1.2、33%(体积分数)时能得到最高的热导率。张景贤等先通过流延成型制备 Si 的流延片,然后通过脱脂、氮化、烧结制备出热导率为 76 W/(m·K)的氮化硅陶瓷。
目前关于流延成型制备的氮化硅陶瓷热导率还不高,远低于文献报道的水平(>150 W/(m·K)),通过改善工艺、优化各组分的配比,制备出均匀稳定、粘度适中、润湿性良好的浆料,是大规模制备高导热氮化硅陶瓷的关键。
3.2 烧结工艺
目前,制备氮化硅陶瓷的主要烧结方法有气压烧结、反应烧结重烧结、放电等离子烧结、热压烧结等,每种方法各有优劣,下面对一些常用的烧结方法进行简要概述。
气压烧结(GPS)能在氮气的氛围中通过加压、加热使氮化硅迅速致密,促进 α→β 晶型的快速转变,有助于提高氮化硅陶瓷的热导率。Li 等以 α-Si3N4为原料,通过两步气压烧结法,制备了高导热的氮化硅陶瓷。先将混合粉末在1 MPa的氮气压力下加热到 1500℃ 烧结 8h,然后在 1900℃下烧结 12h,通过两步气压烧结的反应,极大促进了 α→β-Si3N4的晶型转变,氮化硅陶瓷的热导率达到了128 W/(m·K)。Kim 等采用气压烧结的方法在 0.9 MPa 的氮气氛围中加热到 1900 ℃,保温 6h,最后得到的氮化硅陶瓷的热导率为 78.8 W/(m·K)。Li 等用 Y2Si4N6C-MgO 为烧结助剂,采用气压烧结方法制备了热导率为 120 W/(m·K)的氮化硅陶瓷。
放电等离子烧结(SPS)工艺是一种实现压力场、温度场、电场共同作用的试样烧结方式,具有升温速率快、烧结温度低、烧结时间短等优点。Yang 等以 MgF2-Y2O3为烧结添加剂,采用 SPS 工艺制备了热导率为 76 W/(m·K)、抗弯强度为 857.6 MPa、硬度为 14.9 GPa、断裂韧性为 7.7 MPa·m 1/2的Si3N4陶瓷。实验表明,由于外加电场的作用,颗粒之间容易滑动,有利于颗粒间的重排,从而得到大晶粒颗粒,使Si3N4在较低温度下达到较高的致密化。
Hu 等通过 SPS工艺,以 MgF2-Y2O3和 MgO-Y2O3为烧结添加剂,制备了热导率为 82.5 W/(m·K)、弯曲强度为(911±47) MPa、断裂韧性为(8.47±0.31) MPa·m1/2的Si3N4陶瓷材料。SPS 工艺还可以解决上文提到的以 β-Si3N4为原料制备氮化硅陶瓷难烧结致密的问题。彭萌萌等采用 SPS 工艺在 1600℃ 下烧结5 min,然后在 1900℃ 下保温 3h,获得了致密的氮化硅陶瓷,其热导率高达 105 W/(m·K)。Liu 等以不同配比的β-Si3N4 /α-Si3N4粉末为起始原料,采用 SPS 和热处理工艺成功制得致密度高达 99%的高导热氮化硅陶瓷。
烧结反应重烧结(SRBSN)由于是以 Si 粉为原料经过氮化得到多孔的 Si3N4 烧结体,进而再烧结形成致密的氮化硅陶瓷,比一般以商用 α-Si3N4为原料制备的氮化硅陶瓷具有更低的氧含量而受到研究者的青睐。Zhou 等采用 SRBSN工艺制备了热导率高达 177 W/(m·K)的 Si3N4 陶瓷。结果表明,通过延长烧结时间,进一步降低晶格氧含量,可以获得更高的导热系数。此外,他们还研究了高导热性 Si3N4陶瓷的断裂行为,发现其具有较高的断裂韧性(11.2 MPa·m1/2 )。Zhou 等采用 SRBSN 工艺,以Y2O3和 MgO 为添加剂制备了Si3N4陶瓷。研究发现Y2O3 -MgO 添加剂的含量和烧结时间都会影响Si3N4的热导率。当添加剂的含量为 2%Y2O3 -4%MgO 时,在烧结 24 h 后,得到热导率为 156 W/(m·K)的Si3N4陶瓷,相比于烧结时间 6h 得到的Si3N4陶瓷(128 W/(m·K)),热导率提升了21%。Li 等采用 SRBSN 工艺,以Y2O3-MgO 为烧结助剂制备了热导率高达 121 W/(m·K)的 Si3N4 陶瓷。
采用其他烧结方式也能制备出高导热的氮化硅陶瓷。Jia 等采用超高压烧结制备出热导率为 64.6 W/(m·K)的氮化硅陶瓷。Duan 等以 10%的 TiO2 -MgO 为烧结添加剂,在1780℃下低温无压烧结,制备了热导率为60 W/(m·K)的氮化硅陶瓷。Lee 等采用热压烧结工艺制备出热导率为 101.5 W/(m·K)的氮化硅陶瓷。
综合上述研究可发现,虽然烧结方式不一样,但都可以制备出性能优异的氮化硅陶瓷。在实现氮化硅陶瓷大规模生产时,需要考虑成本、操作难易程度和生产周期等因素,因此找到一种快速、简便、低成本的烧结工艺是关键。
04
结语
Si3N4 陶瓷由于其潜在的高导热性能和优异的力学性能,在大功率半导体器件领域越来越受欢迎,有望成为电子器件首选的陶瓷基板材料。但是有诸多限制其热导率的因素,如晶格缺陷、杂质元素、晶格氧含量、晶粒尺寸等,导致氮化硅陶瓷的实际热导率并不高。
目前,就如何提高氮化硅的实际热导率从而实现大规模生产还存在一些待解决的问题:
(1)原料粉体的颗粒尺寸对制备性能优异的氮化硅陶瓷有着重要影响,但是在减小粉末粒度的同时也会使颗粒表面发生氧化,引入额外的氧杂质,因此需要在减小粒度的同时避免氧杂质的渗入。
(2)目前,烧结助剂的非氧化、多功能化成为研究的热点,选用合适的烧结助剂不仅能促进烧结,减少晶界相,还能降低晶格氧含量,促进晶型转变。因此,高效的、多功能的烧结助剂也是重要的研究方向。
(3)为了降低晶格氧含量,在制备过程中加入具有还原性的碳能起到不错的效果。故在氮化或烧结中制造还原性的气氛或添加具有还原性的物质是将来研究的热点。
(4)实现氮化硅基板的大规模生产,流延成型是一个不错的选择。可是由于有机物的影响,氮化硅基体的致密度不高,而且流延成型的氮化硅晶粒定向生长不明显,如何实现流延片中的氮化硅颗粒定向生长和提升其致密度必将成为研究热点。
来源 | 材料导报
作者 | 廖圣俊,周立娟,尹凯俐,王建军,姜常玺
单位 | 山东理工大学材料科学与工程学院
原文 | DOI: 10.11896/cldb.19070139
-
《氧化铝、碳化硅、氮化硅,谁才是工业陶瓷老大?》2026-04-29 469
-
氮化硅陶瓷基板助力新能源汽车市场2021-01-21 1252
-
氮化硅基板应用——新能源汽车核心IGBT2021-01-27 1770
-
斯利通浅谈陶瓷基板的种类及应用2021-04-25 1022
-
罗杰斯公司推出新型氮化硅陶瓷基板2012-08-07 4042
-
氮化硅陶瓷基板的5大应用你知道吗?2022-11-10 3696
-
中国第3代半导体半导体理想封装材料——高导热氮化硅陶瓷基板突破“卡脖子”难题2022-11-11 7161
-
综述高导热氮化硅陶瓷基板研究现状2022-12-01 4861
-
高导热率氮化硅散热基板材料的研究进展2022-12-06 2045
-
氮化硅与氮化铝陶瓷基板究竟有何区别?2022-12-09 3084
-
氮化硅陶瓷基板的市场优势和未来前景2023-04-11 3220
-
氮化硅陶瓷基板生产工艺 氮化铝和氮化硅的性能差异2023-07-06 3054
-
氮化硅陶瓷逆变器散热基板:性能、对比与制造2025-07-25 2338
-
热压烧结氮化硅陶瓷逆变器散热基板2025-08-03 1856
-
氮化硅陶瓷封装基板:抗蠕变性能保障半导体长效可靠2026-01-17 1358
全部0条评论

快来发表一下你的评论吧 !
