

激光跟踪仪坐标测量方法?
描述
激光跟踪仪像所有的三坐标测量设备一样,提供了丰富的建坐标方式,除了传统的三点建坐标、点线面建坐标、多点拟合坐标系等方式以外,还提供了一种复杂拟合建坐标方式,这种建坐标方式允许使用工件上的任意曲面、平面、定位孔、定位点组合起来作为建坐标的基准,拟合计算出工件坐标系。
首先在导入的工件数学模型上选择适当的基准面上的表面点(对应工装上的定位面)和基准孔中心(对应工装上的定位销),然后依次测量工件上的这些基准元素位置,得到拟合计算的结果。如果定位基准属于过定位,通过分析结果数据,可以知道基准之间存在哪些冲突,然后再决定是否应该舍弃某些可能存在问题的基准(通过放弃某些拟合计算约束条件来实现),这种复杂拟合建坐标的功能使得激光跟踪仪可以代替各种机械工装检具来检测白车身和冲压件。具体方法是,首先固定好零件,选择工装检具检测时的定位元素(包括定位面和定位销)作为建坐标的参考基准,这样拟合得到的工件坐标系,就准确再现了机械检具检测时使用的工件坐标系,此时测量出的工件偏差和机械检具检测出的偏差数据一致,能准确反映工件的实际状态。这就是所谓的“电子工装”技术。
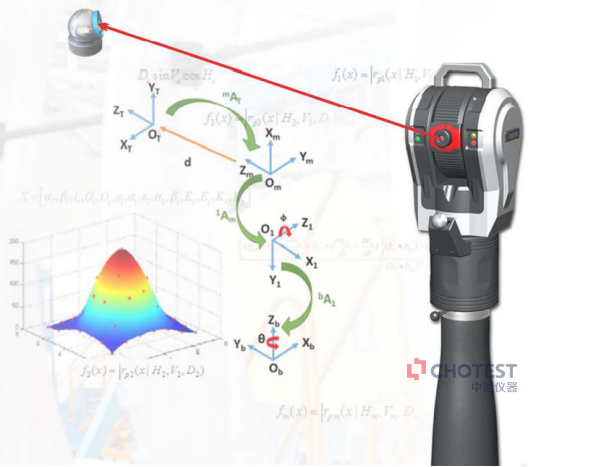 建立包含所有光学、机械误差项的全误差运动学模型
建立包含所有光学、机械误差项的全误差运动学模型
白车身、焊装夹具、检具的检测需要遵循的原则就是,建坐标的基准和实际工件的安装定位基准或者工作基准保持一致,这样才能**限度的减小测量坐标系带来的误差。采用这种基于数学模型的“电子工装”技术,在节省下制造机械工装的高额成本的同时也省去了对这些机械工装进行检测和维护的人力资源,可以大大提高生产效率。
GTS激光跟踪仪能检测出各部件行走精度,比如机床导轨直线度,转台轴向,相互垂直度,径向跳动等。实际加工过程中可以使用激光跟踪仪实测被加工零件尺寸,以此做为机床加工进给量的依据,此时激光跟踪仪由检测设备转变为工艺设备,用于制造机床加工。
-
三坐标和激光跟踪仪的不同之处2025-07-21 1731
-
激光跟踪仪测量工具简称及全面解析2024-12-11 2021
-
激光跟踪仪基本工作原理及应用2024-11-15 3335
-
激光跟踪仪可以测量水平吗?2024-03-20 3325
-
激光跟踪仪:大型结构件测量的重要工具2024-01-18 790
-
激光跟踪仪:超大型工件空间测量的得力助手2023-11-21 815
-
激光跟踪仪与三坐标测量机的三大区别2023-08-22 951
-
激光跟踪仪与三坐标测量机的不同2023-08-03 2421
-
激光跟踪仪的机器坐标系是不固定的2023-04-06 2512
-
激光跟踪仪与三坐标测量机不同在哪里2022-12-09 3489
-
激光跟踪仪如何测量?2022-12-01 7564
-
激光跟踪仪的测绘原理与功能2022-11-04 6459
-
激光跟踪仪测量原理与应用2022-06-21 3822
-
激光跟踪仪是什么,它的工作原理是怎样的2021-10-05 6982
全部0条评论

快来发表一下你的评论吧 !
