

冷轧轧机减速机轴承室磨损修复,离线维修和在线维修,你怎么选?
描述
某冷轧厂轧机减速机轴承室磨损,共8个轴承室,均有磨损,其中4个磨损量较大,1mm左右,其余轻微磨损,0.2mm左右。
针对轴承室磨损问题,传统解决办法主要靠堆焊后机加工、热喷涂和电刷镀等手段来进行,而且均存在一定弊端,无论是堆焊后机加工还是热喷涂方式,都避免不了热应力无法消除的现象。易造成材质损伤,导致部件出现弯曲或断裂;且需要将设备拆除后进行场外修复,无法满足现场修复条件。
减速机轴承室磨损的最优解决方案:
使用高分子复合材料修复工艺可以再现场第一时间完成轴承室的修复工作,利用轴承室未磨损的部位作为基准进行定位没使用刀口尺沿基准面刮涂材料,可以保证修复后的精度满足设备运行条件。 在现场有限的条件下快速有效的解决轴承室磨损问题。
这种高分子复合材料修复工艺既无热影响,修复厚度也不受限制,产品所具有的金属材料不具备的退让性,确保修复部位百分百的接触配合。在保证修复精度和满足安装要求的基础上,修复周期短,一般8-12小时内完成修复和安装工作。可极大地缩短停机时间、降低劳动成本,现场可修复,避免机加工的方法。本文案例采用的是福世蓝2211F金属修复材料。
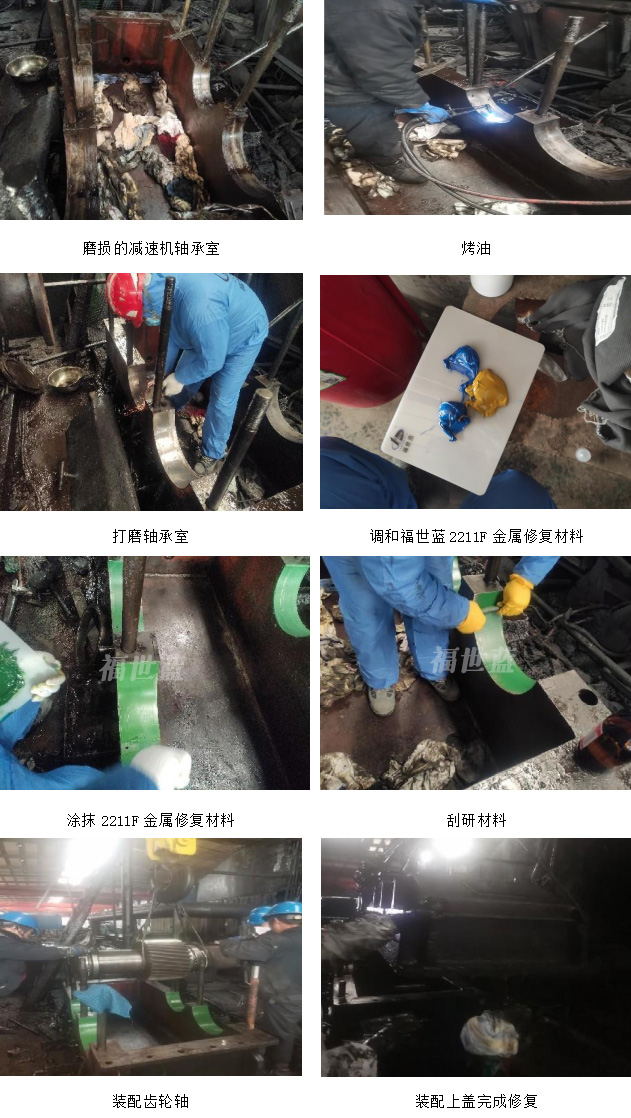
减速机轴承室磨损的现场维修案例:
(1)轴承室表面处理:烤油,打磨,确保表面干燥、干净、结实。
(2)无水乙醇擦拭表面;
(3)按比例调和福世蓝2211F金属修复材料至无色差;
(4)轴承外圈表面薄薄涂一层803脱模剂;
(5)将材料涂抹至磨损表面,使用标尺或刀口尺沿基准面刮出修复尺寸;
(6)等待材料固化,固化后用细砂纸仔细研磨修复表面,去除多余材料;
(7)修复结束后,在轴承室内部再薄薄涂一层材料,直接装配轴承;
(8)固化8-12小时后方可开机运行;
(9)修复完成。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
如何修复冷轧轧机齿轮箱轴承室磨损2024-03-18 498
-
冷轧轧机齿轮箱轴承室磨损的修复2024-03-06 518
-
减速机轴承室磨损的修复2024-03-04 494
-
轧机减速机轴承磨损如何修复2024-02-26 567
-
轧机减速机轴承磨损修复2024-02-19 506
-
如何修复减速机轴承室磨损2024-02-04 539
-
该如何进行减速机轴承室磨损的修复2023-06-16 661
-
减速机轴承室磨损怎么修复2023-06-05 753
-
减速机轴承室磨损的维修2023-04-13 748
-
轧机减速机轴承座磨损如何修复2022-11-10 771
-
轧机减速机轴承室磨损的修复方法2022-08-04 1108
-
【轧机专业修复】冷轧机主减速机轴承室修复技术报告2022-02-16 1652
-
轧机减速机轴承室磨损如何修复2021-06-22 1046
全部0条评论

快来发表一下你的评论吧 !
