

虹科分享 | 涂层测厚技术的分类与应用——太赫兹与光热红外
描述
涂层,在我们的生产生活中是处处可见的,从大型设备的飞机、轮船、高铁、汽车,到小小的各类零件、螺丝钉等,都离不开涂层的存在。通常这类涂层也具有一定特殊功能,保证设备机械表面在条件恶劣的环境工作时仍然可以保持设备的正常运转。除此以外,美观功能也是重要的表现,比如涂层的纹理和光泽度。而这些涂层的功能,实际上或多或少都会受到涂层厚度的影响。因此,涂层的厚度在很大程度上影响着受涂产品的可靠性和使用价值。
在生产过程中,各行各业对涂层的厚度都有严苛的质量要求,需要评定有公差指标或修复尺寸要求的涂件是否合规,另外也可以通过涂层厚度直接或间接评估涂层的耐腐蚀性、耐磨性、孔隙率等性能。
从生产和制造的角度来说,需要精准的测厚设备去测量各类涂层的厚度,其意义在于一方面可以保证生产质量,给生产方和采购方建立诚信交易;另一方面,通过测厚的数据可以反馈到我们生产过程,从而控制材料和人力成本。因此,测厚设备对于应用了涂层的相关行业而言,是具有十分重要的价值和意义的。

传统涂层测厚技术
现阶段的测厚方法种类繁多,各自适合的涂层材料种类与应用场景都有所区别。通过对样品造成损伤与否,可以简单将测厚方法分为破坏性方法和无损检测方法。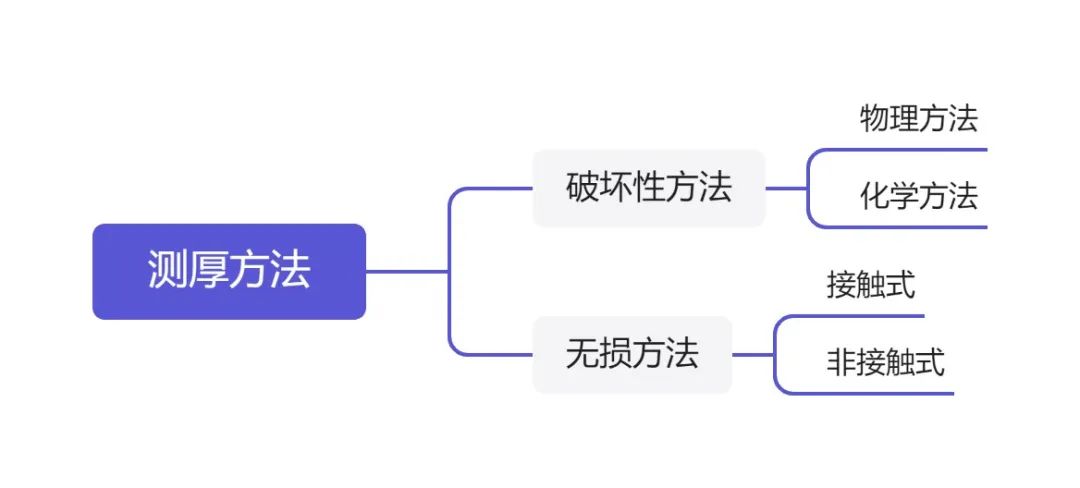


01.破坏性测厚方法
破坏性测厚方法会对被测产品造成明显损伤,影响后续的使用。最典型的便是金相切割样品,将样品的横截面放置在高倍显微镜下观察,即可得到被测样品的涂层数值。这种方法可以很直观地得到被测涂层的厚度,不需要仪器设备的校准,很多时候作为其他测厚方法的绝对参考值。但是步骤繁琐,切割的角度也会影响最终测量的精确性。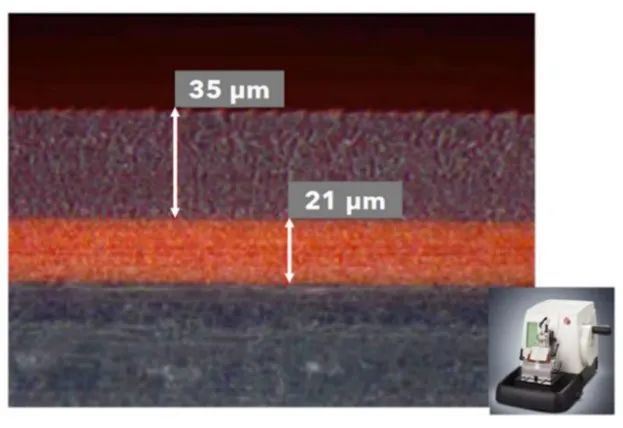
因此,这种方法多用于实验室,或是生产的采样检测,并且检测的样品后续无法再保持功能,这导致了样品的损耗和材料的浪费,另外需要人工操作也导致了人力成本的增加。
02.无损测厚方法
无损检测方法是以不损伤产品的性能为前提的检测方法,通过工作方式的不同又可以分为接触式和非接触式。
接触式测厚方法
接触式的测量方法主要为手持式的便携设备,大多需要人工操作,不适合流水线的在线实时检测。另外部分方法只适合测量特定材料,对非金属基底的涂层检测比较困难。
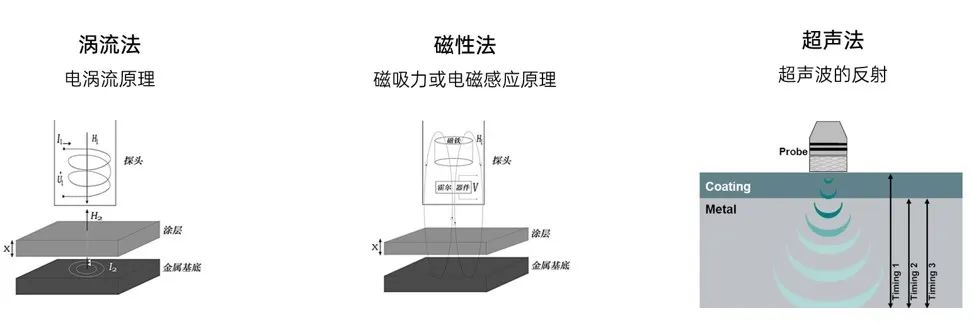
- 超声测厚:基于超声波的穿透性,当探头发射的超声波脉冲通过被测物体到达材料分界面时,脉冲被反射回探头,通过精确测量超声波在材料中传播的时间来确定被测材料的厚度。局限在于超声波在遇到空气时会急剧衰减掉,因此通常需要添加超声耦合剂。
- 磁性测厚:基于磁吸力或磁感应原理。磁性测厚可用于测量导磁基体上的非导磁涂层厚度,一般要求基体相对导磁率在500以上,比如钢、铁、银、镍。
- 涡流测厚:采用了电涡流原理,基于此原理可以找出涡流大小与间隔大小之间的比例关系,从而求出涂层厚度。该方法只适用于检测导电金属材料或能感生涡流的非金属材料。
非接触式测厚方法
非接触式的方法相较而言,不需要接触产品表面即可得到厚度结果,减少了接触造成的损伤可能性,并且更有利于做自动化集成实现在线实时检测,更适合工业生产应用场景。
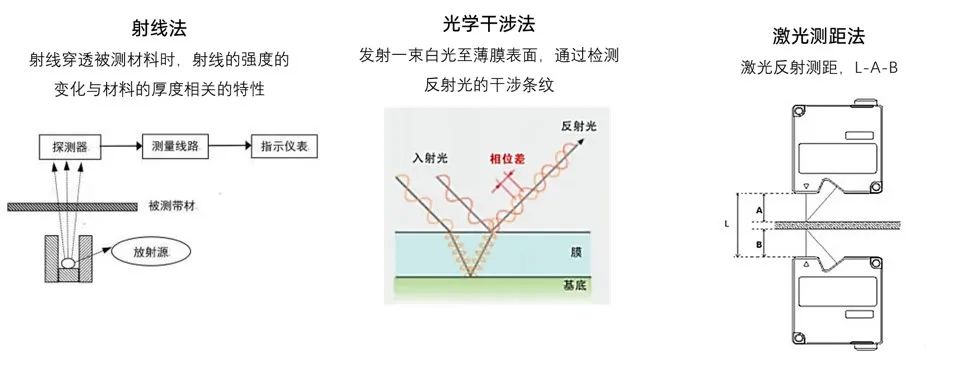
- 射线测厚:射线具有优异的穿透性,射线的强度的变化与被穿透材料的厚度相关这一特性,从而得到材料总厚度。但是,其电离辐射很强,对操作人有伤害。
- 光学干涉测厚:发射一束白光至薄膜表面,通过检测反射光的干涉条纹得到被测薄膜的厚度。这种方法主要适用于光学透明涂层。
- 激光测厚:在样品上下表面放置距离为L的激光头,通过测量激光头与样品上下表面的具体A与B,即可通过计算得到厚度d=L-A-B。这种方法测量精度很高,但是对样品的表面状态有要求,另外得到的是材料的总厚度。
从行业情况来看,对于适配多种涂层、不同基底、不同表面状态的涂层(比如湿膜、粗糙表面等)的非接触式无损测厚技术是行业内所需要的,除了现有技术以外,也需要不断挖掘新的无损测厚技术。
光热涂层测厚技术
光热涂层测量法是一种基于热波的非接触和非破坏性的油漆涂层厚度测定,其测量原理被称为光热效应。光热效应被发现至今已经有100多年的历史了,它指的是材料可以吸收光辐射并将其转化为热量的效果。

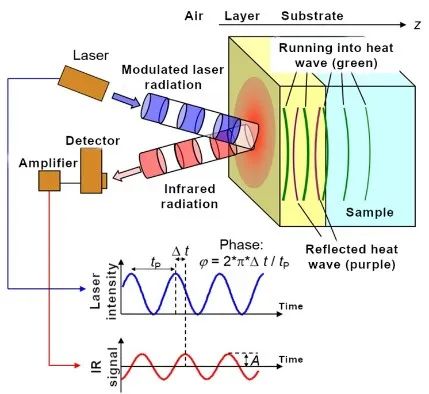
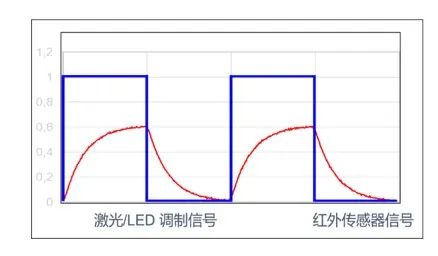
1. 利用调制过的光源照射物体表面,材料吸收光辐射并转化为热量
2. 光源激发的热量通过热波形式在涂层中向深处传播
3. 热波在涂层与基材的边界处反射
4. 热波传播出涂层以红外热辐射的形式被探测器接收。涂层越厚,该过程花费的时间越长。
5. 利用红外探测器探测红外热辐射(相移)的信号就可以获得涂层的厚度信息。


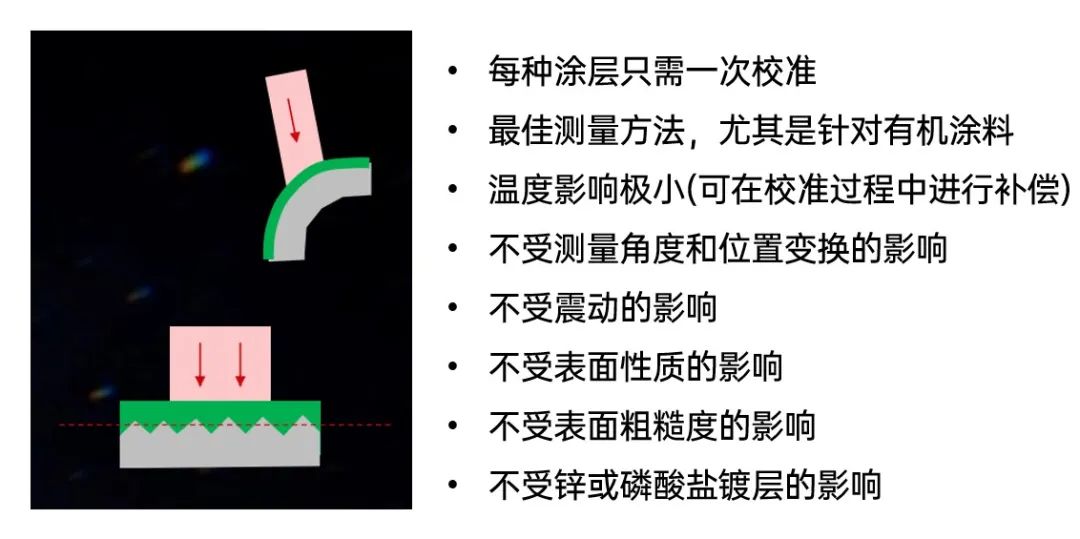
这种方法由于表征涂层厚度(或其他参数)的不是信号幅度而是信号相位,即辐射热波相对于激发光波的时间偏移,因此这种测量方式对测量距离或探测角度的变化不敏感。
对于曲面、粗糙表面以及湿膜,光热红外测厚技术都可以实现精准的厚度测量,而不受涂层表面状态的影响。这也是光热红外测厚方法相较于其他测厚方法的最大优势,抗干扰能力强,不受震动角度距离的影响,并且原理而言对基底材料的种类没有限制。
因此对于工业中传送带移动的产品进行涂层测厚是非常适合的,比如汽车行业的涂装产线、卷材涂装产线以橡胶行业等非金属基底涂层检测,光热测厚技术都可以提供高精度和高稳定的测量效果。
 需要注意的是,如果是多层涂层测厚,光热法测量得到的是涂层的总厚度。我们可以在涂布每一层涂层之间设置一个测厚站点,通过网络将所有站点的厚度结果汇总,通过简单的减法即可得到每一层涂层的厚度。目前虹科提供基于光热效应的多种涂层测厚仪,实现优于1um的测厚精度,目前已成功应用于汽车、橡胶、钢铁等诸多行业。
需要注意的是,如果是多层涂层测厚,光热法测量得到的是涂层的总厚度。我们可以在涂布每一层涂层之间设置一个测厚站点,通过网络将所有站点的厚度结果汇总,通过简单的减法即可得到每一层涂层的厚度。目前虹科提供基于光热效应的多种涂层测厚仪,实现优于1um的测厚精度,目前已成功应用于汽车、橡胶、钢铁等诸多行业。
太赫兹测厚技术
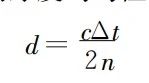
随着电磁频谱的开发以及光学电子学领域的技术突破,处于微波与红外之间的太赫兹波(0.1-10THz)被人们所发现,其优异的穿透性特点在工业测厚方面具有极佳的应用前景,适用的材料包括木材、纸张、陶瓷、塑料以及多种复合材料。并且无需接触样品表面,非接触测量更易于工业自动化集成,而其不具有电离辐射的特点对操作的人员提供了安全保障。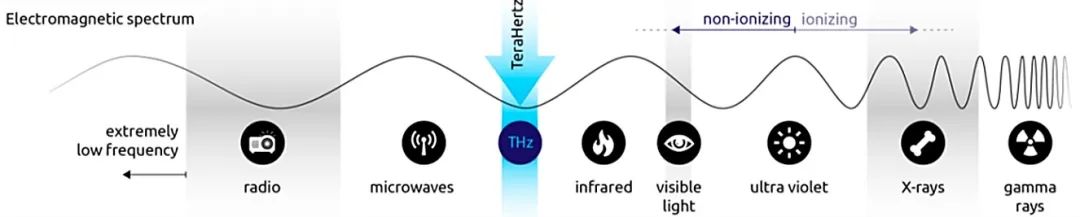
基于太赫兹波的穿透性,可以实现对材料的测厚功能,具体原理如下:通常情况下被测样品由多层材料组合而成。我们发出太赫兹波作用在样品上,太赫兹波具有穿透性能够到达每一个界面层,然后在每个界面产生相应的反射信号,通过分析每个界面的反射太赫兹信号即可对被测材料的厚度实现检测。
目前太赫兹测厚功能的实现主要基于太赫兹时域光谱仪,这种系统的相干检测可以得到全面的光谱信息。利用太赫兹时域光谱仪设备对样品进行厚度的测量,系统最终测量的是探测器光电传感模块产生的平均光电流或平均光电压,如下图所示。
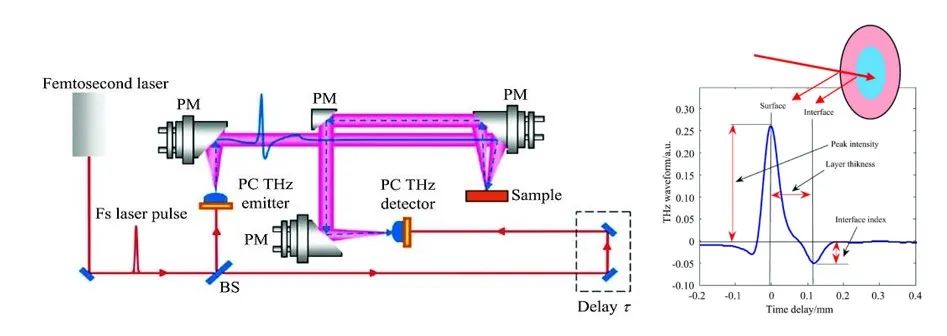
展示的光电流是关于时间延迟的函数,反映了和样品相互作用后太赫兹脉冲的衰减、延迟或变宽等现象。由于太赫兹波的穿透性,在样品内部不同界面有相应的反射信号,在时域太赫兹光谱上则体现出不同延迟时间对应的峰值,通过采集两个峰值之间的延迟时间,即可计算出样品的厚度:
 其中 ,Δt为涂层上下表面反射的太赫兹波时间间隔,c是真空中的光速,n是涂层的折射率。
其中 ,Δt为涂层上下表面反射的太赫兹波时间间隔,c是真空中的光速,n是涂层的折射率。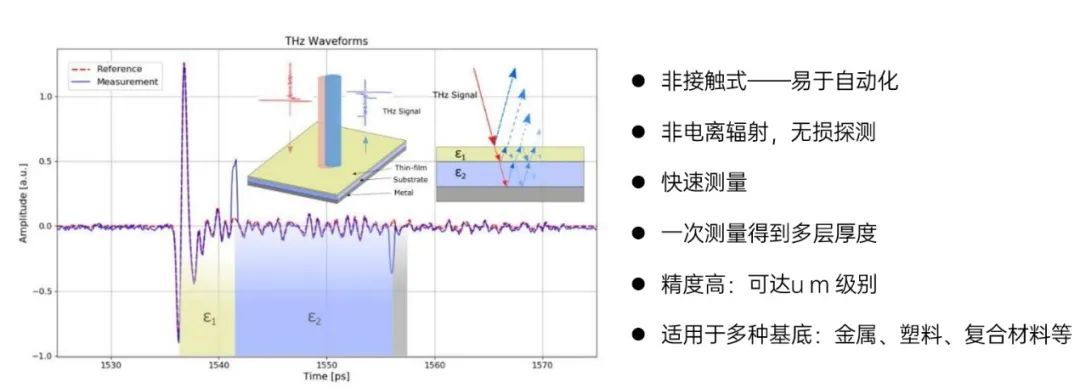
太赫兹测厚技术的最大优势在于一次测量即可得到每一层涂层的厚度,并且相较于超声技术,其不需要接触样品表面,非接触式的检测方式更有利于自动化集成,测量过程快速精准。
目前虹科的太赫兹测厚方案能够实现最高5层的测厚,精度高达1um,已成功应用于大众车厂。该技术适用的基底材料包括金属、塑料以及复合材料,因此在测厚行业太赫兹技术具有明显的应用优势。
测厚技术小结
针对于涂层测厚功能的实现,现有的破坏性、接触式以及非接触式的成熟测厚技术虽然可以解决一定的测厚难题,但是仍然存在一些明显缺陷,例如:过于依赖人工造成的测量成本增高,接触性测量导致的样品件大量损耗,破坏性测量导致的产量降低,不能测量多层涂层的厚度。
随着工业的发展,对无损测厚技术要求日益增加。无损测厚方法中,接触式的方式大多为手动操作,可以做在线的测量,但是自动化连续测量由于需要接触样品表面较难实现。因此,非接触式的方法会更适合工业的自动化在线连续的厚度测量要求。除此以外,行业内也提出了可测多层、适应多种涂层表面状态的涂层测厚技术的需求。
上表总结了本文提到的无损测厚技术各自的优劣势,其中光热与太赫兹测厚技术作为新型测厚技术,具有诸多应用优势,能够替代部分传统无损测厚技术的应用场景,带来更高精度与更高稳定性的涂层质量控制。
虹科提供基于光热与太赫兹技术的工业无损测厚方案,针对汽车行业、汽车零部件行业、风电及航空航天行业、橡胶行业,以及钢铁卷材行业等涉及到涂层测厚的应用场景,满足行业内工业测厚的高质量标准与防爆安全要求。
如果您对虹科涂层无损测厚方案感兴趣,想要了解更多信息,欢迎来电或留言咨询,我们将竭诚为您服务!
-
太赫兹技术趋势及应用论坛虹科光电精彩演讲2023-09-14 2322
-
虹科案例|太赫兹技术应用于风电涡轮机叶片涂层厚度与涂层内缺陷检测2023-03-22 2182
-
虹科分享|橡胶行业非接触无损检测技术——光热红外2023-02-06 2323
-
涂层测厚方法的种类——光热和太赫兹2022-12-26 3234
-
虹科分享 | 如何实现太赫兹波段的功率测量?2022-12-14 2781
-
光热无损测厚技术的工业应用2022-12-08 1994
-
如何实现太赫兹波段的可靠功率测量?2022-11-29 2928
-
虹科直播精彩回顾 | 太赫兹TDS技术的工业测厚与表征应用2022-11-23 2925
-
虹科分享 | 带您了解太赫兹成像技术及系统方案(下)2022-09-30 2542
-
虹科问答 | 《浅谈太赫兹技术、产品与应用》直播问答速递2022-05-24 1807
-
虹科新品 | 亚太赫兹雷达无损检测解决方案2022-03-18 2161
-
虹科太赫兹2022-03-09 687
-
浅析太赫兹技术应用2019-07-03 3051
全部0条评论

快来发表一下你的评论吧 !
