

让维修不再等待!水泥风机传动轴非传动侧轴承位磨损,简单有效的修复方法
描述
风机主轴在运行的中受工作环境的影响,长时间受环境介质的影响会产生一定的磨损,而且由于设备的运转产生的金属疲劳等等原因,也会产生磨损,如果不及时对风机主轴磨损修复,会对主轴造成连续性的磨损伤害,直至报废无法使用。
设备背景:
2023年4月某水泥企业的风机主轴为轴承位原始尺寸φ160mm,转速960r/min,本次是突然烧结抱死。由于生产紧急,设备本身情况受限,采取传统方式无法有效快速的解决,企业设备管理人员决定采用福世蓝修复工艺对该设备轴承位进行现场修复,用时24小时左右,目前设备运行无异常。
解决方案:
采用高分子复合材料修复属于冷焊技术,不存在热应力等问题,可以有效避免轴的二次损坏,修复后轴面与轴承的接触面面积接近百分之百,能够形成更好预紧力,同时也可以有效的避免运输成本、吊装等综合费用,确保施工人员人身安全。
设备治理完成后,效果立竿见影,达到了企业既定的要求,企业对这种修复工艺及材料非常认可。
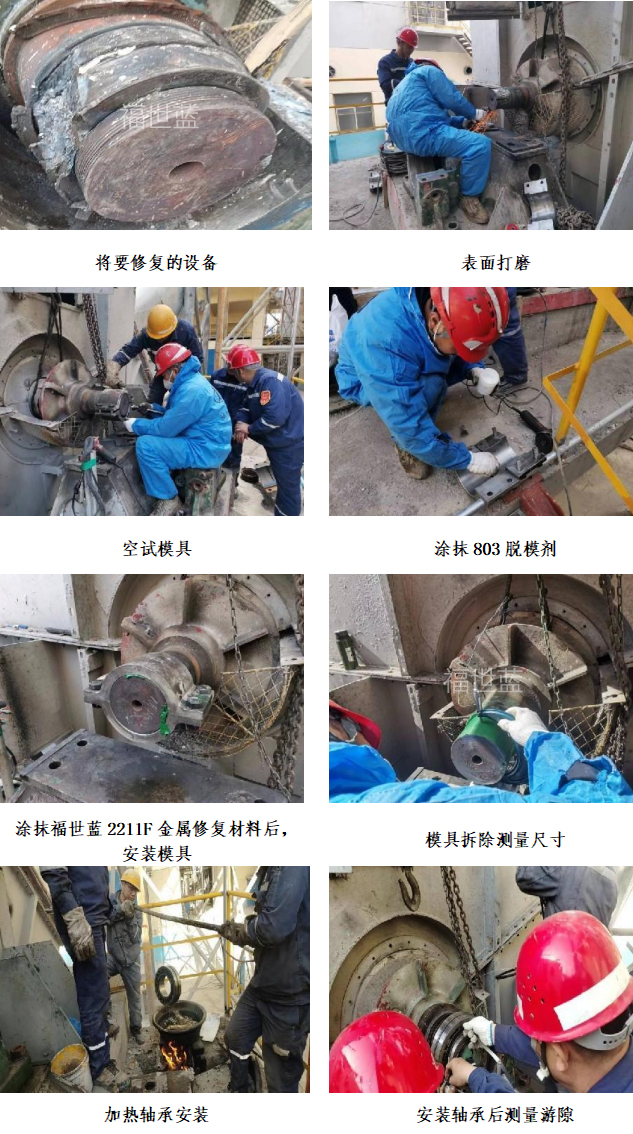
风机主轴磨损在线修复步骤:
1、以轴径未磨损的面作为定位基准,设计并加工一个对开的模具,且模具带有排料槽;
2、用氧气-乙炔火焰对磨损面进行烘烤,以去除表面的油污;
3、用磨光机将其修复表面打磨粗糙,打磨掉其表面的锈蚀,以便加强对材料的粘接;
4、测量并空试加工的对开模具,验证模具加工无误;
5、按照2:1比例调和福世蓝2211F金属修复材料,并涂抹在修复表面;
6、在其模具内表面薄薄的涂抹一层福世蓝803脱模剂;
7、安装模具,在紧固模具时,检查是否有多余材料挤出;
8、待其材料固化,开模后并测量其尺寸;
9、用磨光机、锉刀等工具,去除周围挤出的多余材料;
10、在其修复表面,薄薄的涂抹一层福世蓝2211F材料;
11、安装轴承,在其安装过程中,控制好游隙,即修复完成。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
修复碎煤机传动轴轴径磨损的方法是怎样的2021-03-21 1023
-
浅谈100吨转炉耳轴传动侧轴承位磨损轻松修复方法2021-04-07 1512
-
压力机传动轴轴承位磨损的修复工艺2021-04-14 1104
-
破碎机传动侧轴承位磨损如何修复2021-04-22 968
-
压力机传动轴轴承位磨损原因及修复方法2021-06-04 1885
-
压榨辊传动侧轴承位磨损原因及修复方法2021-08-11 924
-
主风机轴承位磨损原因及修复方法2021-08-20 1669
-
风机轴承位磨损的修复方法2021-08-27 1219
-
烘缸轴承位磨损原因及修复方法2021-09-13 1128
-
传动轴磨损的修补方法介绍2022-04-13 1527
-
传动轴磨损严重会怎样?怎么修补?2022-07-01 723
-
风机轴承位磨损的修复2023-04-04 673
-
这种干燥机输出轴轴承位磨损的修复方法,你觉得能打几分?2023-03-10 1913
-
鄂破皮带轮传动轴磨损是如何修复的2024-02-04 570
-
水泥辊压机轴承位磨损修复方法2024-03-15 728
全部0条评论

快来发表一下你的评论吧 !
