

造纸真空压榨辊轴承位磨损?用这种方法修复,可以让维修变得更简单有效
描述
压榨辊的轴承位由于该部位直接装配轴承,且装配形式为1:12的锥度面配合,所以随着设备的长时间低速重载运行,锥度配合面很容易出现松动,进而预紧力不足,如果没有及时紧固锁紧盘,在低速重载的工况下,压榨辊的轴承位很容易出现轴承失效或者轴承位磨损,为了避免计划外停机后导致手无足措,除了事前动态监测外,还要掌握一些在线修复工艺。
某造纸行业真空压榨辊出现了轴温上升,油脂已经变稀流淌出来,出现问题后紧急停机,立即更换新辊子,随后旧辊子交接到机修部门进行维护,随后拆卸辊子轴承发现轴承位出现了磨损,对于轴类的磨损该企业多次与我们合作,为此该企业再次选择我们采用高分子复合材料进行轴磨损修复。
企业设备参数如下:
修复设备:压榨辊(2根)
轴承型号:23096CAKE4C3S11
磨损量:单边1-1.3mm不等
车速:700+m/min
修复工艺:材料定位法
真空压榨辊轴承位磨损修复步骤:
1、以轴径未磨损的面作为定位基准,设计并加工一把样板尺;
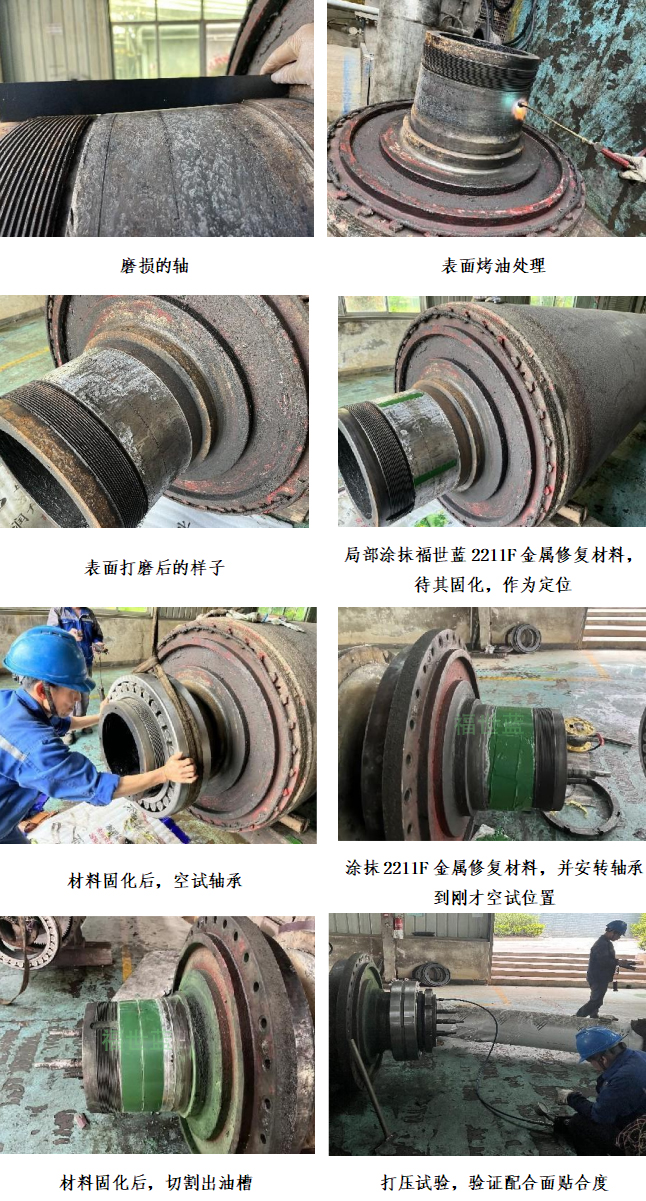
2、用氧气-乙炔火焰对磨损面进行烘烤,以去除表面的油污;
3、用磨光机将其修复表面打磨粗糙;
4、调和少量福世蓝2211F金属修复材料,按照上下左右方向,分别一段的涂抹在修复轴上;
5、用样板尺将其涂抹的材料,分别刮研出来;
6、自然固化,或加热加快固化;
7、固化后,用砂纸修磨下毛边,并空试下新轴承,比测量好其空试距离;
8、用加工好的样板尺,测量修复部位的磨损量,并计算材料用量;
9、按照2:1比例调和福世蓝2211F金属修复材料,并涂抹在修复表面;
10、在其新轴承内表面薄薄的涂抹一层福世蓝803脱模剂;
11、利用新轴承为模具,装配新轴承到空试的位置;
12、自然固化,或加热加快固化;
13、固化后,用磨光机、锉刀等工具,去除周围挤出的多余材料,并切割出油槽及油孔;
14、进行打压试验,验证修复面与轴承的配合度,打压试验成功即修复完成。
-
压榨辊轴颈磨损如何修复2021-04-29 1030
-
纸机压榨辊轴承位磨损原因及修复方法2021-07-14 1864
-
压榨辊轴承位磨损原因及修复方法2021-08-02 1231
-
如何处理压榨辊轴承位磨损问题2021-09-14 823
-
如何快速修复压榨辊轴磨损问题2021-09-22 917
-
探究快速维修压榨辊轴承位磨损的解决方案2021-11-26 881
-
压榨辊轴承位磨损有哪些解决办法2022-01-19 1007
-
纸机压榨辊轴磨损如何修复2022-04-18 635
-
压纸辊轴承位磨损的修复方法2022-08-18 909
-
压纸辊轴承位磨损6mm怎么修复2022-10-11 667
-
压榨辊轴径磨损的修复材料2022-11-17 700
-
压榨机轴承位磨损如何修复2023-04-04 633
-
什么是压榨辊轴承位?导致压榨辊轴承位磨损的原因有哪些?2024-01-05 594
-
压榨辊轴颈磨损修复其实很简单2024-03-13 505
-
造纸纸机胸辊轴承位磨损,看我是怎么在线维修的,看完以后明明白白!2024-07-01 1784
全部0条评论

快来发表一下你的评论吧 !
