

机器视觉如何选择/设计视觉光源照明方案
工业控制
描述
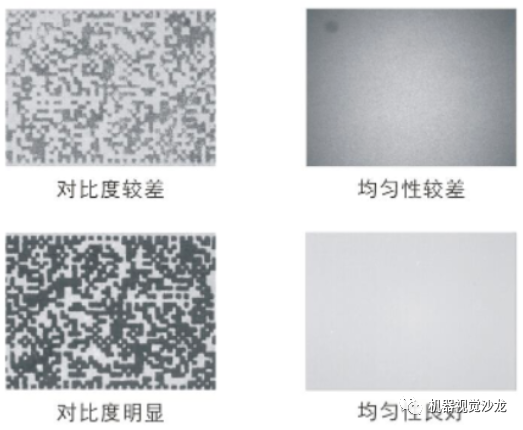
机器视觉系统的核心是图像的采集和处理。 所有信息均来源于图像,图像的质量对整个视觉系统极为关键。 一幅好的图像可以提高整个系统的稳定性,从而大大降低图像处理算法的难度,同时提高系统的精度和可靠性。 一幅好的图像应该具备如下条件:
对比度:对比度明显,目标与背景的边界对比清晰,要求目标与背景灰度值至少相差30以上;
均匀性:要求图片整体亮度均匀,或整体不均匀但灰度差不影响图像处理;
真实性:与颜色有关的还需要颜色真实,亮度适中,不过度曝光,过度像素满足精度检测要求;
干扰性:背景尽量淡化。
而光源是影响机器视觉系统图像质量的重要因素,它直接影响输入数据的质量,所以在整个机器视觉系统中,光源有着关键性的作用。 由于目前尚没有一个通用的机器视觉照明设备,因此针对每个特定的案例,设计合适的照明装置,以达到最佳效果。 常见的视觉光源
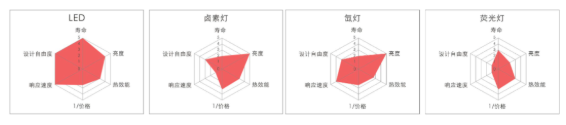
机器视觉常用的一些光源主要有:LED灯、光纤卤素灯、氙灯、高频荧光灯等。
01 LED灯
寿命约30000-100000小时;
优点:可以使用多个LED达到高亮度,同时可组合不同的形状,响应速度快,波长可以根据用途选择。
02 光纤卤素灯
使用寿命约1000小时左右;
优点:亮度高;
缺点:影响速度慢,几乎没有光亮度和色温的变化。
03 氙灯
使用寿命约1000小时左右;
优点:亮度高,色温与日光接近;
缺点:响应速度慢,发热量大,寿命短、工作电流大、供电安全要求严格、易碎。
04 荧光灯
使用寿命约1500-3000小时;
优点:扩散性好、适合大面积均匀照射;
缺点:响应速度慢,亮度较暗。
各种视觉打光方式
背光照明方式

1、漫射背光源贯穿透射
结构描述:漫射背光源置于待测工件正下方,摄像系统垂直于工件和光源进行拍照。 主要应用:存在性检测、计数、薄片边缘检测、透明体表面和内部不透明异物或脏污检测、透明体和半透明体突变型和部分渐变缺陷、镂空打标检测等。
优点:结构简单,整体价格较低,尺寸检测效果稳定可靠。一般情况下图像只有黑白两种区域,便于处理。相机正对光源拍摄,亮度容易满足。 缺点:大部分在线检测项目不方便使用;多层交叠不透明体会互相干扰;有一定厚度,带倒角、圆角的物体或者圆柱体尺寸测量容易出现边缘发虚现象,结果会有偏差,如果测量精度要求很高,则可靠性不高。
应用技巧:光源面积够用即可,面积过大会影响边缘效果;光源距离工件远一些,效果会在一定程度上改善;使用物方远心镜头,可以提高稳定性;图像亮度不宜过曝,通常最亮部分的灰度值不大于220。
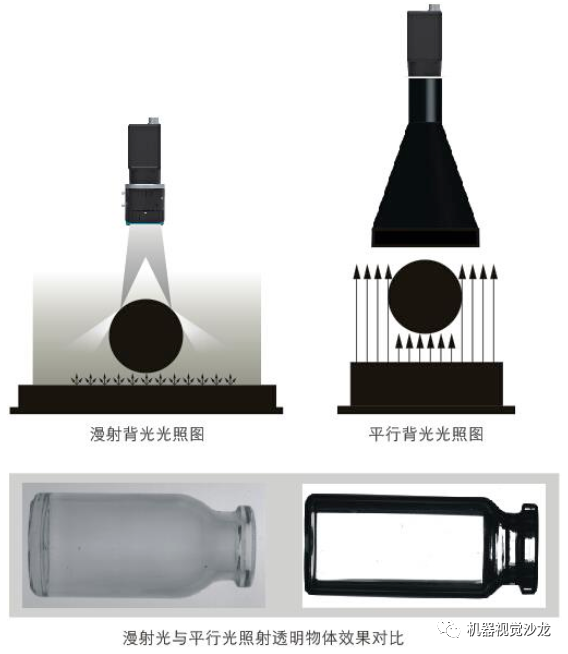
2、平行背光源贯穿透射
结构描述:平行背光源置于待测工件正下方,摄像系统垂直于工件和光源进行拍照。 主要应用:产品边缘形状导致的不适合使用漫射背光源的精确边缘检测、定位和尺寸测量等项目。
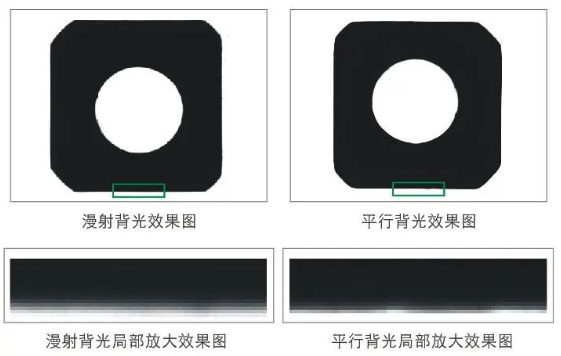
优点:光线平行性好,图像效果极佳,测量精度高,准确稳定。
缺点:光源本身结构复杂,成本高、对其他配套硬件要求也比较高(例如需配合远心镜头使用等)、安装调试要求高。 应用技巧:光源与镜头必须调同轴,如果对不准,效果很差,一旦对准,效果极好。调好后稳妥固定,以免使用过程中由于震动或不对称外力长期影响而错位。
漫射光方向比较散乱,被瓶身折射后依然是杂散光,整体上比较均匀,瓶子轮廓与背景对比不明显。 平行光照射情况下,边缘区域将光线折射到镜头入瞳之外的区域,显示为黑色,与背景对比很明显。
使用漫射背光测量,由于侧部光线被反射进入镜头,会出现上图所示的“发虚”现象,过渡像素较多,无法满足高精度测量要求,影响测量的精度。 使用同样大小的平行背光测量,全部光线方向统一,图像边缘很锐利,像素过度减少。同时配合远心镜头使用,可以提高成像稳定性和精度,也可进一步减少环境杂散光的干扰。
前光照明方式
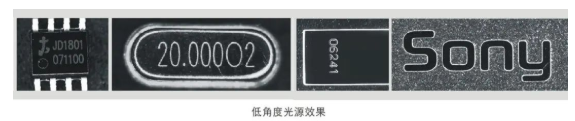
1、低角度直射光应用
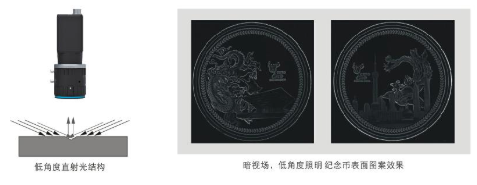
结构描述:低角度照射,表面平整部位反光无法进入镜头,图像亮度较低;不平整部位反光进入镜头,图像亮度较高。 主要应用:表面划伤检测,打标字符检测与识别,表面异物检测,边缘尺寸测量,定位,倒角测量,冲压,浇铸字符图案检测与识别等项目。 优点:便于安装、效果稳定。
缺点:透明物质、表面划伤边缘起毛的效果不明显,有些情况下现场要求光源必须处于一定高度之上,影响效果。 常用光源:条形光、线形光、低角度环形光等。 低角度光源照射,图像背景为黑色,即暗场照明,可以显现物体边缘倒角等45~60°的坡度信息,表面比较杂乱的碰伤、划伤、雕刻特征也可以显示出来。
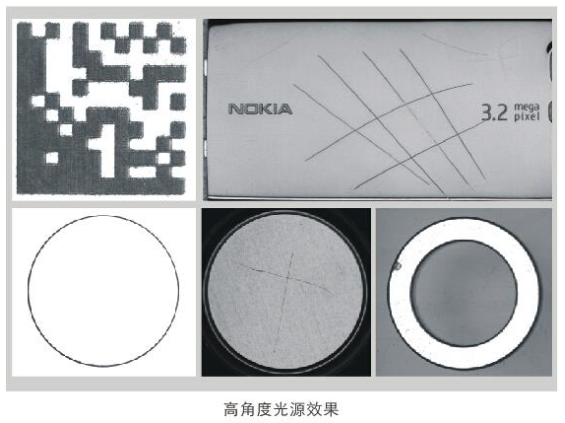
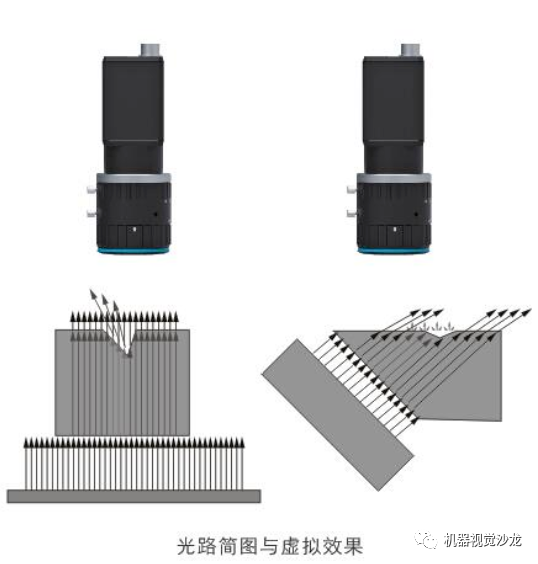
2、高角度直射光应用

结构描述:高角度照射,表面平整部位反光比较容易进入镜头,图像亮度较高;不平整部位反光杂乱,部分光线进入不到镜头,图像亮度较低。
主要应用:表面细微划伤检测,打标字符检测与识别,表面异物检测,边缘尺寸测量,定位,冲压,浇铸字符图案监测与识别等项目。 优点:效果明显,细节清晰。 缺点:均匀性调节有一定难度。
常用光源:高角度环形光、条形光、面光源、同轴光、点光。 高角度光源照射,图像背景为白色,即明场照射,可以显现物体表面平整区域的轮廓特征,表面比较杂乱的划伤、阶梯等特征也可以显示出来,表面粗糙程度不同或光反射率不同的区域也会有明显差异。
折射光应用
结构描述:光源置于待检物体下方或者一侧,直射光线经平整表面垂直射入工件并从另一侧射出。在平整表面部分,透射光线沿着与入射光线一致的方向射出,不平整表面部分的透射光线则遵循折射定律与入射光线的方向出现偏移;此时镜头主轴垂直工件表面,平整部分将在图像中呈现为亮背景特征,而不平整部分则相反,将在明亮背景上呈现为暗特征。 主要应用:透明物体表面细微划伤检测、形状图案识别与检测、物体表面平整度与厚度均匀性检测等。 优点:效果明显,细节清晰,稳定性好。 缺点:有些情况下,结构安装不方便。 常用光源:面光源、点阵光源、带透明图层面光源等。
散射光应用
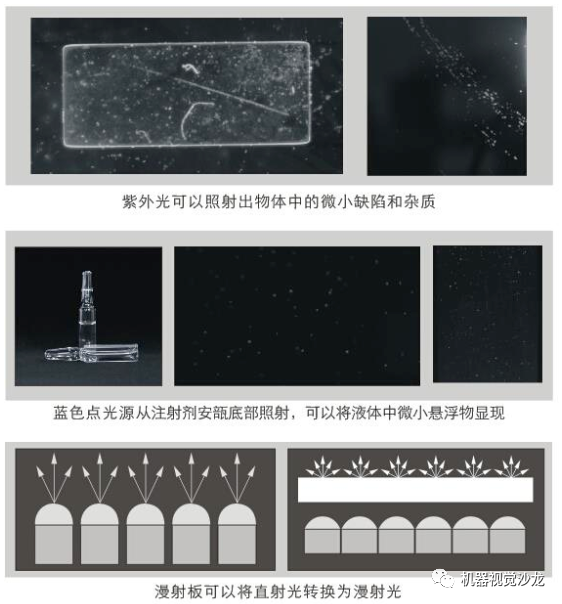
直射光从检测目标单侧照射,光线照射到微观粗糙结构时发生散射,没有散射的区域为暗场,在图像中亮度比较低,发生散射的区域亮度比较高。 应用技巧:保证透射性能良好的情况下,尽可能选择波长比较短的光源。 主要应用:玻璃、塑料等透明物体细微划伤检测、表面激光雕刻字符识别与检测、透明薄膜边缘定位测量等项目。
优点:效果明显,细节清晰。 难点:有些情况下,要求检测有效距离比较远,对光源亮度要求比较高。 常用光源:线形光、条形光、点光等(大多数情况下需特制光源)。
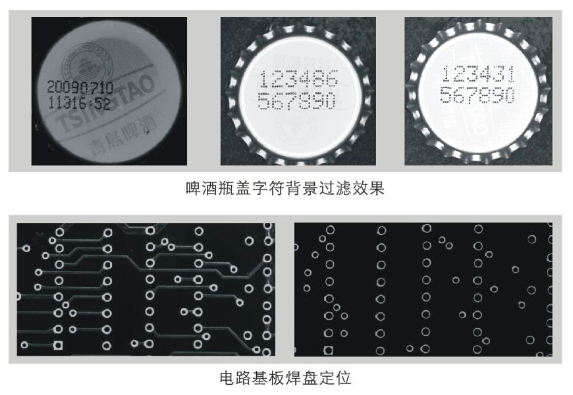
颜色过滤与加强
与物体表面自然色相同或相近颜色的光照射到物体上之后,反射率比较高;对比色照射,则反射率较低。利用这一原理,可以实现加强图像效果、过滤背景干扰的目的。 右图为啤酒瓶盖子,检测目标是上面的喷码,每种盖子会有不同的背景色和图样,如第一幅所示,第二幅和第三幅所使用盖子为蓝色和绿色背景。选择和背景颜色一致的光源照射,即可获得图中的效果,背景被过滤掉或者大幅削弱,字符检测和识别不再受干扰。
如何选择/设计视觉光源照明方案
1、基本思路 光照射到物体表面之后,会发生一系列光学现象,主要包括镜面反射、漫反射、表面散射、折射、背散射、透射、背反射、色散等。还有一部分光被物体吸收,各种情况发生的条件由物体表面的形状、微观结构、颜色、化学成分等客观条件决定。
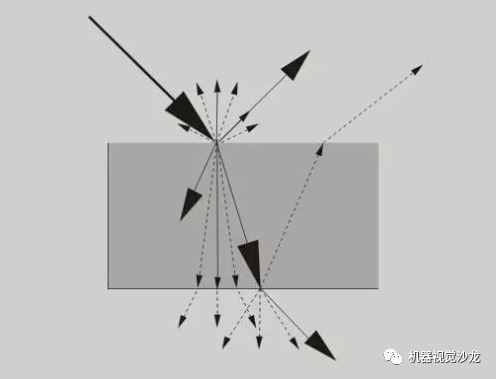
不同的表面发生各种光学现象的差异很大,例如镀膜良好的镜子表面,光照射之后几乎全部被反射,也就是镜面反射占了最主要的成分;光线接近垂直照射到玻璃上之后,几乎全部穿透,从另一面发射出去,这种情况下透射占了最主要的成分;黑色粗糙表面,基本没有光反射或者透射,几乎全部光会被吸收掉。 除此之外,光学效果还取决于光源的发光方式和照射方式,例如漫射光均匀照射可以消除物体表面不平整造成的差异。而平行光照射则恰好相反,能够突出物体表面不平整的特征。 因此想得到预期效果,需要选择合适的光源和恰当的照射方式。
2、选光源的一般过程
了解项目需求,明确要检测或者测量的目标;
分析目标与背景的区别,找出两者之间成像差异最大的光学现象;
根据光源与目标之间的配合关系,初步确定光源的发光类型及颜色;
拿实际光源测试,以确定满足要求的打光方式;
根据具体情况,确定适用客户的产品。
编辑:黄飞
-
机器视觉如何选择光源2024-07-04 1796
-
机器视觉如何选择合适的光源2022-11-30 3595
-
深圳机器视觉光源选择有什么因素要考虑?2021-10-28 917
-
深圳机器视觉光源选择时需要衡量哪些因素?2021-08-24 1574
-
惠州机器视觉环形光源的应用2021-08-04 953
-
上海机器视觉光源照明设计的影响因素2021-07-29 1027
-
机器视觉硬件——光源是什么2021-07-05 2616
-
惠州机器视觉光源常见的几种照明方式2021-05-07 1548
-
深圳机器视觉led光源有什么优势2021-01-11 3117
-
机器视觉光源的分类及颜色选择2020-05-20 7587
-
照明对机器视觉应用有什么影响?2019-08-02 1440
-
光源及照明系统在机器视觉运用2017-11-17 3951
-
机器视觉光源的照明方式例举2015-12-17 5784
-
选择机器视觉光源该注意那些方面?2014-03-27 3274
全部0条评论

快来发表一下你的评论吧 !
