

钣金件中的压死边如何加工出来的?
描述
钣金工艺一般来说基本设备包括剪板机(Shear Machine)、数控冲床(CNC Punching Machine)/激光、等离子、水射流切割机(Cutting Machine)、折弯机(Bending Machine)、钻床以及各种辅助设备如:开卷机、校平机、去毛刺机、点焊机等。
通常,钣金工艺最重要的四个步骤是剪、冲/切/、折/卷,焊接,表面处理等。
钣金件中的压死边如何加工出来的?
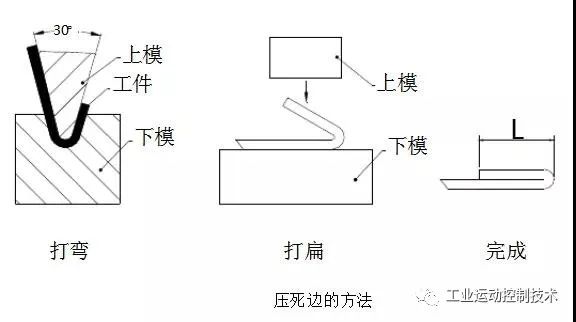
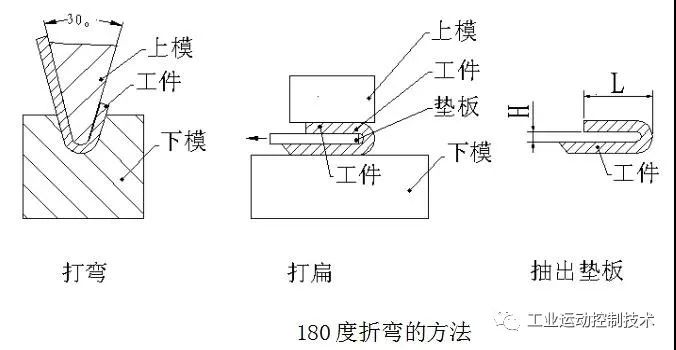
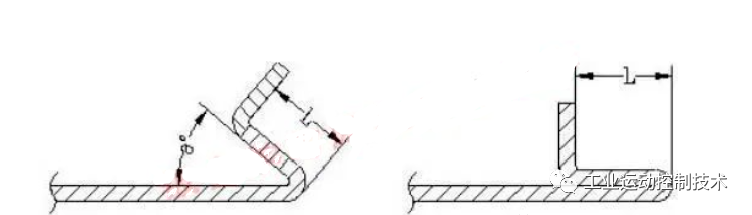
这是一种常见的钣金褶边形式,钣金褶边需要有专用的模具来加工,一般步骤如下: 即先用锐角折弯模具(常用角度为30°的模具)将钣金折弯成大于90度的折弯,再用压平模将钣金压平,完成钣金褶边加工。
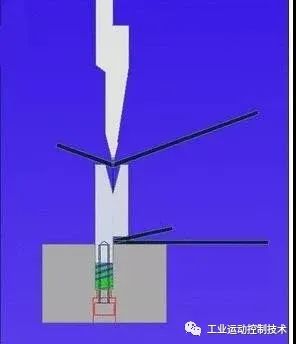
这种方法可以看出,需要用两套模具,效率低下。现在的钣金厂常用这种复合模具,可以一次性完成钣金褶边加工。如下图:
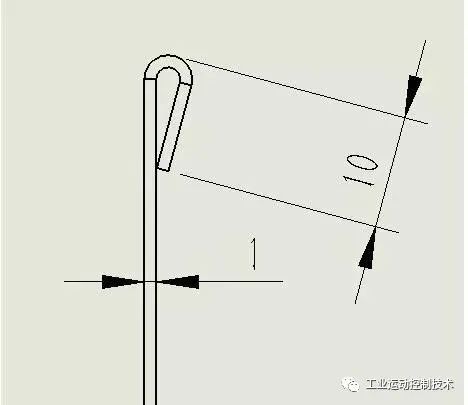
那么这种钣金褶边有没有人能做到呢?需要用什么特殊模具将褶边折弯出来?如果做不到中间的间隙需要怎么修改呢?
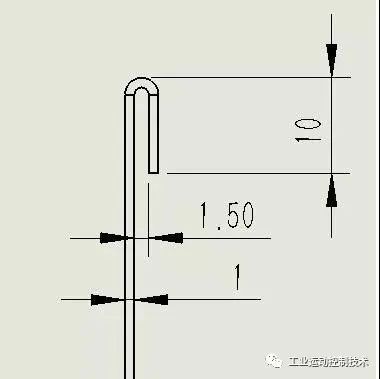
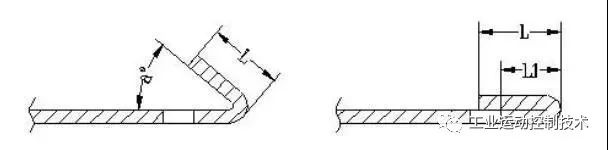
这种钣金褶边在钣金加工中经常遇到,其实方法也不难。不需要专用的模具来加工,用锐角折弯模具折弯大于90度后,在压平步骤中,在里面垫个1.5毫米的板就可以了。实际操作中,因为有折弯回弹的存在,需要垫薄一些的板就可以了,比如1.4的,多试几次就好了。以此类推,中间有一定厚度的钣金折弯用这个方法就好了。如果需要折弯圆角好看的话,跟图纸相符,在折弯锐角时,下模宽度大些就好了。或者用符合图纸的折弯上模来折弯锐角就好了。
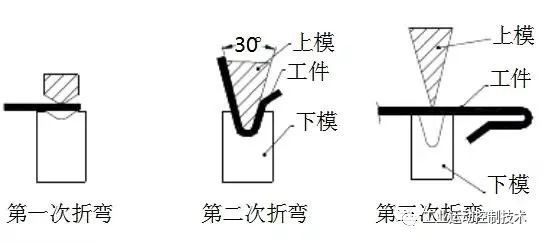
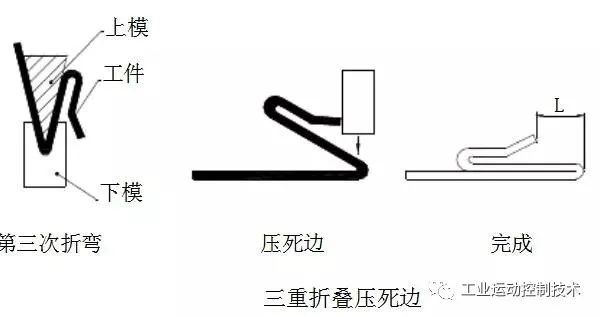
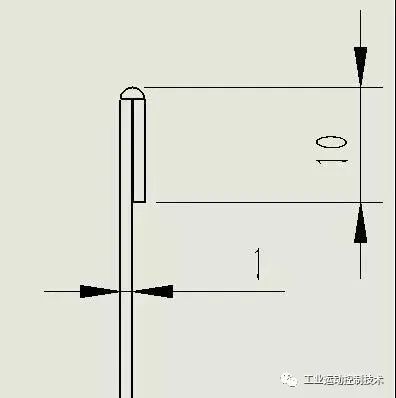
还有如何折弯这种钣金褶边?这种尾部带圆弧的褶边怎么折?
如果不想开模具的话,有两种方法。一种是:在钣金褶边压平时,折弯压力调的小一些,不要让尾部的圆弧压平。因为需要将尾部压平需要很大压力的。第二种是:找找有没有对应的焊丝,在压平时穿入孔内,压平后取出,完成褶边。
压死边极限尺寸
a)压死边需进行两次折弯加工,首先利用30°尖刀与插深V槽折弯30°~45°,然后再利用压平模压平,不同材料板厚压死边的范围:0.5
b)压死边的长度(L)与材料厚度、插深V槽有关,当0.55T+R(即Lmin>6);当2.0<T<2.5选用V10插深槽,Lmin≥5T+R(即Lmin>9);以上两者的死边长度Lmax≤14mm。
c)反折弯后再压死边的长度L受插深V槽的限制,Lmin≥11mm。
d)压死边孔到折弯边的距离不宜太小,否则孔会受折弯过程中角度的变化而变形:L1min>0.7V。
-
钣金件比对检测案列2017-08-16 4502
-
MetraSCAN三维扫描仪对汽车钣金件三维扫描检测解决方案2020-07-15 1749
-
3D制图软件中如何创建钣金件?2021-02-01 3699
-
3D制图软件中如何在钣金件上构造平板特征?2021-02-02 3871
-
日常生活中有哪些设备是经过钣金加工而成的2021-03-02 31505
-
我们日常生活中有哪些设备是经过钣金加工而成的2020-10-05 21103
-
SMT贴片加工中工艺边的作用是什么2020-06-17 5836
-
钣金件中的压死边如何加工出来的2021-09-01 4446
-
钣金件3d质量检测CAV比对服务2023-03-30 1889
-
PCB加工工艺边的作用及其重要性2023-11-16 2589
-
3D扫描仪助力大尺寸汽车钣金件模具加工检测2023-12-11 1399
-
SMT打样揭秘:工艺边如何确保加工精度与效率?2024-12-27 1378
全部0条评论

快来发表一下你的评论吧 !
