

一种电子装联高集成高可靠性工艺方案
描述
背景描述
现代电子装联主流工艺技术可分为表面贴装技术(SMT,Surface Mounted Technology)和通孔插件技术(THT,Through Hole Technology)。
表贴安装具有高集成(母板无需开孔、内层可自由走线、底层可布局元器件)、可机贴再流焊以及能兼容不同厚度母板等优点,但是局限于小尺寸(大尺寸共面度差)、小功率(PCB表层通流)元器件,且焊接容易偏移,焊点可靠性低。
插件通孔安装适用大尺寸(无共面度要求)、大功率(PCB各层通流)元器件,且焊接无偏移,焊点可靠性高。但是也具有无法高集成(母板需开通孔、内层走线避让、底层禁布元器件)、无法机贴以及不能兼容不同厚度母板等缺陷。
因此,急需一种新的电子装联方法,解决目前SMT和THT面临的缺陷,以提高电路板组件的装联可靠性和高集成性。
如下图1所示,对SMT和THT技术优缺点进行分类,发现SMT技术缺点可通过THT技术解决,THT技术缺点可通过SMT技术解决,两者优劣势互补。因此发明一种新的兼容表面安装和插件通孔安装形态的盲槽结构,即盲槽装联方案来解决该矛盾。
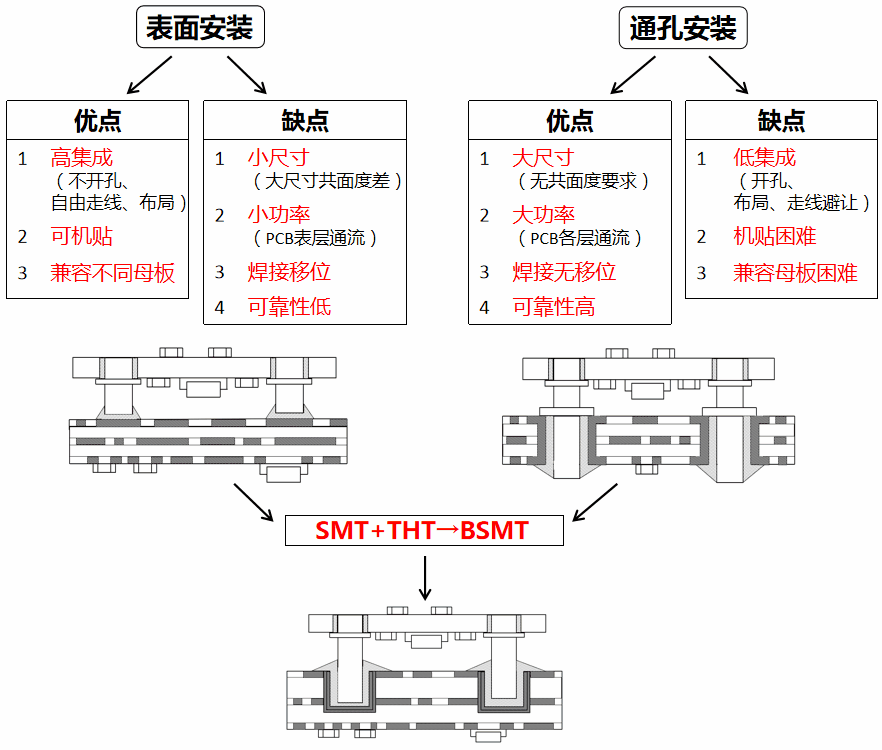
图1 表面装联、通孔装联和盲槽装联方案对比
盲槽装联方案
方案原理
如下图2所示,元器件1设置有导电引脚2,其中导电引脚2可以是一个或多个,导电引脚2的形状及高度可以根据需要设定,在此不做限定。
印制电路板4开设有金属化盲槽6,盲槽6底部可位于印制电路板4的任意一层。首先确认待装联的元器件1各个导电引脚2对应的导电参数。该导电参数包括导电引脚的大小、形状、导电引脚间距等;然后根据导电引脚参数确定盲槽6的设计参数;最后根据盲槽6的设计参数,通过钻孔设备在印制电路板4上开设盲槽6。
进一步,在盲槽6内以及周侧环形焊盘5上填充锡膏3,并将待装联的元器件1的导电引脚2插接到填充有锡膏3的盲槽6内,从而利用盲槽6对导电引脚2进行限位,便于元器件1精准安装于印制电路板4上。最后通过回流焊等方式将元器件1的导电引脚2固定于印制电路板4上,得到电路板组件。
(1)利用盲槽6对元器件1引脚2进行限位,使得元器件1可以精准固定于印制电路板4上,从而解决元器件1表面安装焊接移位问题。
(2)通过钢网印刷锡膏3至盲槽6内,利用盲槽6内锡膏3弥补元器件1在生产过程中存在的引脚高度差,从而解决大尺寸表贴元器件引脚共面度差导致的虚焊问题。
(3)盲槽6内形成有导电层,在焊接过程有效增加元器件1的导电引脚2与印制电路板4的有效焊接面积,从而可以有效增强对应焊点的焊接强度,解决表贴元器件焊点可靠性差问题。
(4)盲槽6表面可以连接表层线路,侧壁可选择连接内层线路,从而盲槽6可通过更大的电流,使得印制电路板4可以承载大功率的元器件1。
(5)通过盲槽结构,印制电路板4无需开设通孔,因此PCB内层和底层可自由走线,背面可自由布局元器件1,从而解决插件元器件装联母板PCB无法高集成问题。
(6)印制电路板4无需开设通孔,因此PCB板强度在可控范围内,使得PCB板受热发生弯曲的程度降低,进而提高元器件1和印制电路板4的装联可靠性。
(7)通过调控盲槽6的大小,解决元器件1机贴时导电引脚2无法同时顺利插入盲槽6的问题。基于在印制电路板4上开设通孔,若通孔尺寸过小,则元器件1引脚2无法顺利插接到通孔内;若通孔尺寸过大,则在焊接过程中容易出现焊接缺陷,如通孔回流焊接容易掉锡、少锡,波峰焊接容易翻锡,均影响焊接质量。
(8)通过统一盲槽6深度,解决元器件1引脚2长度不能兼容不同厚度印制电路板4的问题。
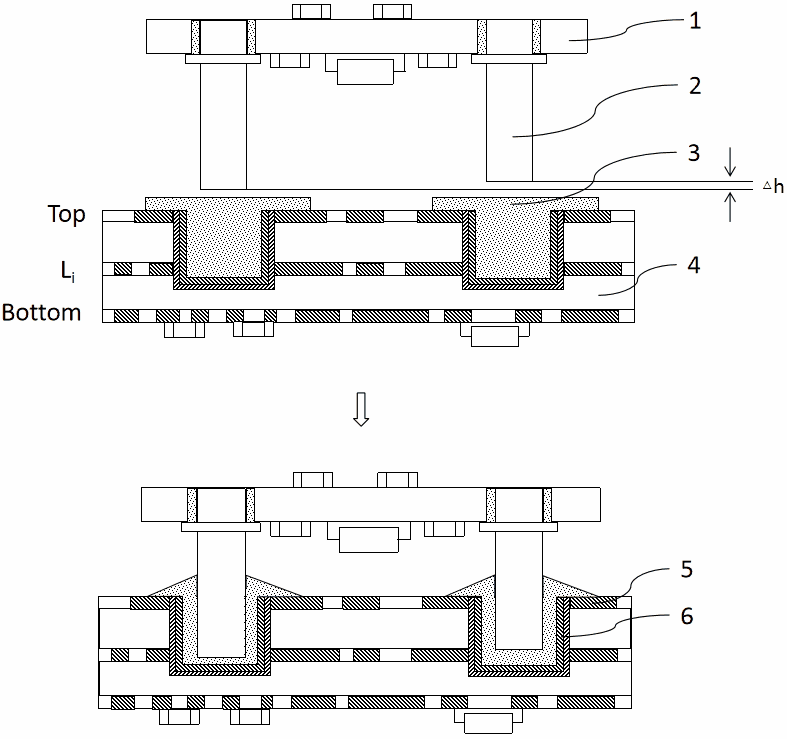
图2盲槽装联方案示意图
(1元器件;2引脚;3焊锡;4印制电路板;△h引脚高度差;5盲槽环形焊盘;6盲槽)
方案设计
选取某模块为研究对象,引脚直径Φ1.5mm,引脚共面度≤0.5mm。考虑系统产品一般母板板厚≥1.6mm,以及一般元器件引脚共面度≤0.5mm,因此设计实验板板厚2mm,盲槽直径Φ3mm,盲槽环宽0.5mm。此外,为探究盲槽深度较佳点,设计0.5mm、0.8mm和1.0mm三种不同深度盲槽进行同步研究。
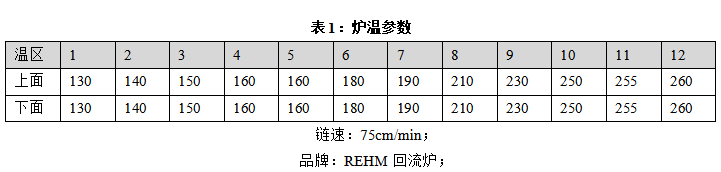
设计盲槽钢网开口直径Φ3.2mm,架0.2mm宽的一字桥,开口厚度0.12mm。设计炉温参数见下表1:
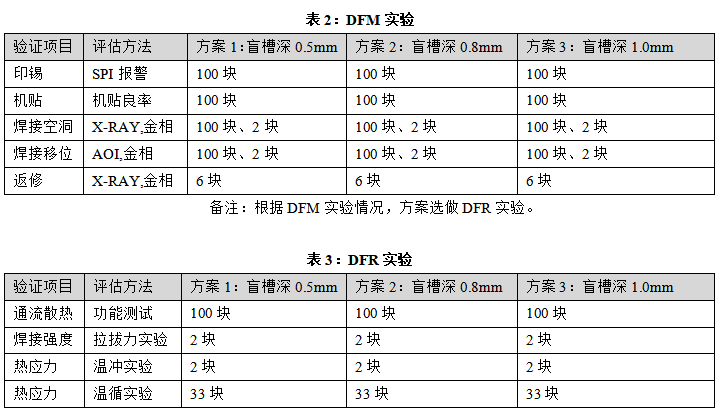
为验证盲槽装联方案效果,从DFM和DFR角度,设计下表2和表3实验进行评估。
方案验证
DFM实验
(1)印锡:0.5mm、0.8mm和1.0mm深盲槽印锡均无SPI报警,印锡正常。印锡效果如下图3所示:
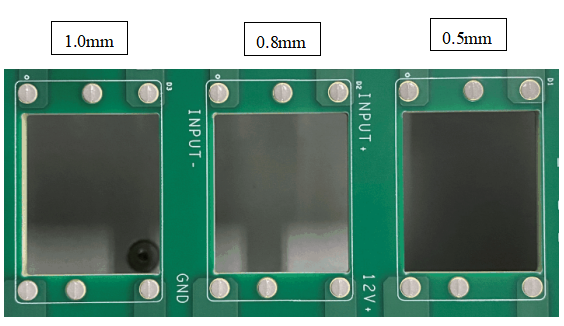
图3:盲槽印锡效果
(2)贴片:0.5mm、0.8mm和1.0mm深盲槽机贴无模块引脚插入不良或抛料,机贴良率100%。贴片效果如下图4所示:

图4:盲槽贴片效果图
(3)焊接:如下图5所示:盲槽深0.5mm焊点饱满,形态最佳;盲槽深0.8mm焊点欠饱满;盲槽深1.0mm焊点明显凹陷,形态相对较差。三种不同深度盲槽,均无炉后焊接移位现象。
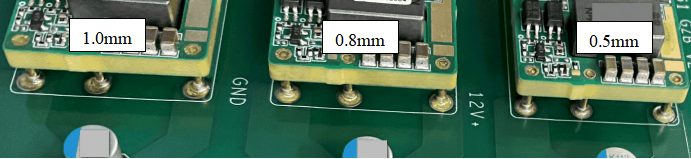
图5:盲槽焊接效果图
金相实验:对焊接后0.5mm、0.8mm和1.0mm深盲槽各取2块进行切片,结果如下:
a、盲槽深0.5mm:焊接质量好,无空洞。
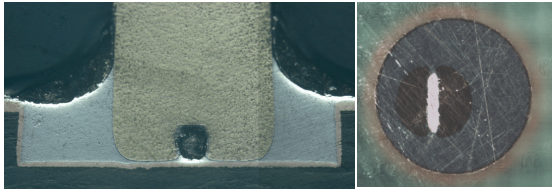
图6:0.5mm深盲槽纵向和横向切片结果
b、盲槽深0.8mm:焊接质量好,无空洞。
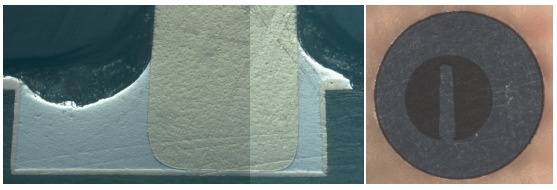
图7:0.8mm深盲槽纵向和横向切片结果
c、盲槽深1.0mm:焊接有空洞存在,如下图8横向切片结果所示。
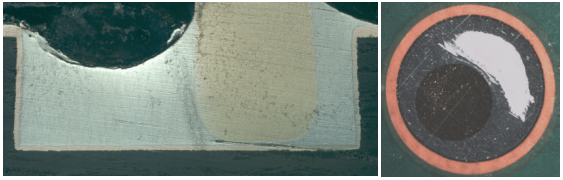
图8:1.0mm深盲槽纵向和横向切片结果
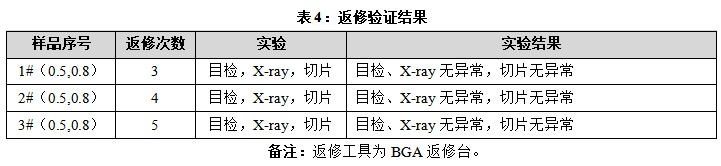
(4)返修:对回流焊接后0.5mm和0.8mm深盲槽进行5次返修验证,目检、X-ray检验无异常,切片无异常,结果汇总见表4。
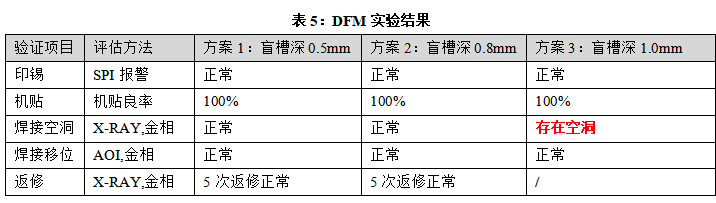
小结:0.5mm和0.8mm深盲槽方案印锡、贴片、焊接和5次返修均正常。1.0mm深盲槽方案焊接存在空洞。DFM实验结果汇总见表5。
DFR实验
根据DFM实验结果,优选0.5mm、0.8mm深盲槽实验板进行可靠性实验评估,具体测试项目和实验结果如下:
(1)功能测试:0.5mm、0.8mm和1.0mm深盲槽方案实验板上电均正常,各项功能指标达标,且纹波无明显波动。
(2)拉拔力实验:使用数显式推拉力计对不同深度盲槽进行拉拔力测试,实验结果见下表6。
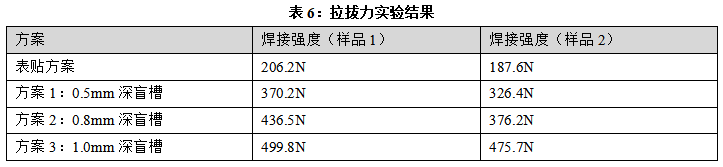
从表6可知,0.5mm、0.8mm和1.0mm深盲槽方案焊接强度均>320N,远大于传统表贴方案200N,且焊接强度与盲槽深度在0.5mm~1.0mm范围内成正相关。从拉拔实验后实验板形貌上看,焊点非薄弱点,主要为插针断裂,或盲槽与基材剥离,如下图9所示:
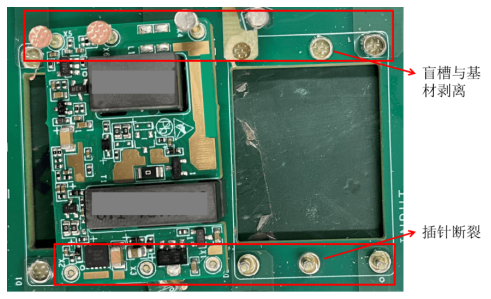
图9:插针断裂、盲槽与基材剥离实物图
(3)温冲实验:0.5mm和0.8mm深盲槽实验板3次返修后,进行170循环高低温冲击实验,实验板上电均正常,各项功能指标达标,且纹波无明显波动。进行切片实验,焊点和盲槽均正常,无明显空洞或裂纹,详情见下图10。
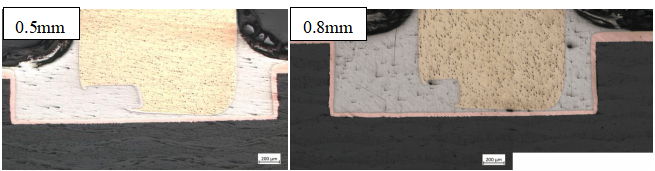
图10:温冲实验后切片结果
备注:
a、高低温冲击条件:-40℃(保温0.5h)~120℃(保温0.5h),温度转变时间10秒内,170个循环;b、返修工具:BGA返修台;
(4)温循实验:0.5mm、0.8mm和1.0mm深盲槽实验板随机选33台进行温循实验,500循环后上电正常,各项功能指标达标,且纹波无明显波动。
备注:温度循环条件:-40℃(保温0.5h)~125℃(保温0.5h),温度变化率20℃/分钟,500个循环;
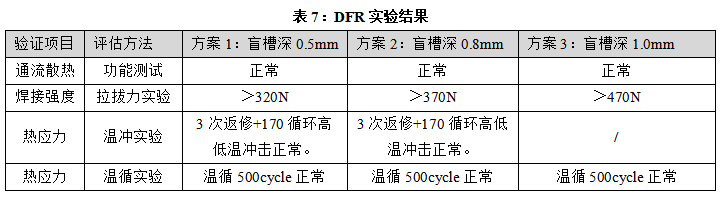
小结:如下表7所示,0.5mm、0.8mm和1.0mm深盲槽实验板功能测试均正常;焊接强度均>320N,远大于传统表贴方案200N;板级温循500cycle,上电均正常。0.5mm和0.8mm深盲槽实验板3次返修后,进行170循环高低温冲击实验,焊点和盲槽均正常,无明显空洞或裂纹。
实验总结
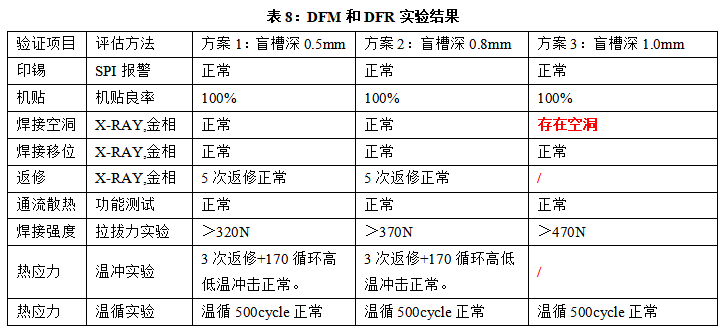
从下表8中DFM和DFR实验结果可知,盲槽装联方案可行性好,能很好解决目前SMT和THT面临的缺陷,提高电路板组件的装联可靠性和高集成性。
从不同方案实验数据对比可知,0.5mm~0.8mm深盲槽满足各项指标要求,为盲槽深度较优选择区间。
总结
本文通过设计一种兼容表面安装和插件通孔安装形态的盲槽结构即盲槽装联方案,经实验验证能很好解决目前SMT和THT缺陷,显著提高电路板组件的装联可靠性和高集成性。主要创新点和收益如下:
(1)利用盲槽对元器件引脚进行物理限位,解决表贴元器件贴片或手补反向问题,以及元器件回流焊接过程中引脚移位问题。
(2)通过钢网印刷锡膏至盲槽内,利用盲槽内锡膏弥补元器件在生产过程中存在的引脚高度差,从而解决大尺寸表贴元器件引脚共面度差导致的虚焊问题。
(3)盲槽内形成有导电层,在焊接过程有效增加元器件导电引脚与印制电路板的有效焊接面积,从而可以有效增强对应焊点的焊接强度,解决表贴元器件焊点可靠性差问题。
(4)盲槽表面可以连接表层线路,侧壁可选择连接内层线路,从而盲槽可通过更大的电流,使得印制电路板可以承载大功率元器件。
(5)通过盲槽结构,印制电路板无需开通孔,PCB内层和底层可自由走线,背面可自由布局元器件,解决插件元器件装联母板PCB无法高集成问题。
(6)印制电路板无需开设通孔,因此PCB板强度在可控范围内,使得PCB板受热发生弯曲的程度降低,进而提高元器件和印制电路板的装联可靠性。
(7)通过调控盲槽大小,解决插件元器件机贴时引脚无法同时顺利插入通孔问题。
(8)通过统一盲槽深度,解决插件元器件引脚长度不能兼容不同厚度印制电路板问题。
作者简介:刘敏波,男,毕业于中南大学,研究生学历,高级工程师,主要从事电子装联工艺研究,有多年工艺研发工作经验。
审核编辑:汤梓红
-
资料分享 | 评估PCB是否具备高可靠性的四大要点2022-05-09 9793
-
如何实现高可靠性电源的半导体解决方案2021-03-18 2367
-
【PCB】为什么华秋要做高可靠性?2020-07-09 12100
-
为什么华秋要做高可靠性?2020-07-08 14276
-
【PCB】什么是高可靠性?2020-07-03 12078
-
开发高可靠性嵌入式系统的技巧有哪些?2019-09-29 1785
-
用于高可靠性医疗应用的解决方案使用指南2019-09-16 1760
-
基于集成电路的高可靠性电源设计2019-07-25 2879
-
集成电路在高可靠性电源的应用2019-06-11 1546
-
高性能高可靠性隔离式电源解决方案2019-05-29 1432
-
可实现高可靠性电源的半导体解决方案2018-10-17 2285
-
一种高可靠性的频率测量系统2012-04-24 3999
-
高可靠性微控制器设计研究2010-01-08 875
全部0条评论

快来发表一下你的评论吧 !
