

三坐标测量机的基本工作原理是什么
测量仪表
描述
三 坐 标 测 量 机 ( Coordinate Measuring Machining,简称 CMM)是近50年发展起来的一种高效率的新型精密测量仪器。它的出现,一方面是由于自动机床、数控机床高效率加工以及越来越多复杂形状零件加工需要有快速可靠的测量设备与之配套;另一方面是由于电子技术、计算机技术、数字控制技术以及精密加工技术的发展为三坐标测量机的产生提供了技术基础。
现代 CMM 不仅能在计算机控制下完成各种复杂测量,而且还可以通过与数控机床交换信息,实现对加工的控制,并且还能够根据测量数据,实现逆向工程。目前,CMM 已广泛用于机械制造业、汽车工业、电子工业、航空航天工业和国防工业等各部门,成为现代工业检测和质量控制不可缺少的万能测量设备。
由于它通用性强,测量范围大,精度高,效率高,性能好,能与柔性制造系统相连接,已成为一类大型精密仪器,故有"测量中心”之称。
在高精度测量领域,著名的厂商德国卡尔•蔡司(Carl Zeiss)公司的CONTURA G2 产品(如图所示)以其在硬件和软件配置上具有的优势,使得连续扫描测量和逆向工程测量完全满足精密测量的要求。
三坐标测量机的基本工作原理
几何量测量是以点的坐标位置为基础的,它分为一维、二维和三维测量。三坐标测量机的基本原理是将被测零件放入它容许的测量空间,精密地测出被测零件在 X、Y、Z 三个坐标位置的数值,根据这些点的数值经过计算机数据处理,拟合形成测量元素,如圆、球、圆柱、圆锥、曲面等,经过数学计算得出形状、位置公差及其他几何量数据。
CONTURA G2 RDS三坐标测量机的组成和特性
1)测头系统:
测头系统包括探头、吸盘、探针、读数头、光栅尺。
2)硬件控制系统:
C99 控制柜,具备计算机辅助误差修正功能,可对 CMM 和传感器做实时的动态修正,确保得到精确的结果。
电气驱动系统,包括电机、摩擦滚、钢带、皮带、气垫(气浮轴承)、气管、过滤器、气压表、调压阀。
3) 其它机械部件
包括花岗岩台面、三轴导轨、减震垫、支撑基架、Z 轴平衡气缸、电磁阀等。
数据处理软件系统(CALYPSO 测量软件),利用该软件,可把 CAD 数据转变成测量程序,从而获得准确无误的检测方案。
三坐标测量机在精密检测中的应用
目前利用 CONTURA G2 RDS 三坐标测量机,对下图所示工件的开有多条狭缝的表面进行了平面度的几何测量。
测量程序的编制利用了Calypso测量软件强大的开放式脱机编程功能,这种编程方法的好处一是只要将设计人员设计的CAD图纸文件直接输入到测量软件中,就可以进行编程。不必等工件加工完成后才可以进行程序测量,可大大提高工作效率。第二是在程序编制完成之后,可以在CAD环境中直接调用程序进行模拟测量,对程序进行验证,找出运行过程中出现的错误测量路径和采点,同时对程序进行修正,将实际测量中可能出现的问题降到最低,最大程度的保证了测量过程中的安全性。
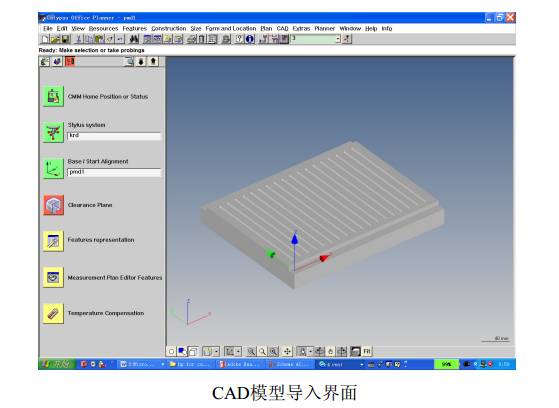
脱机编程时测量软件应设置为脱机工作模式。首先将预先在CAD环境下建立的模型直接导入测量软件中(如下图)。该测量软件采用了图形化可视界面,简明易用,包含了基本的CAD功能,如放大、缩小、平移、旋转、着色(阴影)等功能,软件的直接的CAD接口,适用于所有重要的CAD格式,不会导致公差问题及精度的损失。
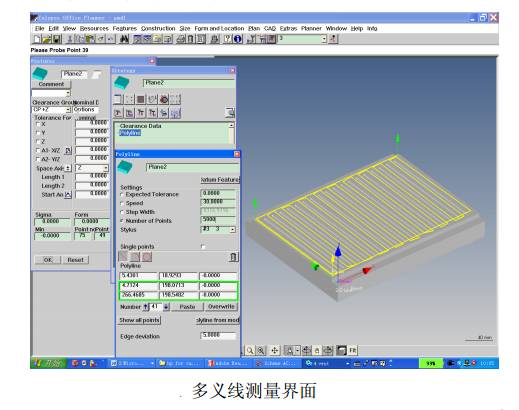
第二步建立工件坐标系开始测量。坐标系的建立采用常用的面线点(3-2-1)方式,然后选择平面(Plane)测量元素,双击该平面元素,对其中测量策略进行设置。由于待测平面比较特殊,上面并列有多条狭缝,而正因为如此才致使平面度超差存在可能性。为了得到全面精确可信的测量结果,根据广度均分的原则将测量路径选择为多义线(Polyline),这样使采集到的点尽可能的覆盖到整个平面上。使用鼠标在工件模型上点击所要采点的位置,此时工件模型上会显示所采点的位置及其矢量方向。根据所测量的几何要素的需要,可进行多次采点。当采够所需要的点数后再在采点窗口中点确定,系统将会驱动虚拟测头进行采点,并拟合出要测的几何元素及其图形。多义线测量界面如下图所示。
下一步应对测量路径多义线再进行详细的设置,其中包括分别根据实际情况对探针速度以及采集的点的个数的设定,接着应修改平面元素的评价方法,设置为最小二乘法并选择去除粗大误差,确定即可。
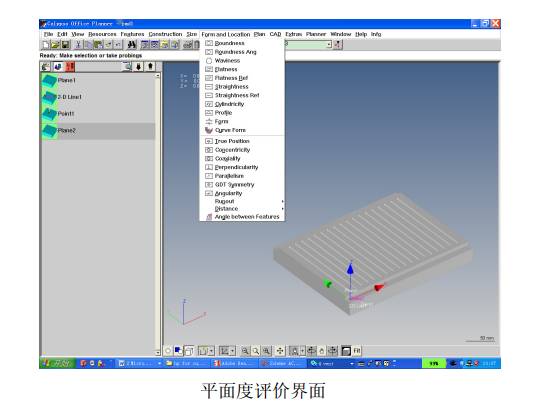
元素测量完成后,应对测量几何平面度进行评价。在菜单中选择形状和位置公差中的平面度,然后双击该平面度图标,选择测量完的平面元素,输入设计公差数值确定完成。平面度评价界面如上图所示。
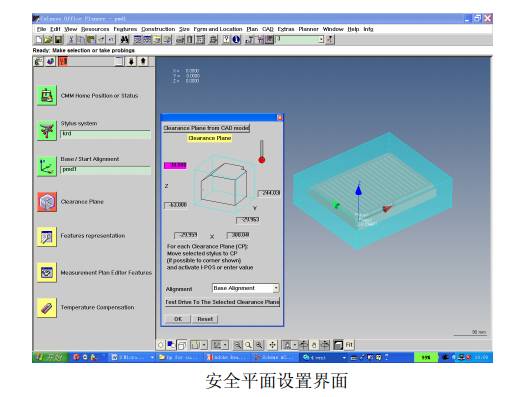
在测量程序自动运行之前,为了防止在实际测量中发生探针与待测工件意外碰撞应设置安全平面,如下图所示。
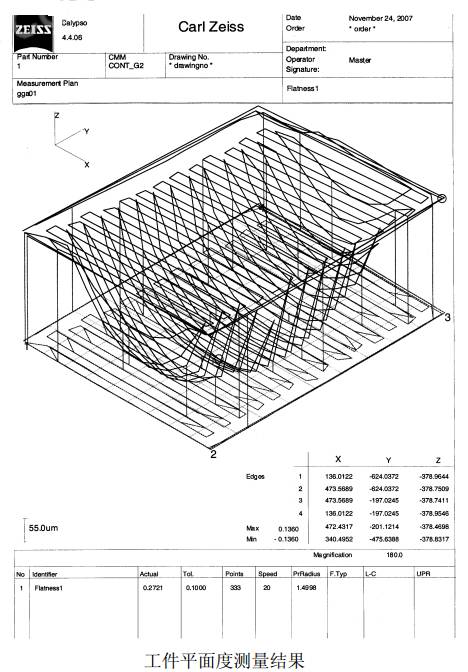
最后将编制完成的测量程序保存,通过联机实际测量,得到如下图的平面度测量的结果报告。从报告中可以直观的得到相关的测量元素和坐标数值及所有测量数据。用户可根据需要给出实际尺寸、公差值、与理论值的偏差、超差情况等详细的信息,对报告头自己定义,保存后可随时调看。
通过利用三坐标测量机在对工件的测量应用中,高效率采集到了大量精确、详细的测量数据,完成了以前用其它测量工件平面度量具(如刀口尺等)无法实现的功能,三坐标测量机具备了高精度高柔性以及优异的数字化能力。在高质量产品的制造中使用精密的三坐标测量机可减少测量误差,保证产品的精度和质量,满足设计与制造的需要, 加深理解并更好地掌握其工作原理和性能对完成并拓展装备研制中精密零部件的质量检验必将发挥重大的作用。
国际三坐标测量机生产商
海克斯康三坐标:
海克斯康三坐标是海克斯康集团旗下的一个子产业,拥有100多个分支机构。青岛前哨国有制改革期间,将其三坐标产业出售给海克斯康,也就是现在的青岛海克斯康生产基地。海克斯康三坐标旗下还有DEA、Brown & Sharpe、Leitz、Romer、Cimcore、Sheffield、Starret、CEJ、Leica等品牌,涵盖了高中低端产品市场,在中国市场占有率最高。
德国蔡司ZEISS、温泽Wenzel、东京精密、日本三丰:
均在中国设立生产基地,主要位于上海、苏州等地。主要生产中小尺寸的自动化三坐标和手动式三坐标。在中国市场占有一定的份额。
其他三坐标品牌:
意大利COORD3,德国MORA(已被AEH并购)、英国LK等,基本以代理商为主,在本国享有较高知名度,国内市场份额较少。
国内三坐标生产商
台湾智泰
成立于1996年的台湾企业,在国内有深圳、昆山两个生产基地。产品系列较多,包括分析仪器、三坐标仪、影像仪等系列。
西安爱德华
德国AEH测量在华投资企业,该公司是90年代中期成立的三坐标测量机专业生产厂家,主要生产中小尺寸的生产型测量机(其中包括CNC全自动类型和手动类型),其三坐标测量机属于中低价位系列。
青岛弗尔迪
青岛前哨国有制改革期间,一部分资深三坐标测量专家自主创业的企业,拥有十年左右的生产经验,主要生产中小尺寸的CNC自动式和手动式测量机,拥有三坐标研发生产专利,青岛地区三坐标培训基地、三坐标检测基地。
北京303所
国有研究所性质,国内最早研究三坐标测量机的单位之一。主要产品为航空类、测量机、数控机床等。
其他代理商
三坐标测量行业算是仪器仪表行业的新兴行业,经过这几年的发展,国内代理三坐标测量仪的贸易类公司越来越多,其中企业资质良莠不齐,主要是代理中低端市场产品。
行业总体局势
1、国际品牌依靠其品牌优势、技术优势占据高端市场。客户群体多是汽车行业,研究机构、航空航天等高端客户。
2、国内生产厂商在中低端市场拼杀,价格战争持续不断,代理商以及贸易公司进入,市场价格更加混乱。
3、海克斯康依靠其各种品牌系列,独特的产品线的长度和宽度,高端市场与温泽、蔡司共享,低端市场全面覆盖。
三坐标测量机作为现代大型精密仪器,已越来越显示出它的重要性和广阔发展前景。它可方便的进行空间三维尺寸的测量,可以实现在线检测及自动化测量。
编辑:黄飞
-
三坐标测量机使用技巧 三坐标测量机精度影响因素2024-12-19 2129
-
三坐标测量机的基本工作原理及应用2023-11-13 3899
-
三坐标测量机:类型、组成和工作原理全面解析2023-09-27 5320
-
三坐标测量机驱动具体故障问题描述2023-09-07 3959
-
三坐标测量机是一种什么设备?全面解析工作原理和应用2023-09-04 3567
-
三坐标测量机测量优点2023-05-31 3102
-
简述三坐标测量机的工作原理2023-03-02 3714
-
三坐标测量机测头系统是什么?2022-11-25 2368
-
高精度三坐标测量机怎么使用?2022-11-14 2954
-
传感器与测试技术:三坐标测量机的工作原理#传感器学习电子 2022-11-07
-
三坐标测量机的工作原理及主要应用在哪些方面?2018-08-05 49759
-
三坐标测量机的基本工作原理与精密检测中的应用2018-05-07 15697
全部0条评论

快来发表一下你的评论吧 !
