

汽车线束生产线到底有哪些防错装置
汽车电子
描述
通常情况下,汽车线束的制造分为切线压接、合线压接(焊接)、预装配、总装配、检验、包装工序组成。
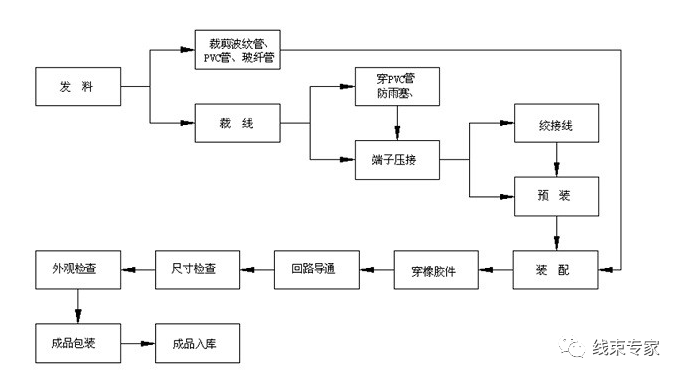
前工程的切线压接和合线压接(焊接)工序的自动化程度相对较高,后工程的预装配、总装配、检验、包装工序的自动化程度较低,基本上依靠人工集中组装完成,是典型的离散式制造,同时又是劳动密集型制造类型。
因此,其生产线的防错尤为重要。
我们一起来看看线束生产线到底有哪些防错。
切线压接工序(MES系统防错)
切线压接工序是汽车线束制造中自动化程度最高的工序。
因此切线压接工序是制造错误出现几率较低的一个工序,通常出现的制造错误是导线、端子、防水栓物料使用错误,导线长度错误,以及压接模具用错导致压接标准不正确,导致半成品返修或报废。

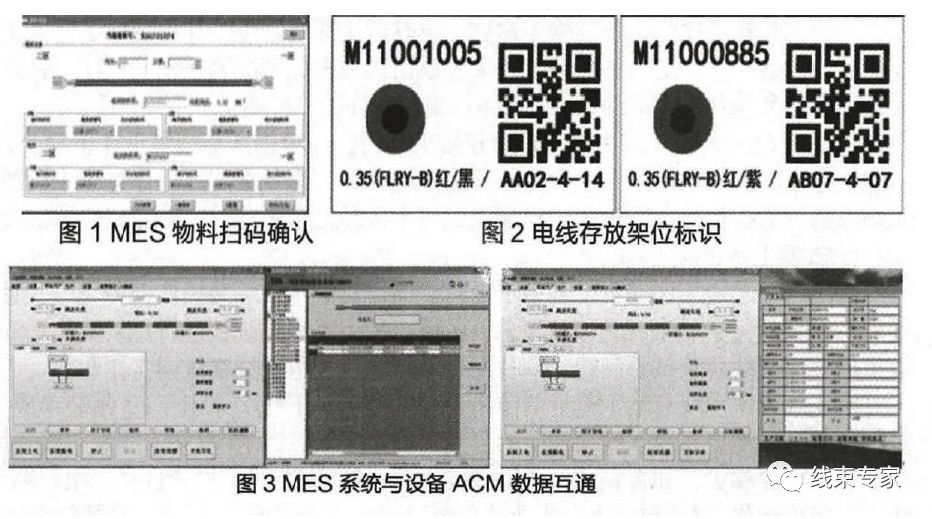
运用线束MES系统的工厂通常采用在切换不同看板时进行物料、模具条码扫码确认进行防错,扫码错误出现声音、图像报警,能有效的防治物料的错误使用。
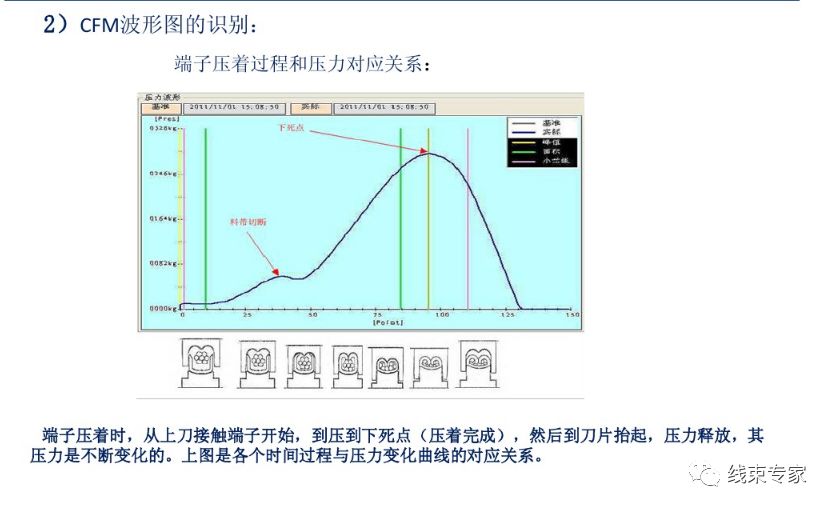
半自动机压接工序(CFM压力监测系统防错)
对有些极端的线束,太短或合压、合铆、带防水塞于无法上自动机的压接的,只能靠半自动机人工压接。
该工序自动化水平较低,因为其以人工作业为主导,包括手工穿栓、热缩管、闭口PVC管、绑线、单线手工压接端子、合线压接节点、超声波焊接节点等作业,同时也是出现制造错误较多的一个工序。
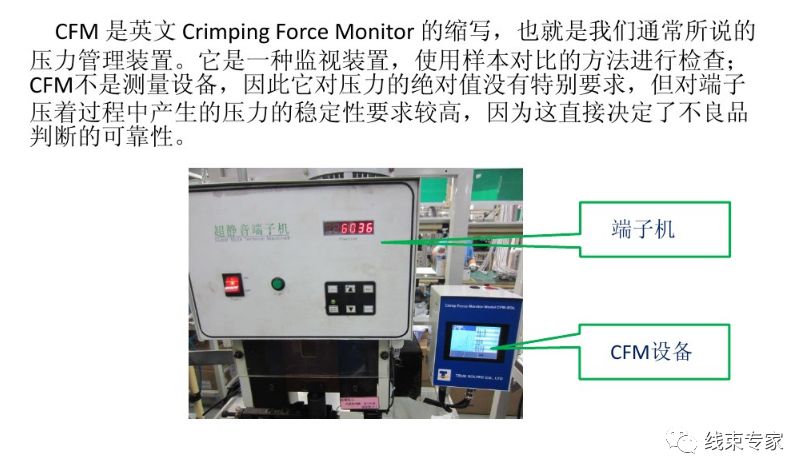
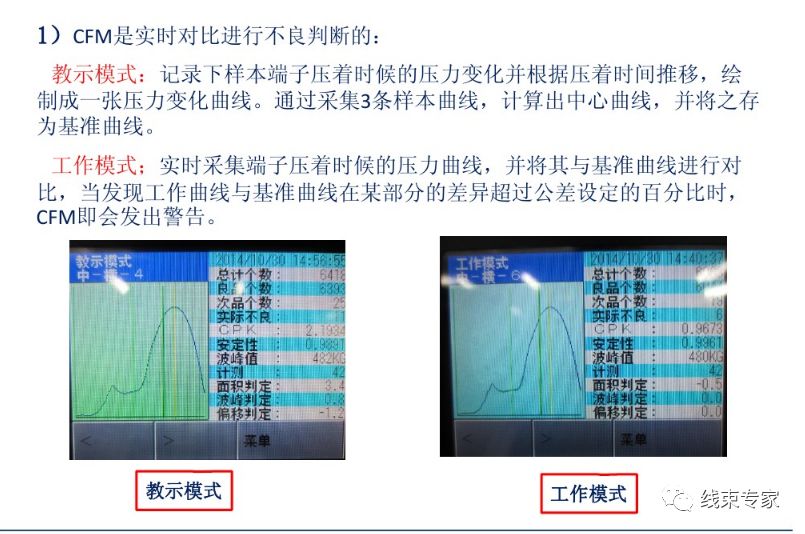
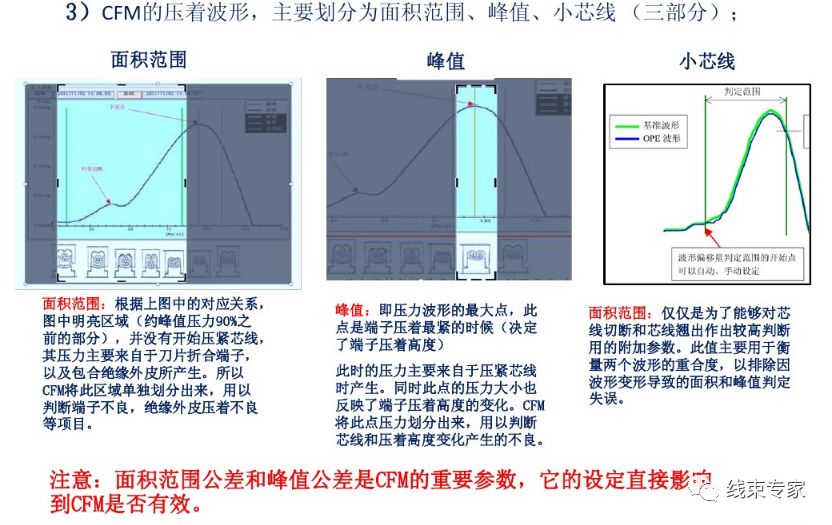
对于压接质量,端子机可以配置压力监测系统CFM和端子切面分析系统,对压接不合格的及时处理。
首件检验对端子做剖面分析及拉力测试、电压降测试也是确保压接质量,有效预防批量压接不良的重要途径。
对颜色、大小、形状相似或接近的防水栓,通过工艺编排在不同的工位进行手工作业,或者采用机器穿防水栓操作。
每种防水栓存储容器上带有物料号、描述、图片等醒目标识能有效识别。
每捆半成品导线标签的看板信息、导线信息、产品项目信息完整、清晰也能有效的防止看板导线的使用错误。
相同看板的半成品导线集中存放在缓存架、周转车、周转箱中且标识完整易于识别,也能有效的防止看板导线的错误拿取使用。
在合线压接(焊接)工位,出现制造错误较多的就是左右两侧的导线根数错误或看板使用错误。
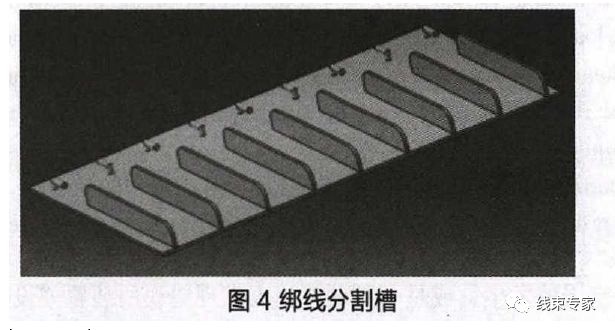
因此在工艺设计时,根据合线看板作业卡,分配两个工位进行合线压接前的绑线作业,绑线作业完毕的半成品上带有唯一的绑线半成品标识卡片。运用防错工装在绑线工位作业台上设计绑线导线隔离槽或卡具,有效防止绑线操作错误,预防出现多绑、漏绑、错绑线的操作错误,如图所示。
由于超声波焊接焊点的特殊性,焊接前,根据工艺卡校验焊点两侧的导线组合分看板号,员工自检确认无误后首件检验合格后批量生产操作,最大限度的降低错误焊接的几率。
通常出现的操作错误就是拿错其中一侧的绑线半成品,导致焊接错误。在工艺防错设计时必须注明绑线半成品组合的单线看板号,存储绑线半成品的周转箱应定址定位存放,周转箱内有带有标识、批次、数量的周转卡片,根据项目不同,周转箱可以采用不同的颜色(兰色、草绿色、橘色)区分。
预装配工序
汽车线束制造的预装配工序包括:按照订单批次和产品型号集中区域预装和流水线在线预装两种作业模式。
必要的情况下出现两种预装配模式混合应用。
由于在预装配工序基本没有自动化的设备操作,是劳动密集的操作工序,因此,该工序通过工艺防错设计和工装防错设计的应用最为普遍,同时工艺防错设计的好坏直接影响流水线的总装效率和线束成品的质量。
在预装工艺卡的设计过程中,除了考虑预装作业的时间节拍、可操作性外,更重要的是要考虑预装操作的工艺防错设计。
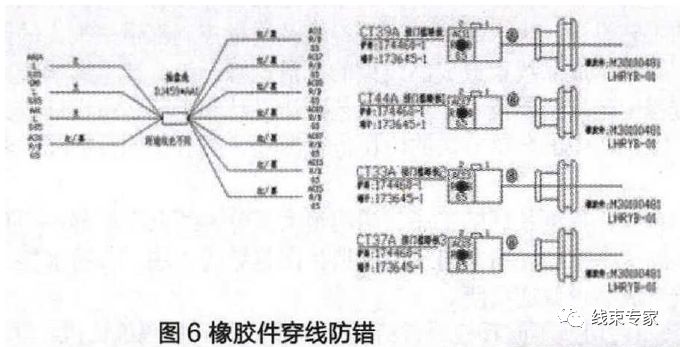
预装工艺卡中如果需要穿入橡胶件,必须在橡胶件下注明橡胶件的物料号,以及穿线方向。
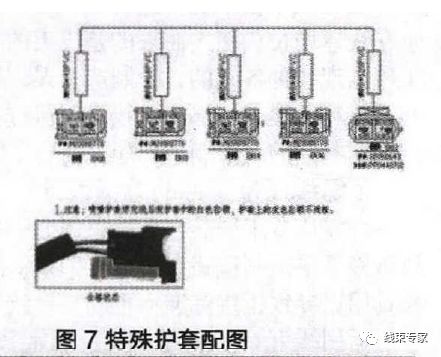
对称护套且自锁特征不明显的,一定要在预装工艺卡上注明穿线空位或特殊要求信息,必要时需将护套的照片附在预装配工艺卡上,避免批量穿错孔位,如下图所示。
编制预装工艺卡时,同颜色、同线径、同端子、一端穿相同的护套的导线,其中一根导线两端必须用同颜色的记号笔做打点标记进行工艺防错,避免另一端导线穿错护套或孔位,导致返工返修。
预装物料架线桶中看板导线的排序,应与预装工艺卡主护套的穿线顺序保持一致,可以大幅提高操作工预装操作速度,同时避免穿线错位。在预装配工艺卡上标注护套的预装顺序,定版的预装工艺卡应根据预装操作情况调整预装顺序,提高工人操作的便利性和提高劳动效率。如下图所示。
集中区域预装作业的半成品设计预装工艺时,应根据产品型号设计单独的预装工艺,尽量不要将同系列多个型号的工艺图纸合并,避免在实际操作过程中因图号识别不清导致批量的预装错误。
插端子颜色防错工装,通过诱导、颜色比对也可以有效防止员工降端子插错,减低不良。
预装完成的半成品要集中存放,并做相应的周转记录卡。
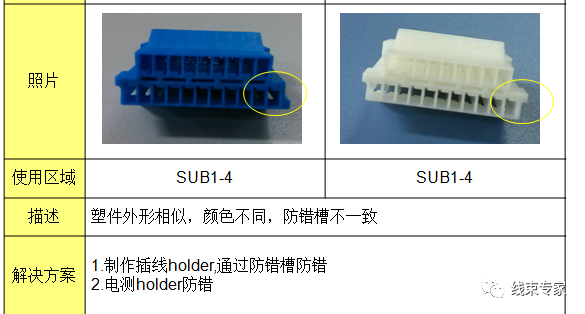
相似物料防错

盲堵防错

总装工序
汽车线束总装工序基本上分为单板总装操作和流水线总装操作两种类型,通常情况下,对批量较小的车型采用集中预装装配作业,然后将预装配完毕的半成品移动到总装区域,采用单块总装板进行总装操作。
汽车线束流水线总装工艺卡的防错设计应遵从以下几个原则:
1、预装半成品的在总装板上布线顺序要先布保险盒、ECU、孔位较多的主护套、需要在流水线穿端子的分支护套半成品;
2、护套在布线板布线要均衡,布线人员能够协同作业在总装板的两端作业、每个挂线工位穿端子、扣自锁的作业时间要均衡;
3、安装线束护套自锁、扣自锁、护套护壳的操作应在流水线工艺卡注明,由挂线、穿线人员完成操作。
4、包扎人员作业范围要尽量在一个区域,尽量编排同种胶带包扎的区域分支,减少胶袋更换频次。编排作业顺序要
先分支、后主干、最后集中,避免交叉操作。
5、相似的卡、扣、扎带设计不同的人员安装,每个操作工安装的卡、扣、扎带的外形差异要大,避免错误安装。
通过流水线工装防错设计,对流水线防护材料波纹管、PVC管、卡、扣、扎带等需要在流水线安装的物料实行单套配送,降低物料遗漏安装的错误几率。通过在流水线工装板上安装卡、插杆、扣、扎带、护壳的防错限位模块及Holder,能有效的防治卡、扣、扎带的,物料型号安装错误,方向安装错误,同时也能保证安装尺寸。
流水线总装板上对不通用的线束分支采用不同形状、颜色的治具,能够方便操作工进行布线操作、穿端子操作,减少线束总装过程中分支包扎、走向错误。
带有保险盒的线束,采用对应线束型号且带有不同颜色标识的多孔漏板,能有效的预防保险片、继电器安装错误。
需要在流水线下线后安装橡胶件、护壳的线束,可以在橡胶件、护壳安装工位安装仿形的模块来保证橡胶件、护壳的安装尺寸、方向。
检验工序(测试系统防错)
检验工序是线束制造防错的最后一个工序,同时也是保证线束质量和产品合格的最后一个工序;包括100%电测导通检验、卡钉检测、继电器、保险片性能检测、全尺寸外观检测、螺栓扭矩验证检测等。检测工序的工艺文件防错设计尤为重要。
根据客户需求和项目要求设计不同的检测工艺,但是100%导通检测,100%全尺寸外观检测是每个线束产品都必须设计的检测项,必要时设计200%的全尺寸外观检测或多频次抽样检测。
根据客户需求,设计保险盒中保险片、继电器的影像检测工位,二次检测保险盒附件安装的正确性。
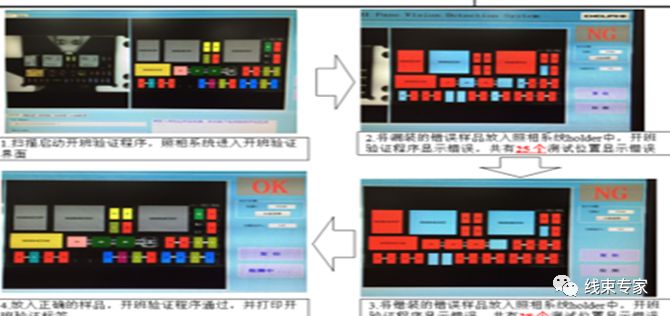
保险盒照相对比系统
根据客户需求,设计继电器、保险片性能检测工位,检测继电器、保险片的工作可靠性。对于继电器、保险片性能检测工位的设计是非必须的,根据连续6年的数据进行统计分析,继电器、保险片的失效几率极低,因此如非客户特殊要求,该项检测的工位可以不设计。
包装工序
包装工序是线束生产制造的最后一个工序,主要包括盘绕、捆扎、装袋、装箱等操作,同时也是发生质量错误较少的一个工序,但是成品线束的包装工艺设计也要考虑有出现多装箱,少装箱、贴错外箱标识的可能。
可以借助MES系统做电子包装程序,运用扫码枪对成品线束进行逐条扫码,当扫码数量满足整箱的时候,发出声音报警,同时打印机自动打印一张外箱标签,然后直接封箱贴外合格标签,能有效的避免装箱错误。
汽车线束制造的工艺防错设计是很必须的,同时也是工程师设计线束制造工艺的一项重要工作,防错设计的应用能大幅降低制造过程中造成的返工返修,降低制造成本;提高劳动效率,保证线束质量有效措施和重要手段。
编辑:黄飞
-
汽车线束设计中连接器的防错方式2023-09-26 1716
-
新能源汽车线束设计防错的具体措施2023-05-05 672
-
汽车线束设计中连接器的防错方法2023-01-11 1966
-
汽车线束产品防错设计和工艺制造防错设计2022-11-08 3303
-
什么是线束插头? 汽车线束的种类有哪些?2022-09-14 9321
-
汽车焊接生产线的具体优势是什么2021-11-02 2808
-
自动生产线拆装与调试实训装置的定义及组成部分2021-09-26 2090
-
汽车线束及灯光电器测试2021-07-06 8154
-
一种自动生产线拆装与调试实训装置2021-07-02 1543
-
汽车线束常见故障与原因2020-03-22 19141
-
汽车线束导通测试Aigtek线束测试仪2018-09-14 3097
-
几分钟让你了解汽车线束的工艺和生产2010-04-06 8827
-
生产线自动计数装置电路图2009-05-19 1283
全部0条评论

快来发表一下你的评论吧 !
