

功率放大器超声椭圆无心磨削技术研究中的应用
描述
实验名称:功率放大器在超声椭圆振动无心磨削试验中的应用
实验目的:
通过对比超声椭圆无心磨削与普通无心磨削的磨削质量结合YAG单晶磨削去除机理分析超声椭圆振动在材料去除过程中的作用。
实验设备:椭圆振动换能器,信号发生器,ATA-2042功率放大器。
实验过程:
基于实验室现有条件,在精密平面磨床上搭建实验平台。为适应各种不同直径工件的磨削,在托板下方放置一带槽的斜面滑台,此滑台可升降范围为10mm,托板通过螺栓固定在斜面滑槽的平面上,整体装置如图所示。滑台可在磨床工作台面自由移动。斜面滑台和超声椭圆振动装置通过电磁吸盘固定。超声椭圆振动装置通过信号发生器经功率放大器放大电压后进行驱动,当超声驱动装置工作时工件可在振动结合部位产生沿轴心的旋转。
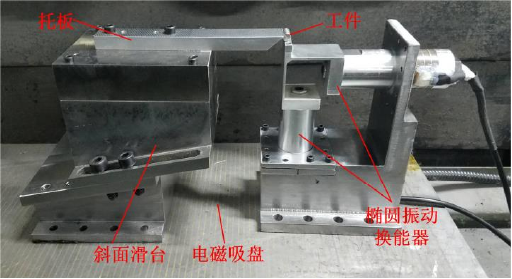
超声椭圆无心磨削装置
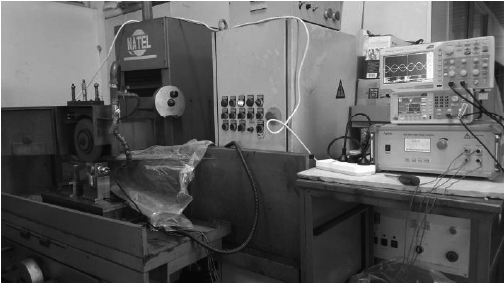
超声椭圆无心磨削实验平台
实验结果:
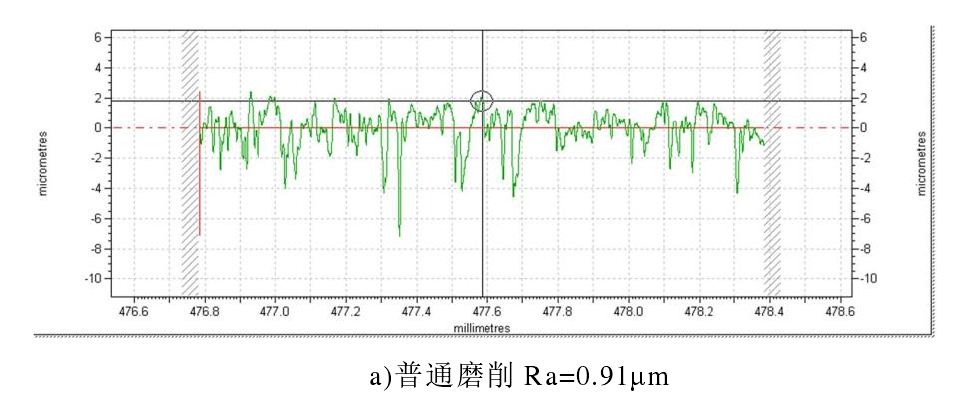
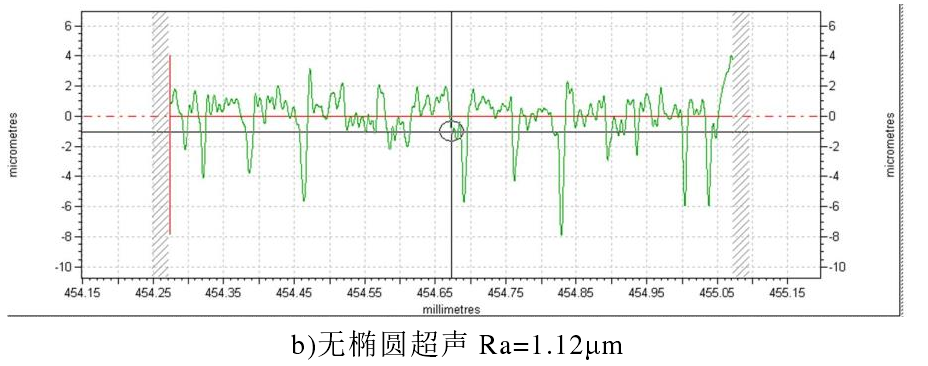
如图所示的工件为采用普通无心磨削加工获得,加工后直径为lmm,加工时采用的砂轮为铸铁基金刚石砂轮,砂轮粒度为w20。在进行正交试验时设置一组无超声椭圆振动的磨削试验作为对比。对比 a)普通无心磨削加工、b)无超声椭圆磨削和、c)超声椭圆无心磨削时的粗糙度。
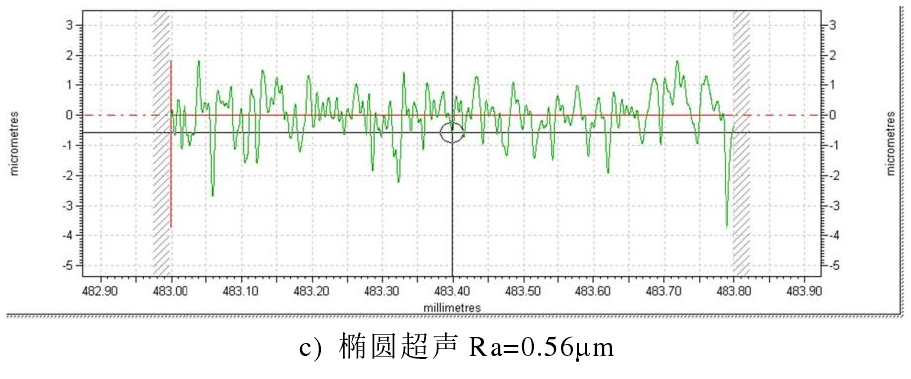
实验结论:
对比了普通无心磨削和有无超声椭圆振动时的磨削质量,验证超声椭圆振动在磨削过程中所起的作用,最终获得表面粗糙度为Ra0.56um,直径为0.7mm 的YAG单晶微细圆柱。通过结合材料去除机理与超声椭圆振动理论建立了磨削过程中单颗磨粒作用在工件上的法向力大小﹐并从理论上分析了超声椭圆无心磨削对法向力的降低作用。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
什么是超声功率放大器?高频超声功率放大器好用吗?2024-01-24 1977
-
ATA-2081高压放大器在超声切割磨削中的具体应用2024-01-09 1158
-
超声功率放大器怎么用2023-12-28 1982
-
超声功率放大器的技术方案是什么2023-12-21 1634
-
超声波功率放大器在超声驱动技术中的应用2023-07-06 1704
-
超声功率放大器原理及作用2023-03-07 1152
-
超声功率放大器原理(超声功率放大器的作用是什么)2023-02-27 3475
-
功率放大器的性能特点和使用步骤2022-11-25 2271
-
浅析功率放大器超声椭圆无心磨削技术研究中的应用2022-01-14 834
-
功率放大器在椭圆超声辅助机械抛光中的应用2021-08-26 1800
-
功率放大器在椭圆振动系统中驱动换能器应用2020-12-28 4467
-
功率放大器在混凝土中超声波传播测试应用2020-12-25 5484
-
功率放大器,超声功率放大器定义分类和应用2017-12-15 5922
-
基于CPLD的数字功率放大器的研究与实现2015-07-01 3342
全部0条评论

快来发表一下你的评论吧 !
