

功率半导体迎来SiC时代?碳化硅(SiC)的需求快速增长
描述
在汽车终端市场需求以及与硅的价格平价的推动下,碳化硅产量正在迅速增加。
电动汽车中已使用了数千个功率半导体模块,用于车载充电、牵引逆变和直流到直流转换。如今,其中大部分是使用硅基 IGBT 制造的。转向基于碳化硅的 MOSFET 使功率密度加倍,并在更小、更轻的封装中加快了开关速度。
电动汽车和充电站对高电压和在炎热、恶劣环境下工作的能力的要求越来越高,但由于这种宽带隙材料的制造和封装成本较高,碳化硅(SiC) 需要一段时间才能获得坚实的基础。然而,这种情况正在改变。PowerAmerica 执行董事兼首席技术官 Victor Veliadis 表示,SiC 功率模块现在的价格与硅基模块相当,这反过来又促进了供应合作伙伴关系和新 SiC 工厂的建设。
还有很多工作要做。SiC晶圆技术需要升级。制造这些器件需要 20% 的新工艺工具和 80% 的改进工具。我们的目标是加快集成和分立功率器件的周转速度,这就是汽车制造商转向直接晶圆厂到模块协作的原因。
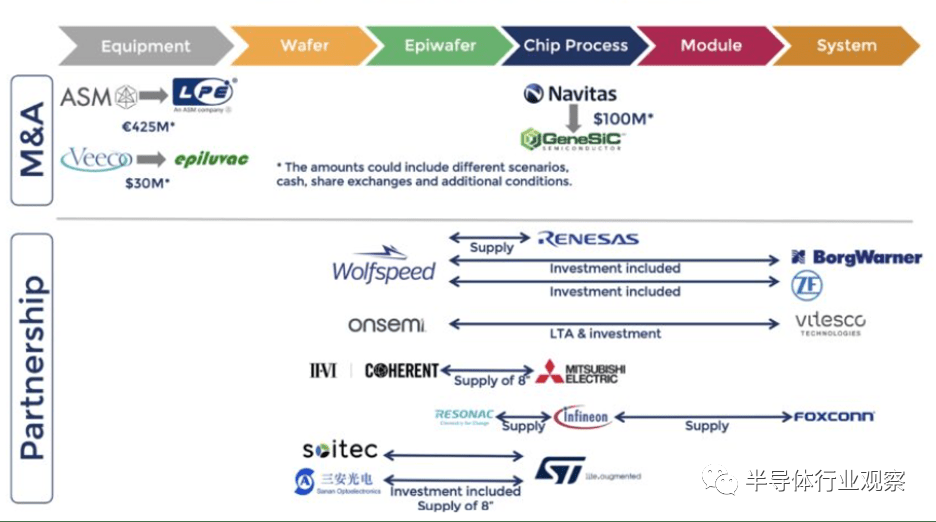
图 1:确保供应和快速技术进步的收购和合作协议。
新的晶圆工艺工具包括高温外延生长(>1,500°C)、热离子注入、快速热处理(RTP)和更快的脉冲原子层沉积。用于硬而脆的 SiC 材料的晶圆研磨、CMP、抛光垫和浆料正在发生重大改进。包括剥离剂和清洁化学品在内的新材料可满足设备和可持续性需求。
从封装端来看,带有分立元件的高功率印刷电路板正在被集成电路和芯片级封装(CSP)等集成封装所取代,以实现更小、更可靠的高压操作。这使得电动汽车能够配备更小、更轻的电池组,这有助于增加行驶里程。虽然今天的重点是 SiC 功率以及将 Si 功率模块扩展到混合动力和电动汽车,但未来的 SiC 模块将在电动汽车中占据主导地位。此外,GaN 将在电动汽车、电网电力和智能能源领域找到利基市场。
SiC 和 GaN 功率的市场和技术
到 2030 年,全球将生产 3900 万辆纯电动汽车,相当于 2022 年至 2030 年复合年增长率为 22%。这反过来又推动了功率半导体市场,预计该市场将利用到 2030 年,大约 50% 的硅器件、35% 的碳化硅器件和 12% 的氮化镓器件。在电动汽车中,牵引逆变器将电池组的直流电转换为交流电,为驱动前轴和后轴的电机提供动力。SiC 还可以加速车载和非车载充电,将电网的电力引入电动汽车。
最重要的是,SiC 模块构成了从 400V 电池向 800V 电池转换的基石。当车辆充电速度更快、续航里程充足且每辆车的电池成本低于 10,000 美元时,消费者将更快地采用电动汽车。
SiC 模块正在达到与硅基电源解决方案价格相当的临界点,同时实现更高效、更紧凑的系统。再加上目前使用的 400V 电池(包含 600V 或 650V 器件)的 800V 电池范围的扩展,正在刺激 1,200V SiC 器件的大批量生产。然而,晶圆晶体缺陷对良率的影响、器件封装和模块集成的损失以及汽车制造商和电力系统制造商之间更紧密联系等供应链变化仍在进行中。从实际角度来看,新的碳化硅晶圆和晶圆厂产能需要一段时间才能达到大批量。
然而,这并没有影响人们对该技术的热情。分析师继续上调 SiC 市场预测。Yole Group 预计,到 2027 年,功率半导体市场将达到63亿美元,其中 70% 用于汽车应用。仅看 SiC 晶圆产量(从 SiC 晶圆开始),TECHCET 预测 2022 年至 2027 年复合年增长率为 14%。
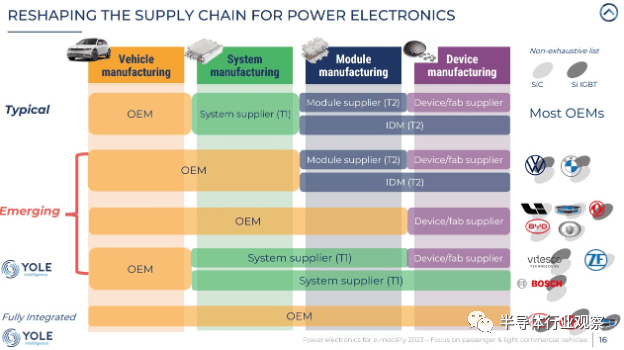
图 2:汽车制造商正在转向与模块供应商、最终与芯片制造商进行更直接的合作。
IDM、代工厂、无晶圆厂活动
Wolfspeed、意法半导体、安森美、罗姆、英飞凌和博世等领导者是芯片制造方面的关键参与者。这些设备的最大成本贡献者,碳化硅晶圆,正开始从 150 毫米制造迁移到 200 毫米制造,但生长、切片和制备过程仍然依赖于昂贵、耗时的手工操作。
各方,尤其是 IDM 和晶圆厂,都在努力降低 SiC 晶格的缺陷率,开发 SiC 专用工具平台,例如高温离子注入、在 1,500°C 以上运行的外延沉积炉,以及改进的 CMP 浆料、抛光垫和清洁化学品加工几乎与金刚石一样坚硬的材料。
由于基于硅、SiC 和 GaN 的电源电路都在 400V 电池范围内竞争,因此技术转换已经完成。然而,SiC 电源系统能够提供比 GaN 高得多的功率水平(见图 3)。
“我称其为 650V 战场,因为实际上所有三种技术在这个范围内都具有竞争力,”PowerAmerica 的 Veliadis 说道,他参加了 SEMICON West 举办的“连接汽车生态系统与 SiC 制造”论坛。GaN具有比SiC更高的电子迁移率,但其成熟度较低,无法与SiC的高功率水平相匹配。即便如此,GaN 在制造高频器件方面仍具有巨大的吸引力。此外,英特尔、imec 等公司目前采用的一些硅基 GaN 方法看起来非常有前途。
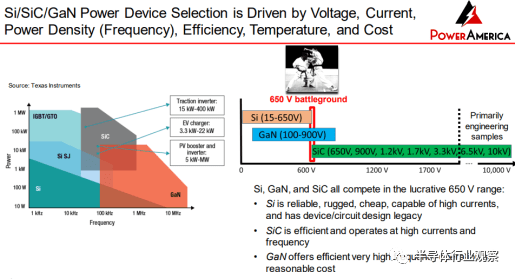
图 3:SiC、Si 和 GaN(左)的功率密度工作窗口在 650V 器件(400V 电池)的低端重叠,但用于 800V 电池的 1,200V 器件即将推出
碳化硅模块被认为对于提高电动汽车的电力传动系统效率至关重要。从硅基设备到碳化硅设备的巨大转变将大大有助于提高电力系统的功率密度,同时减小电动汽车的尺寸、重量,最重要的是,降低成本。发生这种情况是因为硅基功率半导体虽然仍在优化,但在传导和开关损耗方面已达到其运行极限。碳化硅更宽的带隙(硅为 3.26eV,硅为 1.12eV)可减少此类损耗,并提供卓越的高温和高频性能。
迄今为止,许多 SiC 芯片制造商已将 150mm 硅生产线转变为 SiC 制造。Veliadis 表示:“迄今为止非常成功的模式是在成熟的、完全折旧的硅工厂中加工碳化硅,资本投资约为 3000 万美元,回报当然是巨大的。”对于电源模块来说,成本最为重要。“使用碳化硅,您将为半导体芯片支付大约三倍的费用,但最终的系统成本低于硅功率模块,这是违反直觉的。但答案很简单。在高频下高效运行的能力大大减少了磁性元件和无源元件的体积,以至于抵消了芯片制造的较高成本。”
然而,该行业已经没有可以花费 3000 万美元进行翻新的旧工厂了。新的碳化硅晶圆厂正在迅速建设中。与此同时,无晶圆厂公司正在争夺产能。
“我们有两个相互竞争的市场——汽车市场和可再生能源市场,它们都在寻求产能,”罗伯特·博世功率半导体和模块高级副总裁拉尔夫·博内菲尔德 (Ralf Bornefeld) 表示。“我们从新冠疫情中了解到,一个竞争市场可能会关闭另一个市场,因此我们需要考虑到这一点。” 博世目前正在生产第三代 SiC MOSFET 模块,击穿电压为 1,200V。
SiC 器件特别适合汽车,因为它们可以在恶劣环境下以更高的温度运行提供高功率密度。SiC功率器件可以实现极低的开关损耗和超低的RDSon(工作时源极和漏极之间的电阻)。较小的 RDSon 与 MOSFET 的较低功率损耗相关。
器件能力始于 SiC 材料。“晶体质量是关键参与者在过去 20 年里一直在解决的首要因素,但晶体中仍然存在基面位错、堆垛层错等,需要进行设计才能制造 20、30 和40 平方毫米设备,”SOITEC Innovation 高级副总裁 Christophe Maleville 说道。“四年前,当我们进入碳化硅领域时,我们首先注意到的是每个晶锭和每个晶圆的可行性都不同,工程师通常需要调整和验证外延。因此,它在制造业中的实施方式还不是精益的。”
在电气方面,功率器件可能对寄生电感、火花和其他挑战敏感。与模拟混合信号工厂不同,参数是主要关注点,电源工程师要应对变化。
“过去,(模拟)缺乏收缩。但他们在缺陷方面已经有了成熟的流程,” DR Yield首席执行官 Dieter Rathei 说道。“随着碳化硅、氮化镓和砷化镓等化合物半导体变得更加主流并且增长率更快,参数良率问题将会得到改善。”
垂直整合与协作晶圆开发?
目前100mm和150mm尺寸的晶圆大多采用六方晶格结构的单晶碳化硅(4H和6H表示4英寸和6英寸六方晶圆)。但最大的 SiC 器件生产商正在顺利进行从 150mm 到 200mm 的转变,其他生产商也在利用这一供应。
例如,据 Yole Group 分析师称,英飞凌从多个供应商处获得晶圆。其中包括意法半导体收购瑞典Nortel的多数股权。硅功率器件供应商瑞萨电子正在加强产能和合作伙伴关系。7 月,瑞萨电子签署了一份为期 10 年的协议,并向 Wolfspeed 支付了 20 亿美元的定金,以供应 150mm 裸露和外延 SiC 晶圆。瑞萨电子还与三菱达成了一项协议,三菱将斥资 2600 亿日元用于技术和扩张,其中包括在日本新建一座 SiC 工厂。
“[瑞萨]是传统功率半导体领域的后来者,但现在[我们的产品]因其高效率而受到重视,”该公司总裁 Hidetoshi Shibata 在最近的一份新闻稿中表示。“SiC 也可以做到这一点。”
与此同时,SOITEC和意法半导体正在探索单晶上多晶SiC方法,该方法将单晶硅晶圆分成多个切片并重新使用供体晶圆基板以减少浪费。多晶硅基底的优点是能够将热量通过基板传导至金属连接器,从而实现更快的切换和出色的散热。
在某些方面,碳化硅正在追随硅的发展轨迹。但由于 SiC 的缺陷水平,需要一些数据共享。
“我们与硅晶圆供应商的原材料数据交换设备数据,”博世的 Bornefeld 说。“我们还使用先进的基于人工智能的系统来识别良好的相关性并分享这一点,以便两家公司都能向前迈进。”
尽管如此,数据共享并不普遍。与硅不同的是,从 150 毫米到 200 毫米的晶锭尺寸并不能带来更多晶圆/晶锭形式的高回报。此外,200毫米需要更大的种子,这需要更长的时间才能在2,500°C下生长。如今,生产率(晶圆/晶锭)的提高可能在 20% 范围内。TECHCET 分析师估计,相对于切片、研磨、抛光和 CMP 等,晶锭生长的成本贡献将下降(见图 4)。
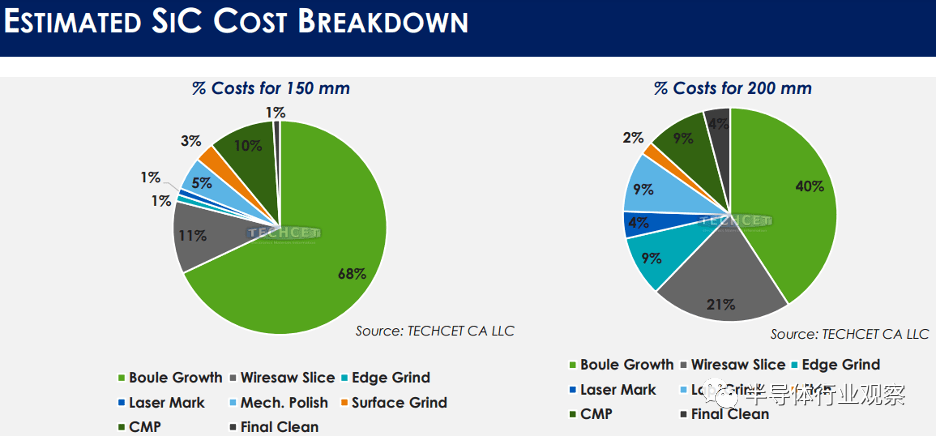
图 4:由于每毫米晶柱高度的材料成本很高,因此最大化每晶柱的 SiC 晶圆数量至关重要。
汽车芯片超过电动汽车
意法半导体汽车智能电源和分立产品营销总监 Lee Bell 表示:“我们看到汽车应用半导体需求的增长速度快于电动汽车产量的增长速度。” “这是由于多种因素造成的。先进的驾驶员安全功能、自动驾驶车辆控制、先进的连接性和便利性功能都推动了半导体需求,但与动力系统电气化的方式不同,”他说。“到 2022 年,约三分之二的电动汽车是混合动力汽车,其中约三分之一是电池驱动的。到 2030 年,这一趋势将发生逆转。这是由于市场接受度提高、充电基础设施可用性提高,但可能最重要的是,这是汽车制造商放置研发和制造预算的地方。” 这一变化是使用 SiC MOSFET 的关键驱动力。
贝尔指出,牵引逆变器往往采用更大的芯片。他补充说,车辆中的充电系统以及降低从电池到物联网系统的电压的 DC-DC 转换器是功率半导体的巨大消费者。混合动力汽车架构中两者都不存在。
他还强调,首要关注的是效率(封装设备和模块),因为系统中的功率损耗越少,汽车和卡车的续航里程就越长。“我们进行了一项研究,比较了 210kW 逆变器系统(大约相当于 280 马力)与 SiC MOSFET 和硅 IGBT(绝缘栅双极晶体管),”他说。“碳化硅方法始终能提供 98% 的运行效率,而 IGBT 方法的效率较低,尤其是在低运行负载范围内,而车辆在该范围内的使用寿命约为 95%。”
总功率是通态损耗加上开关损耗。“碳化硅的开关损耗降低了四倍,”他说。ST 正在生产第四代 SiC 产品,其 RDSon 性能提高了 30%。
博世的 Bornefeld 展示了到 2030 年的需求和产能预估,表明日本、韩国、中国、马来西亚、德国、奥地利和美国的全球晶圆和晶圆厂产能相当可观。事实上,该行业需要小心不要过度建设(见图 5)。“问题是,‘中国正在发生什么?’ 中国在碳化硅原材料方面已经处于领先地位,他们正在提供质量非常高、价格合理的晶圆,”博内菲尔德说。“他们在设备方面也正在快速追赶。所以我们确实需要观察和跟踪整体容量。”
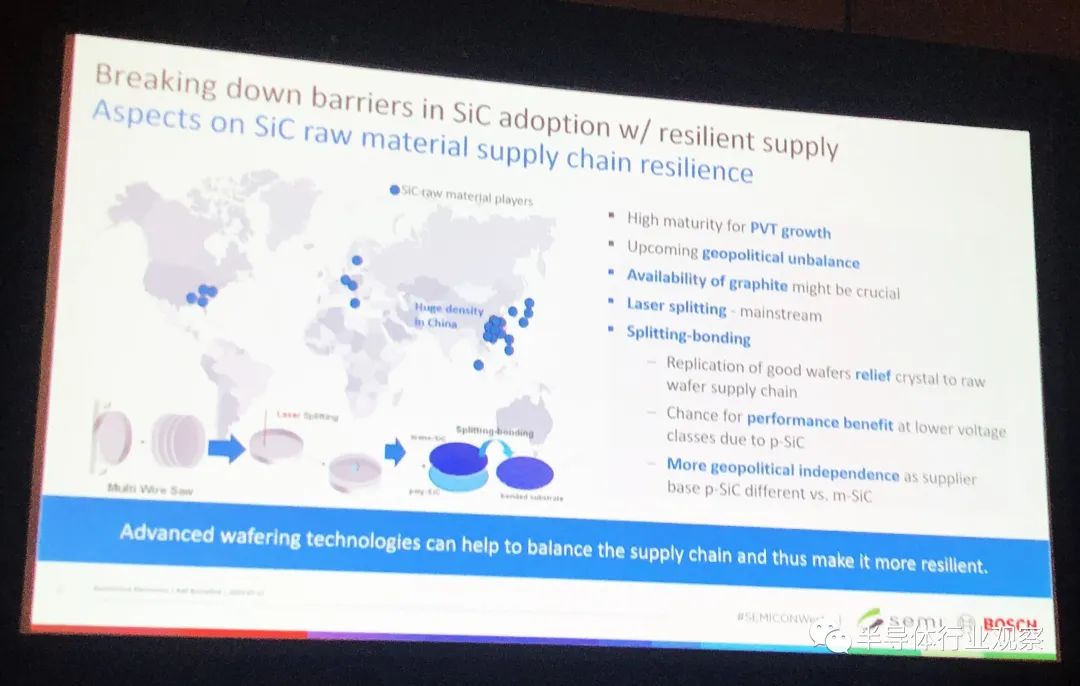
图 5:全球将 SiC 原材料加工成晶圆的设施分布图。
最后,PowerAmerica 的 Veliadis 谈到了在晶圆厂中熟练实施 SiC 和 GaN 等宽带隙半导体所需的工作场所培训。“在 SiC 和 GaN MOSFET 制造方面拥有丰富经验的工程师供不应求,而且 SiC 晶圆厂和硅晶圆厂之间存在显着差异。”
结论
清洁能源和电动汽车转型将需要 SiC 和 GaN 等替代半导体材料,并且功率器件肯定会在未来几十年内得到显着优化。技术改进和产能扩张的狂热可能不会持续,但功率器件仍将是许多公司路线图的关键。
“我们知道半导体行业正在迈向 1 万亿美元的市场,但每个人都想知道 2030 年之后会发生什么,”应用材料公司 ICAPS 战略营销主管 David Britz表示。“我来这里是为了证明半导体的第五个时代确实是由能源生产和运输的转型推动的。”
碳化硅晶圆、器件和模块的增长管理可能是迄今为止碳化硅市场最困难的方面,此外还有供应链问题、填补技术空白和地缘政治变化。尽管如此,半导体技术界似乎在许多事情上达成了一致,特别是对下一代电源效率和性能的需求。
审核编辑:刘清
-
什么是MOSFET栅极氧化层?如何测试SiC碳化硅MOSFET的栅氧可靠性?2025-01-04 2697
-
SIC碳化硅二极管2016-11-04 5641
-
碳化硅(SiC)肖特基二极管的特点2019-01-11 8402
-
碳化硅深层的特性2019-07-04 6148
-
600V碳化硅二极管SIC SBD选型2019-10-24 1511
-
碳化硅半导体器件有哪些?2020-06-28 4492
-
碳化硅基板——三代半导体的领军者2021-01-12 4474
-
碳化硅陶瓷线路板,半导体功率器件的好帮手2021-03-25 2210
-
什么是碳化硅(SiC)?它有哪些用途?2021-06-18 9452
-
传统的硅组件、碳化硅(Sic)和氮化镓(GaN)2021-09-23 6203
-
被称为第三代半导体材料的碳化硅有着哪些特点2023-02-20 3327
-
碳化硅SiC技术导入应用的最大痛点2023-02-27 1919
-
SiC-碳化硅-功率半导体的介绍讲解2021-04-26 2839
-
功率半导体碳化硅(SiC)技术2023-02-15 1068
-
国产SiC碳化硅功率半导体企业引领全球市场格局重构2025-06-07 1953
全部0条评论

快来发表一下你的评论吧 !
