

SMT快速换线效率的改善方案
电子说
描述
案例背景 随着科技的发展,产品更新换代日益加快。第九事业部服务客户多,产品型号复杂,经常更换线体。在停机换线的过程中,造成大量的时间浪费。为了提高生产效率及设备稼动率,工厂成立改善小组,从SMT快速换线着手。
快速换线优点:减少加工中的库存、缩短备货时间、改善了产品品质、减少浪费、提高产能以及设备稼动率,同时也保证了生产的灵活性。
换线时间构成
快速换线时间,指AOI上工单最后一片出板时间与下工单第一片板进板的间隔时间。
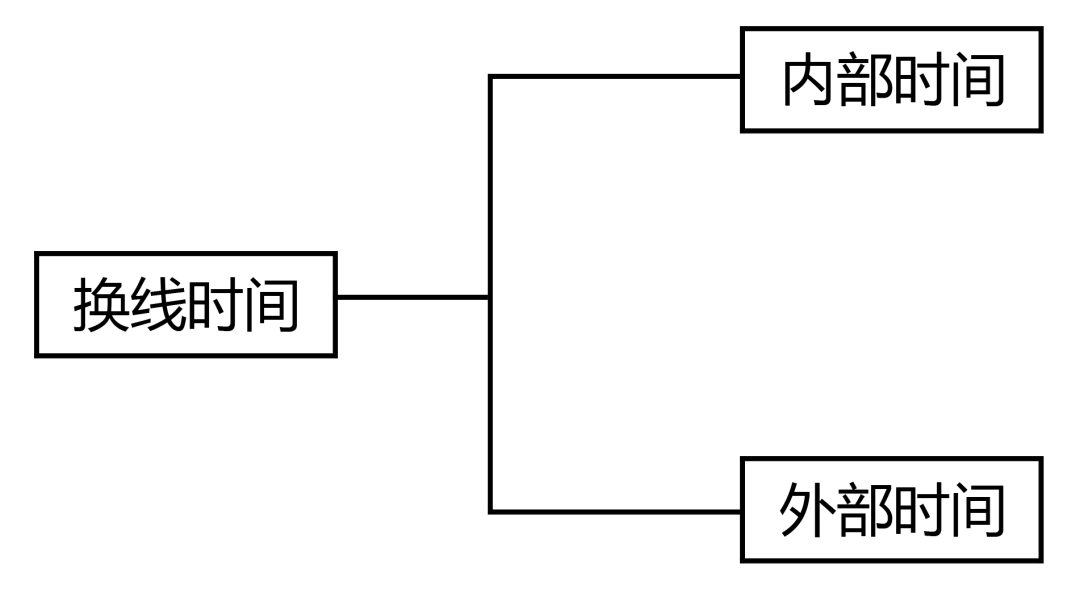
内部时间:必须停机才能进行的切换以及保证质量进行的调整、检查等占用的切换时间,如SMT机上物料、IPQC对料、工程调基、首件确认等。
外部时间:不必停机也能进行的切换作业时间,如寻找、更换钢网、备料、将物料装在飞达上锡膏回温、搅拌、SMT编程、回流焊温度测试等。
案例解析
1、 外部时间占用内部时间,如SMT停机后再来找钢网,搅拌锡膏; 2、 调试时间太长,如飞达未校验,重新调坐标时间的次数过多; 3、 操作动作未优化,找料时间过长,未进行平行作业。
改善方案
1、成立改善专案小组,明确内部时间和外部时间,建立标准作业规范,严格执行; 2、将内部作业转为外部作业; 3、物流备料,物流在产线换线前,提前把首套物料备齐给到快速换线小组; 4、线外备料,快速换线小组接到物料后,扫描站位、上料、核料、取值、绑定飞达等工序都可以在离线完成,上线后直接生产。
改善过程
离线上料 改善后:在换线区离线扫描,物料上线只需扫描一个对应Table车条码,减少换线扫描时间,提高生产效率。
改善前:作业员在换线时物料上好后使用PDA在线扫描,不仅效率低,而且时间长。
离线核料 改善后:物料在线外上齐后,作业员、品质人员等离线核对物料OK后,上线后直接生产。
改善前:作业员需要在线核完物料,才能生产首件,在线核料影响生产首件时间。
离线取值 改善后:操作员核对物料时一人离线取值,上线后节省产线生产时间,可直接操作。
改善前:离线取值都是在线操作,停机取值,使得内部时间长。
物料上机台 改善后:改善后:物料上到Table车,使用Table车一起拉到产线,直接用小车推到机台上。
改善前:物料上飞达后,操作员将物料全部放在飞达车推到机台。
改善成果 在改善小组成员的共同努力之下,通过一系列改善措施,最终换线效果十分明显。 1、换线时间由42分钟缩短至15分钟,节省了27分钟; 2、产线UPH提升25%; 3、单次换线节约382.5元,按每月平均换线30次计算,总共节约11475元。
结语
停线是最大的浪费,只有机器不停地运作才能创造价值。改善应该精准到每个细节,从作业员的动作分析进行合理的优化,从而达到快速换线的目的。 改善永无止境,我们一直在路上。
编辑:黄飞
-
如何提高SMT生产效率2025-01-10 2763
-
冲压如何实现快速换模——技术革新与应用实践2024-12-19 914
-
基于DMAIC的SMT TX插件撞伤不良改善2024-06-19 882
-
无刷电机提前换相是否可以改善电机噪声?2023-10-28 1210
-
smt贴片中锡珠的改善方法及对策分析?2023-02-11 1851
-
SMT贴片转线/换线注意事项2023-02-03 3934
-
储能系统解决方案改善能源的应用效率2022-12-08 2290
-
如何快速调整SMT贴片编程中的特殊元件角度?2022-09-06 59449
-
smt生产线介绍2021-07-23 3354
-
如何提高SMT贴片生产线的生产效率,有什么解决方法2020-03-11 9702
-
smt生产线流程介绍_smt生产线设备2019-04-25 23357
-
SMT制程品质改善報告2012-08-13 4619
-
SMT制程常见缺陷分析与改善2012-08-11 2238
-
SMT优化系统的设计与实现2010-04-24 2282
全部0条评论

快来发表一下你的评论吧 !
