

CRT-双工位全自动八轴激光焊接示教系统操作说明
描述
第一章·系统概述
CRT-DMC640ML-8Ax 八轴激光焊机系统是基于双四轴运动控制器 DMC640MD 的硬件平台,在公司八轴激光焊机系统成熟的技术和广泛的市场应用的基础上,根据市场需求,采纳了广大客户的宝贵意见,经深圳市科瑞特自动化全体同仁的共同努力,推出的一款高端运动控制系统。

1.1 系统组成
CRT-DMC640ML-8Ax 系统主要由双运动控制器(DMC640MD)和手持盒(LeaderST)三个部分组成。
双 DMC640MD 控制器为系统核心,可以储存 500 组不同产品加工数据;
LeaderST 手持盒,为手持控制端,通过标准 ModBus 协议与双 DMC640MD 控制器进行实时通讯;手持盒采用坐标信息采集和功能编辑同屏式设计,使编程更加清晰、方便;
1.2 电气规格
开关量输入:
输入电压:5~30V;高电压>4.5V;低电压<1.0V;
通道:20,全部光电隔离,隔离电压:2500V DC。
脉冲输出:
通道:双控制器各 4 脉冲+4 方向,全部光电隔离;
输出类型:24V 输出,内含 1.0K 限流电阻,直接接 5V 驱动器;
实际最高脉冲频率:200KHz/轴。
开关量输出
通道:12,全部光电隔离;
输出类型:NPN 集电极开路输出,最大峰值电流 3000mA,最大持续电流 500mA。
应用环境
电源要求:20~28V DC(50W);
功 耗:< 4W
工作温度:0~60 摄氏度;工作湿度:20%~95%;
储存温度:-20~80 摄氏度;储存湿度:0%~95%;
第二章·快速入门
2.1 示教基础知识
在工业控制领域,示教系统是一种通过示教编程存储运动动作,然后将存储的动作重现出来的一种非常流行的人机交互式的控制系统。一个完整的示教系统由机械结构部分,驱动部分,控制系统,示教盒等部分组成。一般而言示教系统,仿形系统,教导式系统的含义大致相同。
1. 能保存图形,掉电后数据不会丢失。
2. 操作简单,功能多样的示教编辑功能,能编辑加工复杂图形。
3. 系统有较高的加工生产效率。
4. 系统有足够的记忆空间满足多种产品和规格的生产需求。
根据以上要求,本系统的功能特点简单说明如下:能保存图形,掉电后不会丢失,操作简单,多种定位及高级功能,能方便高效的编辑图形。控制器和手持盒兼容性强,可独立工作,多达 500 个图形存储,能满足加工不同工件的要求。
对于本系统,示教的基本步骤如下:
1. 预先规划需要运动的轨迹(包括点焊、拖焊、圆弧焊、主机移动、工位激动、输出控制、输入检测跳转等动作)。
2. 根据第一步的设想编辑出加工的工艺程序,注意,此时的参数都是待定的。
3. 通过手持盒系统中的示教编辑功能,通过手动移动或坐标输入将参考点移动到目标位置,记录这些点的位置信息以及相关参数。一系列的点组合起来即为所规划的加工轨迹。
4. 设置加工相关的运行参数(各轴速度、系数等)。
5. 运行指定编号的图形。即可将编辑的图形通过控制系统重现,达到一次示教即可进行多次自动加工的目的。
2.2 示教编辑入门
2.2.1 移动例程
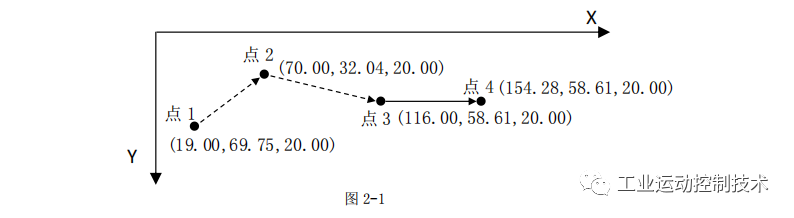
例程要求(左工位):如图 2-1 所示:(1)移动到“点 1”,点焊时间 1s,激光功率 60%;(2)移动至“点 2”,点焊时间 2s,激光功率 80%;(3)移动至“点 3”,激光功率 90%,从“点 3”拖焊至“点 4”。
操作步骤如下:
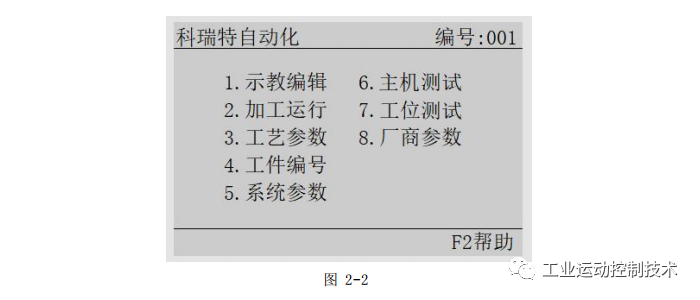
1. 开机:上电开机后画面如图 2-2 所示;
2. 输入工件编号:在“开机界面”下选择“4.工件编号”,再按“确认”键,弹出“请输入工件编号”窗口,以本例 1 号加工文件为例,在窗口输入“1”后,按“确认”键确认。
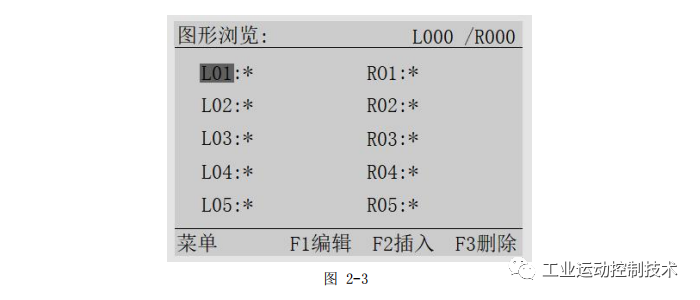
3. 进入示教编辑:在“开机界面”下按“1”,再按“确认”键进入“图形浏览”界面,如图 2-3 所示。
4. 设计工艺流程:根据例程要求设定工艺流程为(1)移动到点 1;(2)点焊时间为 1s、激光功率为 60%;(3)移动至点 2;(4)点焊时间为 2s,激光功率为 80%;(5)移动至点 3;(6)由点 3 开始拖焊至点 4,同时进行激光焊接动作;(7)结束。
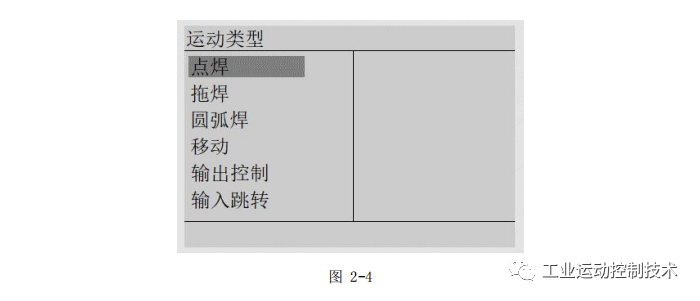
5. 编辑工艺程序 1:光标选中序号“L01”,按“F1”键,弹出二级窗口“运动类型”,运动类型窗口如图 2-4 所示,移动光标选中“点焊”,按“确认”键进入“点焊编辑界面”,点焊功能编辑如图 2-5 所示,设置完点焊参数后,按“L-In”键保存对序号“L01”选定功能“点焊”的编辑。第一个图元编辑完毕,如图 2-6 所示。

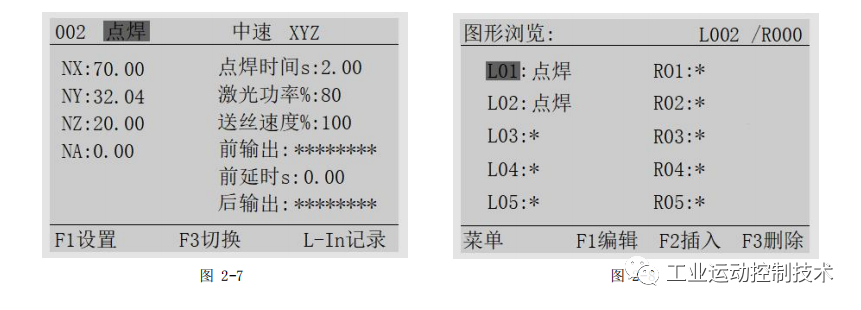
6. 编辑工艺程序 2:移动光标选中序号“L02”,弹出二级窗口“运动类型”,移动光标选中“点焊”,按“确认”键进入“点焊编辑界面”,点焊功能编辑如图 2-7 所示,设置完点焊参数后,按“L-In”键保存对序号“L02”选定功能“点焊”的编辑。第二个图元编辑完毕,如图 2-8 所示。
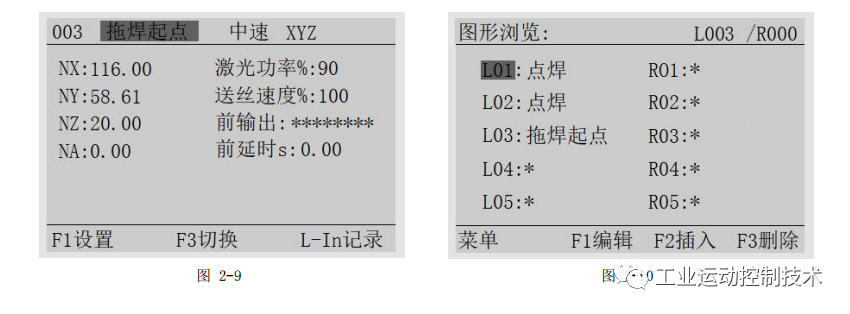
7. 编辑工艺程序 3:移动光标选中序号“L03”,弹出二级窗口“运动类型”,移动光标选中“拖焊起点”,按“确认”键进入“拖焊起点编辑界面”,拖焊起点功能编辑如图 2-9 所示,设置完点焊参数后,按“L-In”键保存对序号“L03”选定功能“拖焊起点”的编辑。第三个图元编辑完毕,如图 2-10 所示。
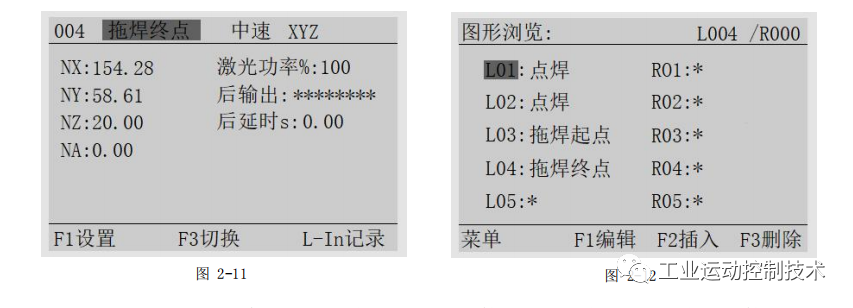
8. 编辑工艺程序 4:移动光标选中序号“L04”,弹出二级窗口“运动类型”,移动光标选中“拖焊终点”,按“确认”键进入“拖焊终点编辑界面”,拖焊终点功能编辑如图 2-11 所示,设置完点焊参数后,按“L-In”键保存对序号“L04”选定功能“拖焊终点”的编辑。第四个图元编辑完毕,如图 2-12 所示。
9. 运行验证:返回到“开机界面”,点击“RUN(外接按键)”,点击“左工位(外接按键)”(注意:运行前先要确保“各轴系数”和“运行速度”已经设置,且在合理的范围内),可以看到系统依次加工所编辑的四个点。
-
焊接抛光示教系统方便吗?2022-05-11 13323
-
双工位光纤激光焊接机的特性2022-08-29 2119
-
#DMC660MH面板灯铝框激光焊接示教系统#:六轴双工位2022-06-18 1369
-
科瑞特(CRT)3~6轴抛光运动控制示教系统2022-11-10 1658
-
CRT4-8轴全自动激光焊接示教系统2023-07-03 1374
-
CRT:4-8轴全自动激光焊接示教系统2023-07-04 1809
-
焊接机器人示教操作流程2023-08-02 2666
-
CRT-DMC660ML全自动六轴双工位激光焊接示教系统2023-07-31 1589
-
双工位光纤激光焊接机的应用优势2023-08-14 1610
-
双工位激光焊接机的应用特点2023-08-29 1494
-
CRT六轴双工位激光焊接系统示教编程入门2023-10-17 4288
-
CRT-通用3-6轴MF系列多功能运动控制系统示教编辑案例2023-10-21 2132
-
激光焊接手持盒示教系统和激光焊接电脑操作系统,哪个更好用?2024-03-22 1494
-
CRT激光焊接示教系统功能详解及应用场景与效益分析2024-12-12 1461
-
创想智控焊缝激光跟踪系统在管板免示教焊接的应用2025-06-10 778
全部0条评论

快来发表一下你的评论吧 !
