

浅谈焊机群控方案
电子说
描述
一、 概述及组成
1. 系统概述
焊接群控系统应用于焊接过程参数监测和记录,实现焊接过程焊接电流和电压的实时采集、显示、超限报警和网络通信等功能,并对数据进行记录和历史追溯。通过焊接过程数字化监控达到规范焊接作业流程的目的,保证焊接工艺的完整性和可追溯性。德州迪格特电子科技有限公司焊接群控系统适用于交/直流各类焊机的焊接电流和电压的采集和监测。
2. 系统组成
焊接群控系统由焊接群控系统软件系统、服务器、焊接参数采集仪及无线网络组成(或者有限网络)。
考虑到有线网络需采用工控机领取任务,每次更换焊缝都需要跑一趟工控机,甚至焊工可能会在操作台上进行焊缝工作,无法反复到工控机领取任务提交任务,甚至有可能出现集中排队做任务的现象。在工厂的生产环境下,有线网络也很容易遭到损坏,对系统稳定性遭成致命打击。故此方案采用无线网络方案,并由焊工通过APP进行任务领取及执行等操作,在车间内随时随地,可以进行任务操作,方便快捷人性化。
采用无线网络有两种形式:
一种是采用车间架设无线网络的方式。采集仪通过wifi上载数据。这种方式需要wifi网络与服务器之间要能够构成局域网。
一种是采用4G物联网卡,这种方式会产生流量费,需要由用户方负责。初步预计每月流量小于3G,如果每天工作8小时,预计流量每月小于1G。4G模式需要有公网IP的服务器。因为采集仪通过4G只能发送数据到公网IP。
用户也可以自行架设有限网络,网线需要接入到每台焊机,并且要与群控服务器形成局域网。
用户需要在正式订货之前确定采用哪种网络模式。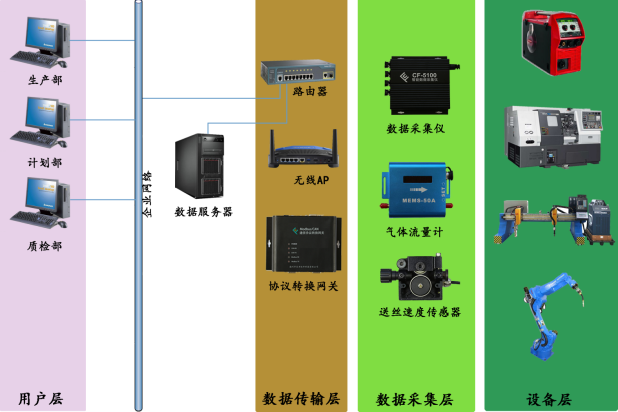
图1 德州迪格特群控系统数据关系图
其中软件部分分为三个部分:群控服务器软件、焊工APP软件、大屏显示软件。
群控服务器软件的作用:
1、实时监测焊接数据。
2、上传下达任务信息。
3、对设备、人员等基础信息进行管理。
4、接收终端采集到的实时数据。
5、并进行计算分析存储。
6、对焊接数据进行历史追溯。
焊工APP软件的作用:
1、实时查看各个焊机的实时状态。
2、实时曲线等数据。
大屏显示软件:
1、显示实时焊机状态,监控车间总体运行状况
2、显示焊工工作时长,任务完成情况。

图2 德州迪格特焊接群控系统网络监控终端拓扑结构图
二、 主要技术指标
1、焊接群控系统
迪格特焊接群控系统,软件方面主要由焊接群控系统服务器平台软件、APP软件、大屏幕软件组成。依托的基础设备包括服务器、客户端电脑、打印机、UPS电源、交换机、传输光纤、传输线缆、网络设备、信息接口等。
1.1平台软件功能及技术指标
| 序号 | 模块名称 | 功能描述 |
|---|---|---|
| 1 | 焊接数据采集 | 对焊接数据采集仪采集到的各类焊接数据进行接收,此处指焊接电流和焊接电压。通过4G网络、WIFI或有线网络网通网关,将其工程现场的数据传送到系统进行处理、分析和保存等,并能以报表或曲线形式生成。 |
| 2 | 实时数据监控 | 以图标的方式指示实时焊接状态,电压、电流等实时数据。 |
| 3 | 实时数据列表 | 以列表方式展示实时运行的数据 |
| 4 | 实时报警列表 | 展示焊接正在超规范的焊机的实时数据 |
| 5 | 实时数据统计 | 以图表及列表等方式,显示当天焊接的总体统计如焊机利用率、开机时长、开机台数、工作效率等 |
| 6 | 实时曲线展示 | 针对某台焊机,查看这台焊机正在焊接的实时曲线:电压曲线、电流曲线。 |
| 7 | 焊机历史曲线 | 按照焊机查询任何时间段的历史曲线数据,并可以导出历史数据点 |
| 8 | 人员历史曲线 | 按照人员查询任何时间段的历史曲线数据,并可以导出历史数据点 |
| 9 | 焊接工艺管理 | 对焊接电压、电流、送丝速度、焊接温度等数据的上下限制定规则,建立焊接工艺 |
| 10 | 焊接工艺下发 | 针对不同的焊机可以下发不同的工艺,焊机超过关联的工艺参数,系统给出告警。 |
1.2 APP软件功能及技术指标
| 序号 | 模块名称 | 功能描述 |
|---|---|---|
| 1 | 车间焊接总体状况 | 显示车间焊机的总体工作情况:开机台数、待机台数、焊接台数、告警台数、离线台数。 |
| 2 | 焊机实时状态监控 | 与电脑端类似,可以查看所有焊机实时运行状态,实时电压、电流。 |
| 3 | 焊接实时曲线功能 | 与电脑端类似,可以监控某台焊机焊接时的实时曲线,及实时数据显示。 |
| 4 | 我的信息 | 焊工对个人信息进行查看并可以进行密码修改操作。 |
1.3大屏幕软件功能及技术指标如下
| 序号 | 模块名称 | 功能描述 |
|---|---|---|
| 1 | 设备实时状态 | 车间内当前正在焊接的设备、待机设备、告警设备的比例情况。彩屏软件会以图形的方式展示。 |
| 2 | 设备利用率 | 按车间(或工区)显示当天开机台数与设备总台数的比率情况。彩屏软件采用图表方式展示。 |
| 3 | 耗材消耗 | 按车间(或工区)估算当天气体消耗和焊丝消耗情况。彩屏软件采用图表方式展示。 |
| 5 | 今日工作时长 | 焊工今日实际焊接的时长列表。 |
| 6 | 本月工作时长 | 焊工在本月每日焊接时长的累加之和进行列表显示。 |
| 7 | 设备焊工对应 | 显示当前某台焊机是某焊工在操作。 |
1.4 系统接口
1)内部接口
采集仪数据接入接口:用于远程实时监控终端设备的运行状态和数据信息;
APP程序接口:用于APP和服务器程序的数据交互接口。
大屏软件接口:用于为大屏显示软件提供数据访问接口。
2)外部接口
外部接口指焊接监测与质量追溯系统与外部系统(MES和ERP等)之间的数据接口
| 序号 | 接口名称 | 功能描述 |
|---|---|---|
| 1 | 工艺下发接口 | 焊接工艺数据及工艺文件需要由外部系统提供接口下发到焊接监测与质量追溯系统。下发任务时需要工艺和焊缝的关联关系也一同下发。 |
| 2 | 实时状态接口 | 焊接监测与质量追溯系统对外部提供实时状态接口,供外部系统实时查看系统下所有焊接设备的工作状态。 |
| 3 | 质量追溯接口 | 焊接监测与质量追溯系统对外部提供质量追溯接口,质量追溯接口通过焊缝编号或者工件编号追溯到焊接时的实时数据。 |
| 4 | 统计分析接口 | 焊接监测与质量追溯系统经过计算产生的焊工工作时长数据、焊丝消耗数据、气体消耗数据,通过接口提供给外部系统。 |
| 5 | 其他基础数据接口 | 需要外部系统提供其他基础数据的接口如焊工信息等可能会用到的接口。 |
1.5本项目几大技术要点实现
1)数据采集:针对于本次需求,本项目数据采集可以通过与焊机进行数字通信来实现读取焊接电流、电压、送丝速度。
2)焊机电流电压控制:通过系统软件输入电压电流上限,采集设备一旦判断发现电压电流超出上限,采取两种动作:一是对焊机进行停弧,二是给外部报警器输出报警信号,通过声光进行报警。
3)焊接数据历史记录:本系统每秒钟记录一个点在服务器端,可以查询任意时间段的数据对焊接数据历史曲线进行查询。
4)焊丝用量气体用量统计:根据记录的历史数据,系统自动统计每天的焊丝用量及气体用量。焊接时的气体流量参数可以通过平台进行设置。
5)罐体数量统计:可以在现场加装计数器或者通过焊接时间粗略估算等方法来实现,服务器端BS程序,可以实时查看生产数量情况。
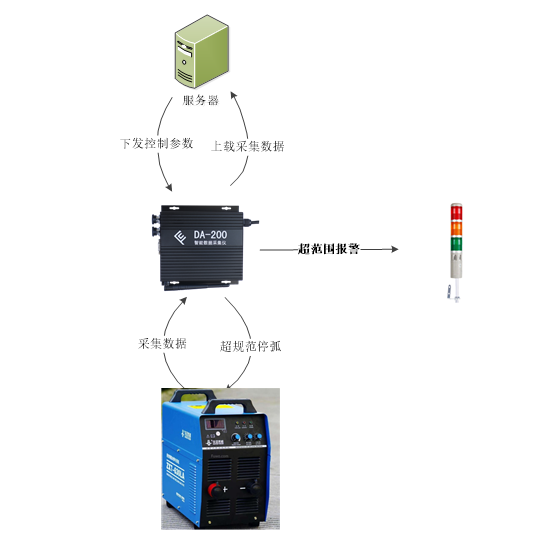
德州迪格特焊机控制及报警过程
2、焊接参数监控终端

德州迪格特DA-200智能数据采集仪
审核编辑 黄宇
-
手工焊数字直流逆变焊机完整解决方案201208PC_IWB2018-12-03 2279
-
怎么筛选手机群控,手机群控和手机云控有啥区别2017-05-24 3644
-
电机群变频调速的同步控制2017-02-07 1020
-
求CA 3140和SG3525 方案的电焊机 电路图,谢谢!2016-08-02 14353
-
投资永动机群2012-01-15 3906
-
我于2012年1月12日星期四创建了民主的永动机群2012-01-12 2341
-
基于Agent技术的机群智能构造器的设计2011-09-26 1364
-
机群系统中对硬件监控方法的研究2011-06-29 724
-
浅谈数字化焊机2010-08-20 2233
-
汽车焊接车间设备故障自动诊断及焊机群控系统2010-01-16 694
-
基于龙芯2E多处理器平台的虚拟机群系统2009-04-23 975
-
基于异构机群的高速网络入侵检测系统2009-04-11 540
全部0条评论

快来发表一下你的评论吧 !
