

贴片机验收方法及注意事项
PCB设计
描述
1.按照标准进行
按照IPC9850标准进行验收。这种方法是一般贴片机厂商采用的做法,对于用户有—定难度,主要是测试手段有限,测试仪器比较贵,也比较难于实现,如果需要,可以要求厂商带仪器来测量。
2.按照测试样板进行验收
按照测试板进行验收是行业内也较通用的做法。与IPC9850测试标准不同的是,标准测试主要包括贴片、重复以及机器速度;而对于贴片机的其他指标,如丢料率、元件的范围,以及振动等没有涉及,而且标准测试是一块玻璃板上一种元件,对于覆盖元件多的贴片设备,只好一种一种的进行测试。
测试板验收是将所有元件在一块印制板上贴装,印制板不是玻璃,而是实际设计、制造出来的DEMO验收板,它可以兼容所有类型的元件,元件角度可以变化,甚至组成各种图形,验收时进行实际的贴装,然后用其他AOI或本机的印制板CCD进行检查,必要时还可以进行焊接和检查缺陷率。测试板验收基本包括以下几个方面。
(1)验收板
这种验收方法的关键是测试样板,它的和复杂程度决定验收的效果。测试样板的来源有贴片机厂商提供的,也有客户自己提供的,但大多数是厂商提供的。所以测试样板各式各样,不同贴片机厂商测试板会有差异,特别是印制板制作要求也要严格。
测试板上的图形包括合同上规定的、机器所涵盖的所有元件,如片式元件达01005,集成电路IC 0.4和CSP0.3 mm间距元件等在测试板上有相应的元件焊盘,各种元件分布在板的各个部分,如在板的四角和中心布置一定数量的片式元件,穿插CSP,QFP和BGA元件。
测试板尺寸设计越大越好,为设备的尺寸,比如300 mm×250 mm;板厚1.6 mm;测试板制作要比一般印制板制造要求高,特别是焊盘尺寸和间距的要求高,一般要求焊盘尺寸在±0.01,焊盘尺寸图形与引脚1∶1,避免由于印制板制造带来的误差而影响测量结果。印制板的数量越多越好,以便于进行数据统计,测试结果越可信。数量按照片式元件考虑;如片式元件的贴装数不低于10 000的数量,板上设计1 000个片式元件,必须贴装10块板才能具有统计效果。关于测试板的图样可以参考图1。
(2)验收元件
验收元件可以是真实元件,一般片式元件和QFP元件等均采用实际元件;也可以用模拟元件,如集成电路QFP,BGA和CSP等。提供验收的元件必须符合相关技术规范,这样消除由于元件带来的误差造成测试结果误差。
(3)测试步骤
步,进行正式贴装前的准备。将印制板编号,并粘贴黏度合适的双面胶;同时进行元件上料,机器编程和调试。第二步,进行正式的贴装并记录。将测试板依次进行测装。贴装时记录各种所需的数据,比如,计时器记录传送时间、贴装时间及机器贴装中抛料率。第三步,将贴装后的印制板进行数据收集和处理。用AOI、读数显微镜和机器本身的CCD对贴装结果进行测量和数据收集。
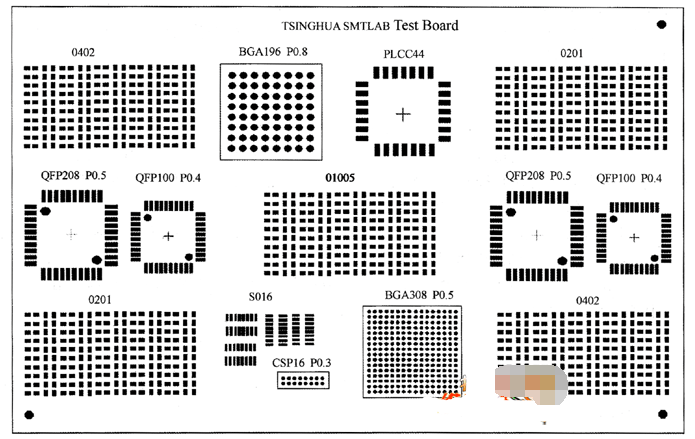
图1 测试样板
(4)数据处理
将测试的数据进行数据统计和处理。按照计算方法,计算贴片速度、贴片、重复和旋转等;同时通过测试还可以得出CCD的识别能力、抛料率和印制板在边缘与中间的差异等。
(5)判断设备合格否
将得到的实际数据与给出数据进行比较,找出差异,并判断设备的各项指标是否符合合同规定的要求。
3.按照实际产品验收
通过实际的产品在SMT生产线上进行试生产,根据实际生产的结果来评估贴片机的优劣。这种方法适合大规模生产,而且产品一般是相对稳定的。选择的实际产品应该具有一定的代表性,包括元件范围广泛,如片式电容和电阻越小越好,达到0201;IC元件的引脚间距达到0.4 mm,IC尺寸越大越好,引脚数越多越好;BGA元件一定要求贴装验收,间距0.5 mmCSP己经广泛应用。验收生产有一定的批量,这样才能有一定的统计学数据,如速度和的判断和比较才能有说服力。实际产品贴装的判断比较粗略,主要是视觉目检判断,一般可以参照IPC-610-D的三级标准中位移进行。如QFP元件引脚侧面偏移不超过焊盘的25%为合格,但趾部不允许偏移;片式阻容元件也一样,侧面偏移不超过焊盘的25%为合格,趾部不允许偏移。BGA元件偏移焊盘50%为不合格。经过一定批次的生产和检测,所有贴装不合格率不应超过1%……由于实际生产还需要焊接完成,制造完成后的产品是一个成品,可以统计不良焊点率和直通率。对SMT生产线进行全面评估。
这种方法简单,在早期SMT生产线验收中大量采用,但它往往是一个初略的,不能定量地描述贴片机的各项指标。有时也发现不了机器的问题,甚至设各达不到规定的各项指标,你也没有办法检查出来。另外,验收板的复杂程度也会影响验收结果。所以,建议有条件的厂商采用、二套方案验收。
4.性能验收注意事项
①实际测量数据不超过供应商提供数据的25%,比如贴片速度不低于理论速度的75%。
②贴片机的测量从实际出发,Z轴比X和Y轴的要高,特别是细小元件的贴装,对Z轴的控制是控制缺陷率的一种手段。因此,用小元件如01005验收贴装,不仅是的检验,而且是贴片机Z轴控制的一项检验。
③不光的检验,进行印制板的实际焊接。测试板和实际产品的验收都可以进行实际焊接,这样更为全面的检查整线设备的完整性。
④女口果在贴装细小元件0402,0201和01005时,采用玻璃的PCB,可以不用双面胶作黏接剂,而改用润滑油脂,更接近实际效果。
⑤测试前可以参照IPC9850标准执行,并进行实验指导书的编写。
⑥提供的元件及相关辅料(如双面胶、油脂和玻璃板等)应符合有关技术规格。
⑦贴出的板应100%满足SMT检验规范及设备要求,即在连续5 000点的贴装中,无漏贴现象、无贴装位置完全偏离焊盘现象及无翘立与竖贴现象。
⑧设备记录的生产情报应满足:吸着率≥99.95%,装着率≥99.90%。
5.验收单
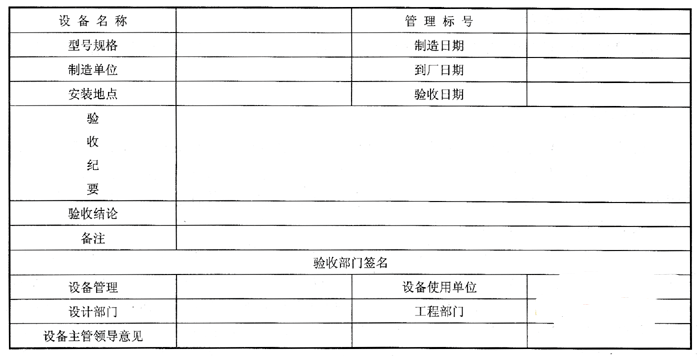
对所购买的设备进行全方位的测试和验收评估后,合格与否填写设备安装验收表(见表1),双方签字。
表1 设备安装验收表
-
贴片机测试板验收2018-09-07 1858
-
贴片机为什么要做保养及注意事项2020-04-24 2965
-
SMT贴片机上料的口诀及注意事项2020-12-04 3612
-
smt贴片机操作方法2019-04-16 8791
-
smt贴片机操作方法及注意事项2019-05-29 7537
-
贴片电阻怎么焊接_贴片焊接的注意事项2019-05-31 27585
-
SMT贴片机中有哪些配件,注意事项有哪些2020-03-11 5145
-
在SMT贴片机生产线上的一些注意事项说明2020-03-12 5960
-
使用贴片机时有哪些操作事项需要注意2020-03-16 8853
-
贴片机离线编程顺序和有哪些注意事项2020-03-17 5986
-
SMT贴片机操作流程 SMT贴片机的安全使用规则和注意事项2020-03-23 9313
-
关于SMT贴片机在操作过程中的注意事项2020-07-07 5139
-
西门子贴片机操作时的相关注意事项都有哪些2020-12-01 2249
-
SMT贴片机上板时需要注意的事项有哪些2021-02-04 2162
-
贴片机使用时的安全注意事项2023-08-18 2969
全部0条评论

快来发表一下你的评论吧 !
