

贴片机贴装速度
PCB设计
描述
贴装速度是指贴片机在单位时间贴装元件的能力,一般都用每小时贴装元件数或每个元件贴装周期来表示,如60 000点/ h或0.06 s /元件。通常,在贴片机的参数中,贴装速度只是理论速度,只是根据吸嘴的取料时间,从取料位置到贴装位置短的移动距离和贴装距离等理想状态计算出来的理论速度;而且只是元件贴装的理论时间,并不包括传送时间和准备时间等辅助时间,如图1所示。
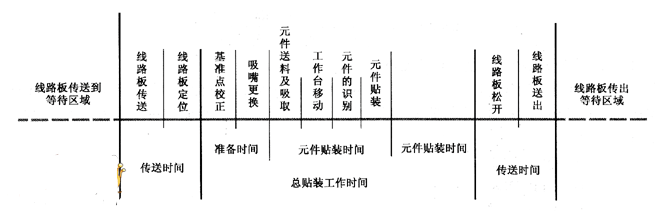
图1 贴装时间
在实际贴片生产中,需要考虑的时间如下所述。
①线路板传送和定位时间:贴装完成的线路板从工作台面传到下段机器或等待位置以及等待中的线路板从上段机器或等待位置传到机器工作台面。通常传送的实践需要2.5~5 s,有些特殊装置可以达到1.4 s。
②线路板基准点校正时间:由于线路板的传送、线路板的翘曲和贴装的要求等,用线路板上的基准点定位是的方式。一般来说,一个基准点只能校正线路板X、y方向的偏差;两个基准点可以校正线路板X、y方向的偏差和角度的偏差;3个基准点可以校正线路板X、y方向的偏差和角度的偏差,以及双面板在一面已经贴完回流之后引起的翘曲变形。
③吸嘴更换时间:由于在印制电路板上有各种不同的元件,需要不同的吸嘴,贴装头上的吸嘴往往不能吸取所有类型的元件,所以,一般平台式的机器设计有吸嘴自动更换的功能。
④元件送料及吸取时间:一般元件在吸取前就应该送料到位,但在同一料站上连续吸取时,如果下一颗物料送料的时间长于更换另一个吸料轴来吸料的时间,贴装头就需要等待元件送料的时间。元件吸取的时间包括吸嘴移动到元件上空、吸嘴在Z轴的带动下到元件吸取位置接触到吸嘴、吸嘴的真空打开,以及吸嘴带着元件在Z轴的带动下回到移动高度。
⑥工作台移动时间:对于转塔式机器,是指X、Y工作台带动印制电路板从上一位置移动到现在将要贴装的位置的时间;对于平台式的机器,是指悬臂的X、Y驱动轴带动贴装头从上一位置移动到现在将要贴装的位置的时间。
⑥元件的识别时间:是指当元件通过元件识别照相机时,照相机摄取元件图像的时间。对于转塔式机器,由于转塔转动有一定的频率,而单个元件照相的时间小于元件取料和贴装的时间,所以对于转台式的机器元件的识别时间基本可以忽略不计。
⑦元件贴装时间:吸嘴带着元件到达贴装焊盘上方,吸嘴通过Z轴的带动下降到贴片高度并与焊盘上的锡膏相接触,吸嘴的真空关闭并离开贴片高度,吸嘴的吹气打开以保证元件不随着吸嘴的离开而带起来,吸嘴回到原始高度。
总之,贴片机的实际贴装速度远低于其所标示的理论速度。根据线路板上贴片元件的数量不同、分布不同、种类不同、种类的多少不同以及贴片机特征和形式的不同,通常贴片机的实际贴装速度只有理论速度的50%~75%。
-
中速贴片机和高速贴片机的区分方法是什么2021-01-16 3741
-
如何定义描述贴片机的贴装速度2020-12-28 1973
-
环球贴片机是哪个国家的,它的型号都有哪些2020-12-15 5789
-
影响贴片机工作效率的因素都有哪些2020-07-14 1644
-
贴片机离线编程顺序和有哪些注意事项2020-03-17 6034
-
使用LED贴片机进行贴装的步骤是怎样的2020-03-14 9647
-
可根据哪几个参数测算贴片机的贴装速度2019-11-07 4586
-
贴片机转塔式结构优点和缺点2018-11-23 3697
-
贴片机按速度分类2018-11-22 3745
-
贴片机的旋转头复合式结构基本结构2018-09-06 2877
-
贴片机的贴装速度2018-09-05 1892
-
贴片机的组成和工作流程2018-09-04 2934
全部0条评论

快来发表一下你的评论吧 !
