

贴片机在现场的检验
PCB设计
描述
贴片机在生产线的现场安装后,也可以在现场对机器的和能力进行检验。由于条件所限,在现场一般没有坐标测量设备,不能采用与贴片机出厂前相同的检验方法。在现场对机器和能力的检验,一般有下面两种方法。
1)采用机器的下视相机进行检验
一般贴片机都具有采用机器的下视相机进行贴装检验的功能,方法与出厂前的检验方法大致相同。
测试时所使用的玻璃基板和标准玻璃原件或者标准元件,以及贴装的方法和元件的分布都和出厂前的检验时相同。在标准元件贴装完毕后,不要将玻璃基板传出机器,运行机器所附带的检测程序,机器的下视相机将会就玻璃基板的基准点和标准元件迸行自动检测。在检测完毕后,机器的软件也可以自动计算出此贴片机的和能力。
这种方法相对简单,较容易操作,不受条件限制。但是,由于在标准元件的贴装和检测都用的是同一台机器,机器本身所存在的误差不能排除,所以,所得出的贴片机和能力的值不是十分准确。
2)采用显微镜进行检测
为了在生产线现场利用较简陋的条件进行较的检验,也可以采用显微镜目测的方法来进行检验。
测试采用在贴装位置上有刻度的玻璃基板,如图1所示。该玻璃基板上有28个带有刻度的贴装位置,适合对7个以下贴装轴的贴装头进行和能力的检验。在每个贴装位置有两圈刻度,并在4个方向标识着-15,-10,5,0.5,10和15等数据,在贴装位置的4个角各有一个基准点,如图2所示。
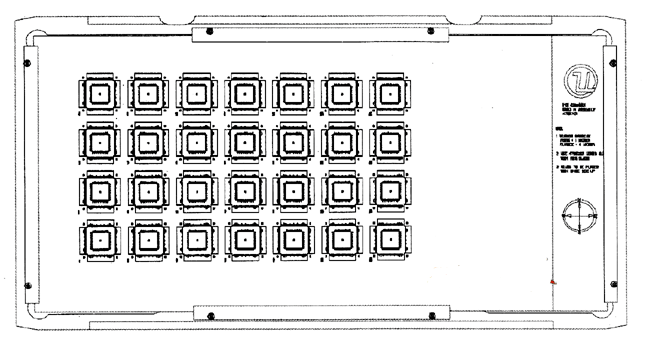
图1 有刻度的玻璃基板
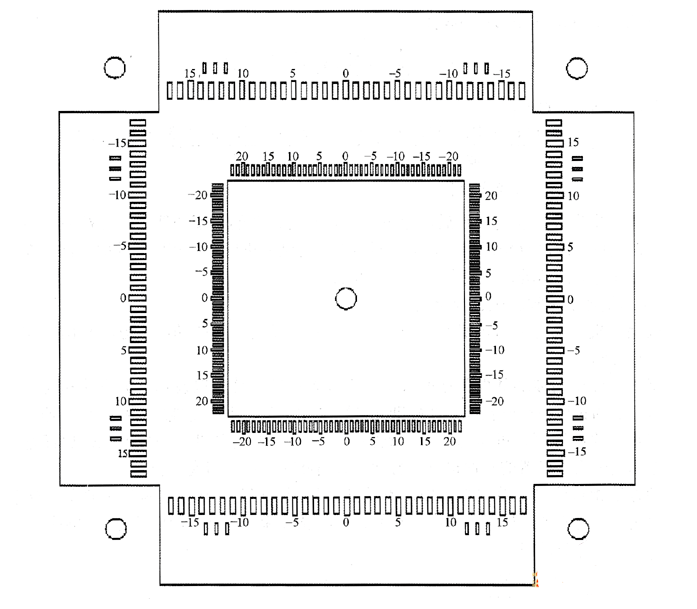
图2 贴装位置的刻度
贴装的玻璃标准元件采用相当于QFP88的玻璃标准元件,玻璃标准元件的内圈和外圈的刻度可以作为读数的依据,如图3所示。
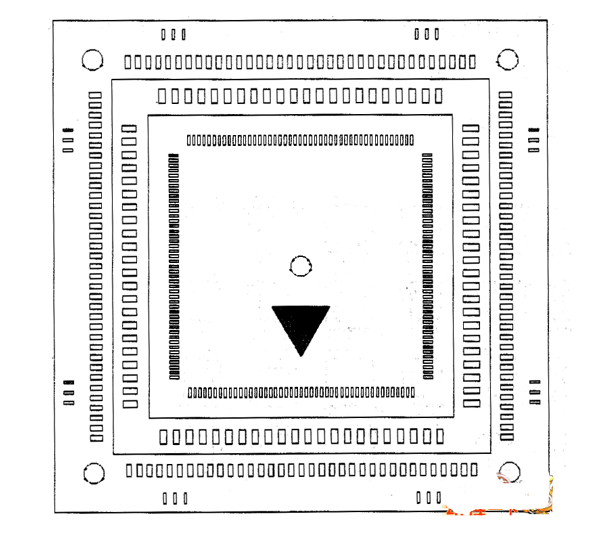
图3 QFP88玻璃标准元件
玻璃基板将会预先贴上双面胶带,然后根据贴片头上贴装轴的数量,每个贴装轴在4个方向上各贴装一个元件。如果贴装头有7只贴装轴,那么总共贴装28个玻璃标准元件。
当贴装完毕后,将贴好玻璃标准元件的玻璃基板放在显微镜下,可以看到每一个玻璃标准元件在4个方向上[东(East)、南(South)、西(West)、北(North)的偏差。例如,在图4中,玻璃标准元件的刻度和玻璃基板上贴装位置刻度重合所读到的偏差为-2 μm。
将所读到各个玻璃标准元件4个方向上的偏差输入到自动计算的软件中去,软件将会计算出每个元件的偏差。
当用外圈的刻度读数时,C=4μm;当用内圈的刻度读数时,C=1μm。
当所有的玻璃标准元件的偏差记录完后,拔掉贴好的玻璃标准元件,再重新贴装一遍。将新贴装玻璃标准元件的玻璃基板再在显微镜下读出个玻璃标准元件的偏差,并记录到自动计算的软件之中。软件将会自动计算出机器贴装的平均偏差(Mean)、标准偏差σ(Standard Deviation)和过程能力指数Cpk。计算的方法与机器出厂前用CMM检测时相同。
-
贴片机的机械部分2023-09-04 1251
-
如何选购贴片机2023-08-18 2435
-
高速贴片机与中速贴片机的优缺点比较:选对设备,事半功倍2023-05-09 4244
-
中速贴片机和高速贴片机的区分方法是什么2021-01-16 3703
-
进口贴片机与国产贴片机之间的区别是什么2020-11-10 4209
-
smt贴片机的贴片精度如何衡量2020-07-08 1656
-
如何衡量贴片机的精度2020-05-11 3795
-
高速贴片机和中速贴片机有着哪些不同之处2020-03-17 5249
-
贴片机的作用2018-12-13 16976
-
多功能贴片机2018-11-23 3370
-
贴片机操作和编程不是贴装设备应用2018-09-06 1272
-
贴片机在现场对机器精度和能力的检验的两种方法2018-09-05 1636
全部0条评论

快来发表一下你的评论吧 !
