

造车成本再降一半?详解特斯拉一体压铸技术史诗级突破
描述
特斯拉将整个车身底部结构用一体式压铸法生成,如果成功,成本降低,效率提高。这无疑将影响整个产业的价格体系,当然目前这一技术尚有技术难点待解。智驾网对话业内专家详解这一技术的可操作性与需要突破的技术难题。但可以确定的是,它进入现实的时间并不遥远。
汽车产业在过去十年间经历了多项颠覆式创新。
如今,在制造工艺上,特斯拉被曝实现了新突破,车身底部可实现一体式压铸,开发一款新车的时间缩短至18-24个月,同时造车成本也将再一次实现骨折式下降。
这无疑将引发电动汽车市场新一轮价格战。 根据日前路透社的报道,特斯拉在一体式压铸技术上迎来新的突破,可实现对整个复杂车身底部实现一体式压铸。
特斯拉是最早将一体式压铸技术用于车身件的主机厂,并已带动多家车企跟进。 当前,车底结构从原来的数百个零部件焊接拼合进化到由前后结构件加上中间部分的三段式结构已经逐渐成为新能源车企的主流。
而特斯拉的目标,则是把这三段式结构进一步整合为一体化结构。
在电动车的技术创新上,特斯拉一直是全球市场的引领者。不过,这一次被曝光的的技术,还带有相当程度的不确定性。
据路透社报道,目前特斯拉尚未决定是否要在下一代车型上使用这项新技术。从报道内容来看,主要原因在于虽然整体技术实现突破,但真正要投入量产应用还有多个问题未能解决。
不过,据称特斯拉本月就将决定是否要在下一代车型,即马斯克说了多年的25000美元基础款车型Model 2上使用这项技术。
据海外博主推测,如果在Model 2上使用这项技术,应该会在2025年或2026年在德州超级工厂实现量产,墨西哥超级工厂建成后将在墨西哥生产。
这也将是Model 2能以25000美元的价格销售并实现相当利润率的保障,其带来的效率提升也将使得马斯克宏图计划第三篇章8500万量电动车队成为可能。
在今年三月的投资者日活动上,马斯克曾介绍了特斯拉对未来生产工艺的畅想,即Unbox。
这一工艺将车辆零部件分成6大模块,每个模块单独生产,再将其组装成整车。通过冲压工序组装整个车身,车辆会像空心的箱子一样,但特斯拉不会把车辆做成箱子,而是将箱子展开进行组装,因此称为Unbox流程。
特斯拉表示,通过Unbox流程生产车辆,制造人员将减少40%,制造所需的空间和时间将减少30%。 而路透社的报道认为,这项新技术被视为是Unbox的关键。
据消息人士称,特斯拉的这项技术将使其能在18-24个月内从头开始完成一款汽车的开发。而大部分竞争对手可能需要三到四年的时间。 此外,该技术的突破也将大大降低生产成本,不过是否如国内其些自媒体解读的那般可将造车成本再降一半,工厂空间减少40%则目前并没有可信的数据支撑。
但这仍然称得上是汽车工业史上一项颠覆性创新。
01.
用3D打印和砂模解决模具成本和效率问题
不过要将整个车身底部用一体压铸技术来实现,目前来看,还需要解决两大问题。
一是如何低成本地设计并测试这个巨大且复杂部件的模具,并最终将其投入大规模生产,其中也包括是否已经有相应的压铸机。
二是在将整个底部结构整合为一个部件,并采用压铸技术进行生产后,需要解决空心副车架的铸造难题。
首先,汽车制造商一直回避铸造大型的结构件,因为用压铸方式来生产1.5平方米及以上的零件,虽然能提高效率,但成本高昂,且风险较高。
智驾网咨询了一位从事铸造行业多年的工程师,他表示,因为一体压铸需要大型的模具,一旦开模之后,后期的设计调整就有很大的风险,也就是说,除非模具能够一次满足设计需求,不然调整变更甚至报废都是一笔很大的费用。
据路透社报道称,大型金属模具的成本可能在150-400万美元。而考虑到从噪音和振动、装配和表面处理、人体工程学和耐撞性方面对铸件的优化,可能需要六次甚至更多的调整才能实现完美的模具。
根据报道,特斯拉采用的是通过3D打印以工业型砂来铸模的方式,

这位工程师解释称,3D打印主要的优势就在于不需要开模具,通过数模直接打印出砂芯的轮廓,然后反向浇铸,来确认设计方案是否满足量产需求。而这个过程一般只在开发阶段,一旦数模确认,后期还是需要开金属模具进行一体压铸,这样效率更高,成本更低。
根据路透社的报道,即便需要经过多次调整,砂型铸造的设计验证过程也是成本最低的,仅为金属模具的3%。同时,使用砂型铸造的设计验证周期仅需两到三个月,而金属模具原型则需要六个月到一年。
此外,一体压铸车底结构件的工艺要求也很高。这位工程师表示,主要是铸件尺寸越大,变形量和应力集中的问题会更明显,这是生产端的问题。而在售后问题上,是大家已经有所认知的成本问题,撞击后设计维修更换的成本较高。
02.
除了专属合金,压铸机也需要新的
我们再来看第二个问题,即如何解决铸造空心副车架的问题。
副车架可被视为是前后车桥的骨架,是前后车桥的组成部分,用于支承前后车桥、悬挂的支架,使车桥、悬挂通过它再与“正车架”相连,习惯上称为“副架”。副架的作用是阻隔振动和噪声,减少其直接进入车厢。

通常副车架都被设计为空心,以减轻重量并提高耐撞性。目前,副车架是通过将多个部件冲压和焊接在一起制成的,可在中间留出空隙。
而采用一体式压铸后,特斯拉计划将实心的砂芯放置在整个模具内,等铸造完成后再去掉砂芯以实现空心设计。 但这个过程中仍然有需要解决的问题。
首先,由于生产铸件的铝合金在砂模和金属模中的表现不同,可能无法满足特斯拉对耐撞性和其他属性的要求。
特斯拉的解决方案是通过配制特殊合金、微调熔融合金冷却过程以及生产后热处理的办法克服这个问题。据海外博主报道,为了配制适用的合金,有来自SpaceX的金属专家参与了研发,此外可能也包括来自中国特斯拉超级工厂的工程师。
据报道,目前合金问题已经解决,一旦原型模具调整完成,即可用于制造最终的金属模具。
但要实现压铸如此大型的车身部件,特斯拉还需要更大的压铸机。目前特斯拉用于Model Y车身件的一体压铸机是锁模力为6000吨级别的压铸机。而其拥有的锁模力最大的机器是专为生产Cybertruck打造的9000吨级别压铸机,来自长期为特斯拉供货的IDRA集团。
IDRA作为意大利老牌高压压铸设备企业,于2008年被力劲集团收购。2022年9月,力劲集团与鸿图科技共同发布了12000吨压铸机,据称是目前市场上锁模力最大的压铸机。 而要实现整个车身底部一体式压铸,据测算,需要锁模力达16000吨的机器。 这将进一步拉高成本,同时,由于体型巨大,可能需要更大的厂房。
上述铸造业工程师对智驾网表示,目前前后分体的压铸件用现有的压铸机就能满足,但压铸面积越大,对锁模力的要求则越高,如果前后一体压铸,涉及的铸件面积达到6平米甚至更大,锁模力需要达到16000吨的级别。
而这同时又会催生另一个问题,即高锁模力的压铸机无法容纳制造空心副车架所需的3D打印砂芯。
据报道,特斯拉可以通过使用不同类型的压铸机来解决这些问题,这种压铸机可以将熔融合金缓慢注入,虽然所需时间较长,但能生产出更高质量的铸件,并且可以容纳砂芯。
不过,似乎目前特斯拉还没有确定是选择高压压铸来提高生产率,还是选择缓慢的合金注入方式来提高质量和多功能性。
智驾网咨询的铸造业工程师介绍称,目前中空副车架都是带砂芯低压或重力浇铸的。高压压铸满足不了中空的要求,主要涉及砂芯的强度和溃散性,这是一对矛盾的需求。但国外也在尝试新的工艺,例如盐芯,即用盐类粘结的砂芯,由于盐类溶解于水,在高压压铸后可以通过水泡来去除内部的砂芯。报道中指的压铸机将熔融金属注入应该是目前主流的低压金属模工艺。高压的优势明显,但技术仍需突破。
03.
降低成本、提高效率推动一体式压铸普及
虽然还有很多问题需要解决,但技术的突破依然值得期待。
有海外博主表示,汽车工业在此前的五十年间都没有发生大的变革,近十年则发生了翻天覆地的变化。从动力系统的颠覆,到车辆智能化快速发展甚至改变了车辆自身的定义。如今,特斯拉在一体式压铸技术上的进一步发展,或许也将彻底改变车辆的制造方式。
Model 2作为特斯拉的基础款车型,车身底部简单,被视为更适合用来做底部一体式压铸的尝试。此外,据称,这项技术也被计划用于生产未来的Robotaxi。
自从特斯拉率先将一体压铸技术用于车身结构件后,已有多家车企跟随采用了这种技术。据不完全统计,包括蔚来、高合、小鹏、沃尔沃等车企均在研发一体式压铸技术。
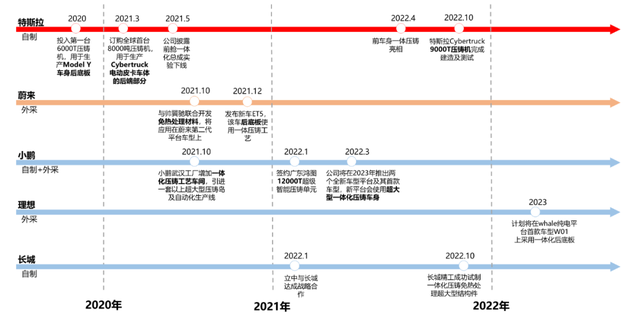
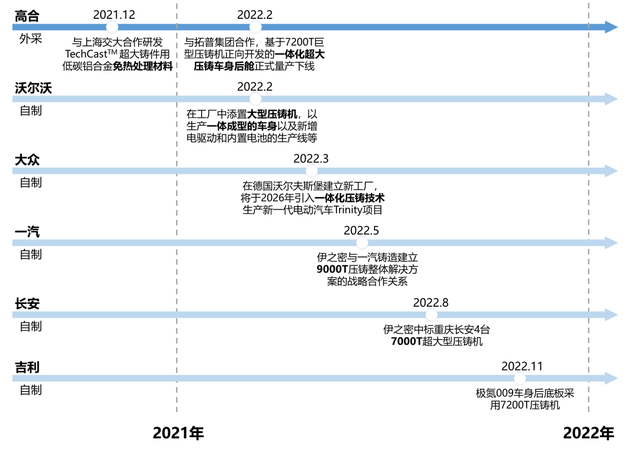
图片来源:民生证券研究院。 日前,丰田也对外公开了其一体化压铸技术,仅需三分钟,便可完成三分之一车身的一体成型。
据称,丰田预定于2026年投放市场的纯电动汽车将采用该技术,将车身分为前部、中间、后部3个部分,后部和前部将采用一体化压铸技术来成型。预计车身前部的生产过程将从91个零部件、51道工序减少到1个零部件、1道工序。
而通过引入一体化压铸等新技术进行生产变革,丰田也期望能将组装工序和投资等减少一半,并实现至2030年销售350万辆纯电动汽车的目标。
而特斯拉Model Y在采用一体式压铸技术后,其后车身制造时间可从1~2小时缩短至60~120秒,也就是1-2分钟,Model Y成本则可降低约40%,整车重量降低10%。
而国内的极氪则表示使用了7200吨位的压铸机,是国内量产最大吨位。极氪009也因此成为首搭全球量产最大一体式压铸后端铝车身的车型。 不过,在特斯拉使用其最新的9000吨位压铸机生产Cybertruck铸件后,此项排名又将发生转变。而特斯拉的此次技术突破如果成真,可以说,整个造车工艺又将迎来一次大的变革。 不过,极氪的一体压铸技术也是可以记上一笔的。 极氪009的后端铝车身长1米,宽1.6米,体积大于特斯拉Model Y后端车身。 使用该技术使得极氪009消除了近800个焊接点,零部件数量减少了80多个,重量减轻了16%。在整车重量减轻的同时,极氪还消除了各种零件焊接时潜在的失效率,使车身更安全。据极氪公布数据称,一体式压铸车身帮助其尾部变形量减少16%,弯曲刚度提升11%,扭转刚度提升9.5%可达36450N·m/deg。 也就是说,除了成本、效率以及轻量化的优势外,一体式压铸车身对于车身刚度的提升也很明显。
而另一方面,随着越来越多车企跟进应用这一技术,当然也推动了一体式压铸技术的多方面进步,并刺激压铸机厂生产出更适应车企需求的产品。
特斯拉在制造工艺上的探索,为更便宜的电动汽车进入市场埋下了伏笔。 一个更让传统车企不安的现实是,汽车,或者说智能电动汽车越来越便宜是一个不可逆的趋势。 在更便宜的电动汽车平台实现更高配的智能技术也是一个不可逆的趋势。 这也是我们在多个场合强调的,传统的豪华品牌将逐渐消亡,新汽车的分类将以高端、中端等数字化水平来决定其未来的市场定位。
-
东风汽车一体化压铸产业化项目进入冲刺阶段2025-03-21 1095
-
特斯拉回归传统铸造方案,放弃一体化压铸技术2024-05-06 1234
-
科达嘉车规级一体成型电感VSHB0540系列数据手册2024-01-07 545
-
科达嘉工业级一体成型电感与车规级一体成型电感的区别2023-11-15 2010
-
技术创新|采用热压一体成型技术的车规级电感器有哪些优势?2023-09-21 2859
-
特斯拉一体化压铸技术推动电动车制造革命,谷歌Gemini挑战OpenAI GPT-42023-09-15 1126
-
大型一体化压铸车身结构件加工设备,就在CIMT普拉迪展台!2023-04-07 1570
-
一文看懂:一体化压铸件气密性检测方案2023-04-06 1945
-
一体成型电感的优点2021-02-20 5123
-
浅谈一体成型电感2017-06-24 5344
-
第一辆特斯拉级电动车一体机成功上车测试2014-09-04 3255
-
国内第一辆特斯拉级电动车一体机成功上车测试2014-09-01 2761
-
Ener1公司预期混合动力车电池成本将削减一半2008-09-04 667
全部0条评论

快来发表一下你的评论吧 !
